Вам также может понравиться
- Intretinerea Si Repararea Instalatiilor HidrauliceДокумент19 страницIntretinerea Si Repararea Instalatiilor Hidraulicetanase_v100% (3)
- Tehnologia de Prelucrare A AlezajelorДокумент24 страницыTehnologia de Prelucrare A Alezajelortanase_v100% (2)
- Sublerul Si MicrometrulДокумент11 страницSublerul Si MicrometrulŞtefan Lipovicianu90% (20)
- Intretinerea Si Repararea Transmisiei Prin Cabluri Si LanturiДокумент33 страницыIntretinerea Si Repararea Transmisiei Prin Cabluri Si Lanturitanase_v100% (4)
- Intretinerea Si Repararea Mecanismului Biela-ManivelaДокумент26 страницIntretinerea Si Repararea Mecanismului Biela-Manivelatanase_v100% (2)
- Asamblari Nedemontabile Prin SudareДокумент14 страницAsamblari Nedemontabile Prin SudareBuleandra Catalin67% (3)
- Intretinerea Si Repararea CuplajelorДокумент31 страницаIntretinerea Si Repararea Cuplajelortanase_v67% (3)
- Tratat de Tehnologia Materialelor-CursДокумент1 396 страницTratat de Tehnologia Materialelor-Curstanase_v100% (4)
- Intretinerea Si Repararea Instalatiilor PneumaticeДокумент28 страницIntretinerea Si Repararea Instalatiilor Pneumaticetanase_v100% (7)
- Osii Si ArboriДокумент27 страницOsii Si ArboriIra Radu100% (3)
- Masini, Utilaje Si Instalatii Din Constructia de MasiniДокумент347 страницMasini, Utilaje Si Instalatii Din Constructia de Masinitanase_v100% (2)
- Asamblarea Lagarelor Cu RostogolireДокумент21 страницаAsamblarea Lagarelor Cu RostogolireGheorghe Topliceanu100% (1)
- Masurarea Dimensiunilor LiniareДокумент21 страницаMasurarea Dimensiunilor LiniareMeghisan Claudiu100% (3)
- Masini, Utilaje Si Instalatii Din Constructia de MasiniДокумент347 страницMasini, Utilaje Si Instalatii Din Constructia de Masinitanase_v100% (2)
- Intretinerea Si Repararea AngrenajelorДокумент28 страницIntretinerea Si Repararea Angrenajelortanase_v100% (4)
- Intretinerea Si Repararea Utilajelor Pentru Prelucrarea TablelorДокумент37 страницIntretinerea Si Repararea Utilajelor Pentru Prelucrarea Tablelortanase_v100% (2)
- Intretinerea - Defectiunile.repararea AmbreiajuluiДокумент24 страницыIntretinerea - Defectiunile.repararea Ambreiajuluitanase_v78% (9)
- Mijloace de Masurat Si VerificatДокумент17 страницMijloace de Masurat Si Verificatpaulpop100% (1)
- L4 - ComparatorulДокумент11 страницL4 - Comparatorulalynnaely_45649589383% (6)
- Masurarea Si Controlul Marimilor GeometriceДокумент5 страницMasurarea Si Controlul Marimilor GeometriceSorica VioricaОценок пока нет
- Masurarea SuprafetelorДокумент8 страницMasurarea SuprafetelorLuminita Popescu100% (1)
- VerificatoareДокумент3 страницыVerificatoareVirgil Porumb100% (1)
- Prelucrarea Prin StrunjireДокумент40 страницPrelucrarea Prin Strunjiretanase_v90% (30)
- Debitarea Materialelor MetaliceДокумент22 страницыDebitarea Materialelor Metalicemark100% (2)
- Utilajul Si Tehnologia Sudarii Cu Arc ElectricДокумент21 страницаUtilajul Si Tehnologia Sudarii Cu Arc ElectricAnonymous LS9nXR60Оценок пока нет
- FISA DE LUCRU 4 Aparate ComparatoareДокумент2 страницыFISA DE LUCRU 4 Aparate Comparatoareandreianaflorica2009100% (1)
- Aparate de Masura Si Control Dimensional PDFДокумент36 страницAparate de Masura Si Control Dimensional PDFadict26100% (3)
- Măsurarea UnghiurilorДокумент6 страницMăsurarea UnghiurilorDragomir EleonoraОценок пока нет
- GhidajeДокумент9 страницGhidajeTipa Marius-George0% (1)
- Ungerea Organelor de MasiniДокумент19 страницUngerea Organelor de Masinitanase_v67% (3)
- Elaborarea Otelurilor in ConvertizoareДокумент27 страницElaborarea Otelurilor in Convertizoaretanase_v40% (5)
- Tipuri de Uzuri Ale Masinilor Si UtilajelorДокумент18 страницTipuri de Uzuri Ale Masinilor Si Utilajelortanase_v50% (2)
- Intretinerea Si Repararea Utilajelor Pentru Presarea La ReceДокумент22 страницыIntretinerea Si Repararea Utilajelor Pentru Presarea La Recetanase_v100% (6)
- Tehnologia de Intretinere Si Reparare A Asamblarilor SudateДокумент38 страницTehnologia de Intretinere Si Reparare A Asamblarilor Sudatetanase_v100% (3)
- Intretinerea - Defectiunile.repararea Schimbatorului de VitezeДокумент36 страницIntretinerea - Defectiunile.repararea Schimbatorului de Vitezetanase_v100% (1)
- Intretinere - Defectiuni.reparare-Instalatia de Racire AutovehiculeДокумент36 страницIntretinere - Defectiuni.reparare-Instalatia de Racire Autovehiculetanase_vОценок пока нет
- Intretinerea Si Repararea Cutiei de VitezeДокумент33 страницыIntretinerea Si Repararea Cutiei de Vitezetanase_v100% (2)
- T2 Mijloace de MasuraДокумент45 страницT2 Mijloace de Masuragabi_calciu1032Оценок пока нет
- Mijloace Pentru Masurarea LungimilorДокумент19 страницMijloace Pentru Masurarea LungimilorMandache Lilian-Stefan0% (1)
- Cap.5.2.Calibre Filet.Документ9 страницCap.5.2.Calibre Filet.velu22100% (1)
- Mijloace de Masurare A Marimilor MecaniceДокумент18 страницMijloace de Masurare A Marimilor MecaniceMarian M ScoriloОценок пока нет
- Manual Tehnologie Generala Mecanica - 2006Документ417 страницManual Tehnologie Generala Mecanica - 2006tanase_v100% (12)
- Prelucrari de FinisareДокумент38 страницPrelucrari de Finisaretanase_v100% (6)
- Indreptarea Semifabricatelor PDFДокумент21 страницаIndreptarea Semifabricatelor PDFSuflea Amalia GeorgianaОценок пока нет
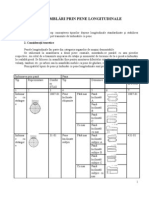
- Asamblari Prin Pene LongitudinaleДокумент16 страницAsamblari Prin Pene Longitudinalejulia007Оценок пока нет
- Catalog AMC-uri PAS 2013Документ48 страницCatalog AMC-uri PAS 2013adict26Оценок пока нет
- Polizarea MetalelorДокумент16 страницPolizarea Metaleloradict2667% (3)
- Prelucrarea Si Burghierea GaurilorДокумент22 страницыPrelucrarea Si Burghierea Gauriloroachy83100% (2)
- Mijloace Pentru Controlul SuprafetelorДокумент29 страницMijloace Pentru Controlul SuprafetelorGrigore Marian100% (1)
- Planimetru PolarДокумент8 страницPlanimetru PolarGrigore ClaudiaОценок пока нет
- T14 NituireaДокумент21 страницаT14 NituireaezitentaОценок пока нет
- Incarcare Prin SudareДокумент21 страницаIncarcare Prin SudareCristina Matei100% (1)
- Masurarea LungimilorДокумент26 страницMasurarea LungimilorStrimbeanu DanielОценок пока нет
- RabotareaДокумент15 страницRabotareaTunde NicoliОценок пока нет
- DaltuireaДокумент1 страницаDaltuireaMihai UrecheОценок пока нет
- Instrumente de Masura Si ControlДокумент66 страницInstrumente de Masura Si ControlAdrian Stanga100% (2)
- Opperatia de AlezareДокумент13 страницOpperatia de AlezareIulia Zuzu100% (2)
- Precizia de Prelucrare Şi Asamblare PDFДокумент7 страницPrecizia de Prelucrare Şi Asamblare PDFCristian Popescu100% (3)
- Asamblari Cu Pene Si CaneluriДокумент25 страницAsamblari Cu Pene Si Canelurialy_ing3rash200771% (7)
- CUPLAJEДокумент34 страницыCUPLAJEAlina MicleОценок пока нет
- Asamblari Prin LipireДокумент7 страницAsamblari Prin LipireAndrei Gortoescu100% (1)
- Controlul Pieselor Cu Ajutorul Calibrelor. 5.1.Документ21 страницаControlul Pieselor Cu Ajutorul Calibrelor. 5.1.velu22Оценок пока нет
- Sudarea Cu Arc Electric 2Документ11 страницSudarea Cu Arc Electric 2jivina100% (1)
- Mijloace de Masurare Si Control PDFДокумент24 страницыMijloace de Masurare Si Control PDFilonaminciuОценок пока нет
- Notiuni Lacatuserie PDFДокумент45 страницNotiuni Lacatuserie PDFCatrinescu Ovidiu100% (3)
- 3 Mijloace de Masura Si ControlДокумент38 страниц3 Mijloace de Masura Si ControlAnonymous LS9nXR60Оценок пока нет
- Tema 3 Mijloace Pentru Masurarea Marimilor GeometriceДокумент45 страницTema 3 Mijloace Pentru Masurarea Marimilor GeometriceSuzana ModvalaОценок пока нет
- Mijloace de Masurare Si Control PDFДокумент19 страницMijloace de Masurare Si Control PDFSorin Popa100% (1)
- Aparate de MasuraДокумент66 страницAparate de MasuraRaresh CristianОценок пока нет
- Masurarea Lungimilor - Rigla - SUBLERДокумент7 страницMasurarea Lungimilor - Rigla - SUBLERconstantin andritoiuОценок пока нет
- MeasurementsДокумент15 страницMeasurementspaulpopОценок пока нет
- Clasificarea AparatelorДокумент8 страницClasificarea AparatelorIlie Marius Daniel0% (1)
- LABORATOR 6 - Mijloace de Masurat Si VerificatДокумент9 страницLABORATOR 6 - Mijloace de Masurat Si VerificatRodica NicoaraОценок пока нет
- Mijloace MasurareДокумент8 страницMijloace MasurareungureanuОценок пока нет
- T3 Mijloace-De-Masurat-Si-VerificatДокумент18 страницT3 Mijloace-De-Masurat-Si-Verificatamosklein100% (1)
- Mijloace de Masurare Pentru Lungimi Si UnghiuriДокумент10 страницMijloace de Masurare Pentru Lungimi Si UnghiuriBlackpanter Alina100% (2)
- Studiul MarfurilorДокумент25 страницStudiul MarfurilorIrina BesliuОценок пока нет
- Fisa de Documentare Mijloace PT Masurare Si VerificareДокумент8 страницFisa de Documentare Mijloace PT Masurare Si VerificarePaval PetrutОценок пока нет
- Aplicatie ElevДокумент31 страницаAplicatie ElevDumea GabiОценок пока нет
- Motoare Cu Raport de Comprimare VariabilДокумент20 страницMotoare Cu Raport de Comprimare Variabiltanase_vОценок пока нет
- TehnicianДокумент1 101 страницаTehniciantanase_v100% (1)
- Particularitatile Sistemului ESPДокумент22 страницыParticularitatile Sistemului ESPtanase_vОценок пока нет
- Tehnician Mecanic Intretinere Si Reparatii - 2018Документ1 056 страницTehnician Mecanic Intretinere Si Reparatii - 2018tanase_vОценок пока нет
- Intretinerea Si Repararea Angrenajului Melc-Roata MelcataДокумент23 страницыIntretinerea Si Repararea Angrenajului Melc-Roata Melcatatanase_v0% (1)
- Utilajul Si Tehnologia SudariiДокумент234 страницыUtilajul Si Tehnologia Sudariitanase_v100% (7)
- Tehnician Mecanic Intretinere Si Reparatii - 2015Документ749 страницTehnician Mecanic Intretinere Si Reparatii - 2015tanase_v100% (3)
- Tehnician Prelucrari La Cald - 2015Документ517 страницTehnician Prelucrari La Cald - 2015tanase_v50% (2)
- Pile de CombustieДокумент32 страницыPile de Combustietanase_vОценок пока нет
- 23.sudarea Cu Arc Electric A FontelorДокумент23 страницы23.sudarea Cu Arc Electric A Fontelortanase_v100% (1)
- Sudarea Cu Arc Electric A OtelurilorДокумент35 страницSudarea Cu Arc Electric A Otelurilortanase_v100% (2)