Вам также может понравиться
- AGMA Technical PaperДокумент14 страницAGMA Technical PaperLuis TestaОценок пока нет
- Din 3961Документ12 страницDin 3961Garapati Murarji100% (2)
- Din 3962 Part 3Документ2 страницыDin 3962 Part 3Garapati Murarji100% (3)
- Agma Iso 10064-1Документ34 страницыAgma Iso 10064-1Mohammad Ali Taghdiri100% (2)
- Splines - Design and Application: AGMA Information SheetДокумент9 страницSplines - Design and Application: AGMA Information SheetrezaОценок пока нет
- Din - 3962 1 1978Документ18 страницDin - 3962 1 1978Carlos Cortes100% (3)
- Agma 912-A04Документ30 страницAgma 912-A04simone.castagnetti100% (3)
- ISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Документ42 страницыISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Màu Đen Cuộc SốngОценок пока нет
- Tolerances for Cylindrical Gear TeethДокумент18 страницTolerances for Cylindrical Gear TeethLuciano Fontes0% (1)
- Gears Standards-1Документ10 страницGears Standards-1maheshmbelgavi100% (1)
- Agma 927-A01 PDFДокумент38 страницAgma 927-A01 PDFRoro100% (1)
- Gear Adendum Modification CoefficientДокумент8 страницGear Adendum Modification CoefficientRobert StuartОценок пока нет
- Din 58405-1-1972Документ12 страницDin 58405-1-1972prasanna67% (3)
- Agma 2000-A88 PDFДокумент158 страницAgma 2000-A88 PDFWilliamSiesquenInga91% (11)
- Ansi Agma 2015-1-A01Документ44 страницыAnsi Agma 2015-1-A01Nilson Venancio94% (17)
- GM Gear Inspection Handbook ISO DRAFT FINALДокумент39 страницGM Gear Inspection Handbook ISO DRAFT FINALnestor100% (1)
- DIN3975 - Terms Worm GearsДокумент15 страницDIN3975 - Terms Worm GearsGonçalo Nogueira100% (2)
- International Standards - Gears - International Standards, Metric Gear Standards - TandwielДокумент5 страницInternational Standards - Gears - International Standards, Metric Gear Standards - Tandwielmanimecz100% (1)
- DIN 3990 MDesign 2016 Esempio Spur Gear, Gear RackДокумент17 страницDIN 3990 MDesign 2016 Esempio Spur Gear, Gear RackmgualdiОценок пока нет
- AGMA 2015 915-1-A02Документ108 страницAGMA 2015 915-1-A02danielk32100% (1)
- Din 3962 Part 2Документ18 страницDin 3962 Part 2Garapati Murarji100% (3)
- Gear Metrology ReportДокумент59 страницGear Metrology Reportsanjay261289Оценок пока нет
- Agma 918-A93Документ49 страницAgma 918-A93simone.castagnetti100% (2)
- Iso 21771 2007 en PDFДокумент11 страницIso 21771 2007 en PDFDaniel Cerignoni50% (2)
- DIN-3962-1 - Tolerances For Cylindrical Gear Teeth PDFДокумент18 страницDIN-3962-1 - Tolerances For Cylindrical Gear Teeth PDFjmpateiro1985100% (5)
- ANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualДокумент79 страницANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualSantosh Shankarappa100% (4)
- Din 3961 PDFДокумент12 страницDin 3961 PDFLuis Testa100% (1)
- Din 5480-06Документ4 страницыDin 5480-06Miomir JovanovićОценок пока нет
- Kisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear CalculationДокумент40 страницKisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear Calculationanush_swaminathanОценок пока нет
- AGMA 420 04 Enclosed Speed Reducers PDFДокумент88 страницAGMA 420 04 Enclosed Speed Reducers PDFRoro100% (2)
- Interference Fit Calculation GuideДокумент23 страницыInterference Fit Calculation GuideEMREОценок пока нет
- Din 3963Документ18 страницDin 3963Garapati Murarji100% (1)
- DIN 5480 Nazubljena OsovinaДокумент27 страницDIN 5480 Nazubljena OsovinaNikola MilojevicОценок пока нет
- Spline DIN 5480Документ27 страницSpline DIN 5480ewillia13100% (3)
- Gear NoiseДокумент26 страницGear NoiseWaqar Siddiqui100% (1)
- Jis b1702Документ3 страницыJis b1702Pieyah Chomel75% (4)
- DIN 5480-2.PDF - Engineering Tolerance - GearДокумент25 страницDIN 5480-2.PDF - Engineering Tolerance - GearDeniz Tuncbilek0% (2)
- Din 867Документ3 страницыDin 867Murali Krishnan Selvaraja0% (1)
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesОт EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesРейтинг: 3.5 из 5 звезд3.5/5 (2)
- System of Gear Fits and Tooth Thickness TolerancesДокумент24 страницыSystem of Gear Fits and Tooth Thickness TolerancesJosé Francisco Ramos Teixeira100% (2)
- Effect of Increased Center Distance on Gear Teeth Contact Ratio and StressДокумент21 страницаEffect of Increased Center Distance on Gear Teeth Contact Ratio and StressDavide MaranoОценок пока нет
- Back To Iiasics, ... : Design Involute GearДокумент11 страницBack To Iiasics, ... : Design Involute Gearabdul rachim100% (1)
- Igs60 145Документ32 страницыIgs60 145Medam SrinivasareddyОценок пока нет
- BacklashДокумент29 страницBacklashAnurag SarkarОценок пока нет
- KissSoft Article GearAnalysisAndOptimization PDFДокумент12 страницKissSoft Article GearAnalysisAndOptimization PDFeng13Оценок пока нет
- BOOK76Документ10 страницBOOK76Vaibhav GuptaОценок пока нет
- Din 8570-1987Документ8 страницDin 8570-1987Kike Silva100% (2)
- Geometrical TolerancingДокумент12 страницGeometrical TolerancingItalo Venegas100% (1)
- Understanding Machinery Fits and TolerancesДокумент11 страницUnderstanding Machinery Fits and TolerancesManojkumar ThilagamОценок пока нет
- WCE2011 pp2361-2363Документ3 страницыWCE2011 pp2361-2363yanni73Оценок пока нет
- FRP Piping Stress Analysis GuideДокумент11 страницFRP Piping Stress Analysis GuideNavab Khan100% (2)
- EN75558 FP DesignGuidelines UДокумент13 страницEN75558 FP DesignGuidelines UMuhammad Imran AftabОценок пока нет
- 01028393Документ9 страниц01028393Powerranger2.0Оценок пока нет
- F= Π X Dt3 X Τk 8Xdmxk: Technical InformationДокумент6 страницF= Π X Dt3 X Τk 8Xdmxk: Technical InformationaleaubrОценок пока нет
- Thomson Super Metric Ball Bushing Bearings SpecsheetДокумент11 страницThomson Super Metric Ball Bushing Bearings SpecsheetElectromateОценок пока нет
- Nadella - Needle BearingsДокумент230 страницNadella - Needle Bearingsג'ון ירוקОценок пока нет
- High Speed Gears-Design and Application by James R. PartridgeДокумент10 страницHigh Speed Gears-Design and Application by James R. PartridgeAbbasAnsariОценок пока нет
- Sample Worksheet FromДокумент42 страницыSample Worksheet FromLatha Pundi75% (4)
- The Abacus: To Read Numbers On An Abacus, Count The Beads Moved To The Center Bar in Each Place ValueДокумент2 страницыThe Abacus: To Read Numbers On An Abacus, Count The Beads Moved To The Center Bar in Each Place ValueLatha PundiОценок пока нет
- Rolling - Off Simulation of Bevel Gears for Strength and DurabilityДокумент14 страницRolling - Off Simulation of Bevel Gears for Strength and DurabilityLatha PundiОценок пока нет
- Tan GramsДокумент2 страницыTan GramsLatha PundiОценок пока нет
- Paper CuttingДокумент5 страницPaper CuttingLatha PundiОценок пока нет
- Adding with 8 makes 10 plus leftoversДокумент1 страницаAdding with 8 makes 10 plus leftoversLatha PundiОценок пока нет
- UPMath 1Документ124 страницыUPMath 1vuppalasampathОценок пока нет
- Booklet PackBДокумент20 страницBooklet PackBLatha PundiОценок пока нет
- 4335ins PDFДокумент2 страницы4335ins PDFduarehmatОценок пока нет
- Basics of The Al AbacusДокумент2 страницыBasics of The Al AbacusLatha PundiОценок пока нет
- Grade 6 Math Circles Working With An Abacus: Faculty of Mathematics Waterloo, Ontario N2L 3G1Документ10 страницGrade 6 Math Circles Working With An Abacus: Faculty of Mathematics Waterloo, Ontario N2L 3G1Latha PundiОценок пока нет
- Booklet PackAДокумент20 страницBooklet PackALatha PundiОценок пока нет
- Clay Brick MakingДокумент9 страницClay Brick MakingapihanasОценок пока нет
- The Abacus: To Read Numbers On An Abacus, Count The Beads Moved To The Center Bar in Each Place ValueДокумент2 страницыThe Abacus: To Read Numbers On An Abacus, Count The Beads Moved To The Center Bar in Each Place ValueLatha PundiОценок пока нет
- Adding with 8 makes 10 plus leftoversДокумент1 страницаAdding with 8 makes 10 plus leftoversLatha PundiОценок пока нет
- Fly Ash Brick Production OverviewДокумент10 страницFly Ash Brick Production OverviewLatha PundiОценок пока нет
- Turing Machines and Early Computing HistoryДокумент14 страницTuring Machines and Early Computing HistoryLatha PundiОценок пока нет
- Manufacturing Fired Bricks With Class F Fly Ash From Illinois Basin CoalsДокумент36 страницManufacturing Fired Bricks With Class F Fly Ash From Illinois Basin CoalsLatha PundiОценок пока нет
- The Development of The Smart Strut Improved Sliding Pillar Front Active Suspension System For Mining TrucksДокумент23 страницыThe Development of The Smart Strut Improved Sliding Pillar Front Active Suspension System For Mining TrucksLatha PundiОценок пока нет
- Roorkee Rajiv Smriti ReportsДокумент6 страницRoorkee Rajiv Smriti ReportsLatha PundiОценок пока нет
- Manufacturing Fired Bricks With Class F Fly Ash From Illinois Basin CoalsДокумент36 страницManufacturing Fired Bricks With Class F Fly Ash From Illinois Basin CoalsLatha PundiОценок пока нет
- Construction Materials: Maximizing the Potential of Fly AshДокумент8 страницConstruction Materials: Maximizing the Potential of Fly AshSibasish PattanayakОценок пока нет
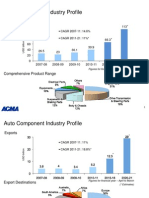
- Industry Statistics 23092011Документ3 страницыIndustry Statistics 23092011Latha PundiОценок пока нет
- Sample in TC TL ManualДокумент16 страницSample in TC TL ManualLatha PundiОценок пока нет
- Sample in TC TL ManualДокумент16 страницSample in TC TL ManualLatha PundiОценок пока нет
- TrackДокумент31 страницаTrackLatha PundiОценок пока нет
- Gear DrivesДокумент38 страницGear Drivesionbusu54Оценок пока нет
- Indian Tire IndustryДокумент17 страницIndian Tire IndustryKedar KulkarniОценок пока нет
- Application ChecklistДокумент1 страницаApplication ChecklistLatha PundiОценок пока нет
- Ggeo 5 ManualДокумент524 страницыGgeo 5 ManualIancu-Bogdan TeodoruОценок пока нет
- Lime Kiln Control Using Simple Advanced Pid Control PDFДокумент4 страницыLime Kiln Control Using Simple Advanced Pid Control PDFIwan TirtaОценок пока нет
- Ratio and Proportion, RaviДокумент85 страницRatio and Proportion, RaviShrishailamalikarjunОценок пока нет
- REHEAT-REGENERATIVE RANKINE CYCLE CalculatorДокумент86 страницREHEAT-REGENERATIVE RANKINE CYCLE CalculatorJustine SomentacОценок пока нет
- Nms 2nd UnitДокумент30 страницNms 2nd UnitjilikajithendarОценок пока нет
- Apb Calculation (Natural Gas)Документ8 страницApb Calculation (Natural Gas)Nasrul HazimОценок пока нет
- A Multi Clustering Method Based On Evolutionary Multi - 2020 - Swarm and EvolutiДокумент12 страницA Multi Clustering Method Based On Evolutionary Multi - 2020 - Swarm and Evolutimohamed albasunyОценок пока нет
- Sequences WorksheetДокумент8 страницSequences WorksheetAsh LoopsОценок пока нет
- The Introduction of Refusal Density Test On Asphalt Mixture DesignДокумент8 страницThe Introduction of Refusal Density Test On Asphalt Mixture DesignDheeraj senОценок пока нет
- Lesson Plan4Документ3 страницыLesson Plan4api-410721710Оценок пока нет
- Cen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeДокумент35 страницCen-306: Foundation Engineering by Dr. Kaustav Chatterjee: Indian Institute of Technology RoorkeeSiddhantОценок пока нет
- JEE Main 2017 Set A Question PaperДокумент45 страницJEE Main 2017 Set A Question PaperDhananjay SateeshОценок пока нет
- Stat Prob Q3 Module 3Документ29 страницStat Prob Q3 Module 3Reign Evans0% (1)
- 3 Analog (AMPLITUDE MODULATION)Документ14 страниц3 Analog (AMPLITUDE MODULATION)FAISAL KHANОценок пока нет
- BCH 201Документ77 страницBCH 201Obinna OjeОценок пока нет
- DSP ManualДокумент43 страницыDSP ManualMaryam MuneebОценок пока нет
- Study of Transparent ConcreteДокумент17 страницStudy of Transparent ConcreteIrfan KhanОценок пока нет
- Declaring An ObjectsДокумент36 страницDeclaring An ObjectsAnanthu RKОценок пока нет
- Mean From A Table3Документ1 страницаMean From A Table3Duvall McGregorОценок пока нет
- Design of Circular Liquid or Gas PipesДокумент6 страницDesign of Circular Liquid or Gas PipessereutyОценок пока нет
- Catalogo EngДокумент88 страницCatalogo EngbysakОценок пока нет
- LTE Call Processing and Handover - EngДокумент73 страницыLTE Call Processing and Handover - EngKmohamed84100% (1)
- Fast Formula GuideДокумент96 страницFast Formula GuideRinita BhattacharyaОценок пока нет
- Ruukki - Panel Modelling With Revit RST 2012Документ33 страницыRuukki - Panel Modelling With Revit RST 2012Peter Poraj GórskiОценок пока нет
- 6.dear Friends2Документ15 страниц6.dear Friends2SATISHОценок пока нет
- Chapter 3Документ46 страницChapter 3AnilKarwankarОценок пока нет
- Earth Continental Drift Plate Tectonics Sea Floor Spreading-0Документ59 страницEarth Continental Drift Plate Tectonics Sea Floor Spreading-0roziel A.mabitasanОценок пока нет
- 8.1 Lesson: Raster To Vector Conversion: EightДокумент16 страниц8.1 Lesson: Raster To Vector Conversion: Eightສີສຸວັນ ດວງມະນີОценок пока нет
- Cp2010 Mod DriverДокумент3 страницыCp2010 Mod DriverlucamiravalleОценок пока нет
- PGCRSM-01-BLOCK-03 Research Design ExperimentalДокумент29 страницPGCRSM-01-BLOCK-03 Research Design ExperimentalVijilan Parayil VijayanОценок пока нет