Вам также может понравиться
- Bottorff, Steve - A Primer On Knife SharpeningДокумент42 страницыBottorff, Steve - A Primer On Knife Sharpeningpauloadriano100% (2)
- The Smith Chart and Basic Impedance-Matching ConceptsДокумент24 страницыThe Smith Chart and Basic Impedance-Matching Conceptsmehtab barkatОценок пока нет
- Smith Chart PDFДокумент49 страницSmith Chart PDFKarthik DevarajanОценок пока нет
- GRBL Settings 101 - A How To GuideДокумент7 страницGRBL Settings 101 - A How To GuideSean Moffitt100% (1)
- Small LF loop antenna for direction finding radio stations 10-600 kHzДокумент4 страницыSmall LF loop antenna for direction finding radio stations 10-600 kHzsuanmdОценок пока нет
- Work Bench: A Design For Holding The WorkДокумент89 страницWork Bench: A Design For Holding The WorkRalf Homberg100% (1)
- 059-048 - Carving Incised LettersДокумент4 страницы059-048 - Carving Incised LettersJosep PonentОценок пока нет
- Scientific Computing - With PythonДокумент196 страницScientific Computing - With PythonFredrick MutungaОценок пока нет
- ELMOДокумент2 страницыELMOCathy BillinghamОценок пока нет
- A New Approach To The Design of Super-DirectiveДокумент12 страницA New Approach To The Design of Super-DirectiveAnonymous P2ZN8X100% (1)
- ShopNotes #17 (Vol. 03) - Easy To Build Sawhorse - Text-1Документ1 страницаShopNotes #17 (Vol. 03) - Easy To Build Sawhorse - Text-1adanОценок пока нет
- Emeals (Emealz) Publix421 Meal PlanДокумент2 страницыEmeals (Emealz) Publix421 Meal PlanFratFarterОценок пока нет
- Work Bench 3Документ4 страницыWork Bench 3- yAy3e -100% (1)
- How To Make A CapoteДокумент5 страницHow To Make A CapotesantanvarsityОценок пока нет
- Bamboo Rodmaking Tips - Articles Area - Wood Planing FormsДокумент7 страницBamboo Rodmaking Tips - Articles Area - Wood Planing FormscannotdecideОценок пока нет
- 62 - Exploded View of Carpenter's ToolboxДокумент1 страница62 - Exploded View of Carpenter's ToolboxGsmHelpОценок пока нет
- Hats For Israeli Soldiers Crochet FinalДокумент1 страницаHats For Israeli Soldiers Crochet Finalchannahk544Оценок пока нет
- Building a Blown Gas Forge from ScratchДокумент3 страницыBuilding a Blown Gas Forge from ScratchRedirecting DecoyОценок пока нет
- HWHL Router Table PlansДокумент9 страницHWHL Router Table PlansIlberto FortunaОценок пока нет
- 4 Cables PillowДокумент1 страница4 Cables PillowSascha van WagtendonkОценок пока нет
- Precision Drill Frame ConstructionДокумент7 страницPrecision Drill Frame ConstructionMahesa SanggadipaОценок пока нет
- Nicholson - Guide To Filing 2014Документ14 страницNicholson - Guide To Filing 2014crm102b100% (1)
- Valentine Project Tip 1.: This Year Give A Personalized Valentine! Step 1: Deciding What To Make?Документ16 страницValentine Project Tip 1.: This Year Give A Personalized Valentine! Step 1: Deciding What To Make?- yAy3e -Оценок пока нет
- How To Make Tools 1981Документ58 страницHow To Make Tools 1981hawktripОценок пока нет
- WWMM Desk Organizer PDFДокумент13 страницWWMM Desk Organizer PDFjmontanerОценок пока нет
- Handy Bow Saw Project Under 40 CharactersДокумент3 страницыHandy Bow Saw Project Under 40 CharactersrelbuhmОценок пока нет
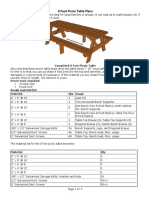
- 8 Foot Picnic Table Plans: Build a Large Seating Picnic TableДокумент5 страниц8 Foot Picnic Table Plans: Build a Large Seating Picnic Tabletom2susanОценок пока нет
- Lanyard InstructionsДокумент9 страницLanyard InstructionsDan AglioneОценок пока нет
- Experimenter: The Impoverished RadioДокумент52 страницыExperimenter: The Impoverished Radiobenra1Оценок пока нет
- Garden RakesДокумент1 страницаGarden RakesreadalotbutnowisdomyetОценок пока нет
- Wooden Iphone 5 CaseДокумент9 страницWooden Iphone 5 CaseNahúm FigueraОценок пока нет
- Interior Door Catalog: We're Door PeopleДокумент20 страницInterior Door Catalog: We're Door PeopleBMCWest-LudwigGroup100% (1)
- Coil Winder Rev 3-19-11Документ17 страницCoil Winder Rev 3-19-11dougforbes000Оценок пока нет
- Tip #47 Resawing: There's A Fine Art To Making Thin Boards Out of Thick OnesДокумент4 страницыTip #47 Resawing: There's A Fine Art To Making Thin Boards Out of Thick OnesAntonio Alberto Fonseca FilhoОценок пока нет
- Grinding and Shaping Molding Plane Irons: by Bill AndersonДокумент2 страницыGrinding and Shaping Molding Plane Irons: by Bill Andersonj_abendstern4688Оценок пока нет
- Advanced Tool Sharpening Techniques for Lathe WorkДокумент10 страницAdvanced Tool Sharpening Techniques for Lathe WorkjenrocoОценок пока нет
- Mapúa University: Shop Exercise No. 1Документ15 страницMapúa University: Shop Exercise No. 1Eriane GarciaОценок пока нет
- Sharpening Plane Irons & ChiselsДокумент7 страницSharpening Plane Irons & ChiselssesostrisserbiusОценок пока нет
- Woodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeДокумент7 страницWoodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeEucap MdzОценок пока нет
- Woodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need SomeДокумент7 страницWoodworking Guide: Beginner'S Toolbox: You Don't Need All The Tools in The Worldto Get Started. But You Need Somentphuong2603Оценок пока нет
- Sharpening Techniques and EquipmentДокумент3 страницыSharpening Techniques and EquipmentColumbia GomezОценок пока нет
- Home Knives How To Throw Online-Shop Books/videos Links ContactДокумент11 страницHome Knives How To Throw Online-Shop Books/videos Links ContactBhaskar AswathanarayanОценок пока нет
- Cutting Aluminum With A CNC RouterДокумент8 страницCutting Aluminum With A CNC RouterAntrellОценок пока нет
- Clean, Sharp Tools Work BetterДокумент10 страницClean, Sharp Tools Work BetterCharity ChangpaОценок пока нет
- An Ax To Grind: A Practical Ax Manual: SharpeningДокумент6 страницAn Ax To Grind: A Practical Ax Manual: SharpeningteleportsofiaОценок пока нет
- The Shade Tree Knife MechanicДокумент9 страницThe Shade Tree Knife MechanicbooghybОценок пока нет
- Carpentry Tool List ContДокумент12 страницCarpentry Tool List ContShella CortezОценок пока нет
- 0512 Studio SavvyДокумент4 страницы0512 Studio Savvyjsmithy456100% (1)
- Best Hair Cutting Scissors in India: AboutДокумент5 страницBest Hair Cutting Scissors in India: AboutSafi Ud Din KhanОценок пока нет
- Lorica SegmentataДокумент19 страницLorica SegmentataCipri PopОценок пока нет
- WEAR SAFETY GLASSES FOR BETTER SIGHTДокумент3 страницыWEAR SAFETY GLASSES FOR BETTER SIGHTCheregi FlorinОценок пока нет
- Workbench GuideДокумент14 страницWorkbench GuideKilty ONealОценок пока нет
- Sharpen Autopsy Knives TFJДокумент8 страницSharpen Autopsy Knives TFJhoanguyentqОценок пока нет
- Saw BladesДокумент9 страницSaw BladesL02 ARUN AОценок пока нет
- Dynabrade Random Orbit Sander: Product Review and Rebuild GuideДокумент8 страницDynabrade Random Orbit Sander: Product Review and Rebuild GuideSebastian CostaОценок пока нет
- Six Principal of A Jigsaw BladesДокумент5 страницSix Principal of A Jigsaw Bladessaw featuresОценок пока нет
- Saviano-Intro To BladesmithingДокумент18 страницSaviano-Intro To BladesmithingVinícius Lopes SampaioОценок пока нет
- Nida-Metal-Cutting Metal SheetДокумент4 страницыNida-Metal-Cutting Metal Sheetapi-115534435Оценок пока нет
- Karpentiro PrintДокумент22 страницыKarpentiro PrintErick MonteОценок пока нет
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОт EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОценок пока нет
- fm2 0 PDFДокумент196 страницfm2 0 PDFJuan Palomo (Pajarito)Оценок пока нет
- Never Say Die 98 PGДокумент98 страницNever Say Die 98 PGRonLaytonОценок пока нет
- An Ax To GrindДокумент68 страницAn Ax To GrindConrad Chan100% (2)
- fm2 0 PDFДокумент196 страницfm2 0 PDFJuan Palomo (Pajarito)Оценок пока нет
- M 110Документ122 страницыM 110Filip Velickovic100% (4)
- Drill Book March 2013Документ34 страницыDrill Book March 2013Mitrica DanielОценок пока нет
- Bodyguard ManualДокумент285 страницBodyguard Manualpieterslab97% (100)
- SG552 Manual GBДокумент33 страницыSG552 Manual GBMario Lopez100% (1)
- FalklndДокумент5 страницFalklndMitrica DanielОценок пока нет
- TM 9 1340 214 10 (M72 LAW Operators Manual)Документ40 страницTM 9 1340 214 10 (M72 LAW Operators Manual)orpheus1972Оценок пока нет
- FalklndДокумент5 страницFalklndMitrica DanielОценок пока нет