Вам также может понравиться
- FT / FTR SERIES, Floor-Type Horizontal Boring MillsДокумент16 страницFT / FTR SERIES, Floor-Type Horizontal Boring MillssureshОценок пока нет
- Morden Machine Shop PDFДокумент148 страницMorden Machine Shop PDFRudra DasОценок пока нет
- History of Operating SystemsДокумент6 страницHistory of Operating SystemsMarek SulichОценок пока нет
- Accurate - Design - Simulations - White Paper PDFДокумент18 страницAccurate - Design - Simulations - White Paper PDFsamar kadamОценок пока нет
- MVD IBend Catalog (2396)Документ15 страницMVD IBend Catalog (2396)isidriskyОценок пока нет
- Recent Trends in ManufacturingДокумент13 страницRecent Trends in ManufacturingAmbarish100% (2)
- Do Colors Exist?: And Other Profound Physics QuestionsОт EverandDo Colors Exist?: And Other Profound Physics QuestionsОценок пока нет
- Mill and Lathe Service Manual. ElectricДокумент242 страницыMill and Lathe Service Manual. ElectricNguyễn Khắc Lợi100% (1)
- Path Control in Robotics: LSPB Motion and Polynomial PathsДокумент52 страницыPath Control in Robotics: LSPB Motion and Polynomial PathsandresОценок пока нет
- Mill and Lathe ServiceДокумент420 страницMill and Lathe ServiceNguyễn Khắc Lợi100% (1)
- Studies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsДокумент8 страницStudies On The Benefits of Using Linear Motors Insted To Ball Screws Used in Drive of The Machine ToolsVASILIIОценок пока нет
- Mechanical ProjectДокумент7 страницMechanical ProjectAbi Nesan100% (1)
- N MV Post Processor Manual EngДокумент36 страницN MV Post Processor Manual EnglastowlОценок пока нет
- Micromatic ChuckДокумент24 страницыMicromatic ChuckmadhavikОценок пока нет
- English - Lathe NGC - Operator's Manual - 2018Документ456 страницEnglish - Lathe NGC - Operator's Manual - 2018Francisco Salas GalvánОценок пока нет
- 201512913475958393Документ42 страницы201512913475958393mvamsipОценок пока нет
- RichAuto Motion Control System ManualДокумент89 страницRichAuto Motion Control System ManualSebastian Almaraz UnzuetaОценок пока нет
- ANSYS Tutorial Design OptimizationДокумент9 страницANSYS Tutorial Design OptimizationSimulation CAE100% (4)
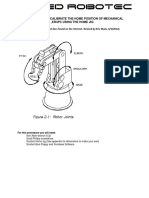
- ADJUST AND CALIBRATE HOME POSITION OF MECHANICAL ARMSДокумент15 страницADJUST AND CALIBRATE HOME POSITION OF MECHANICAL ARMSpauloОценок пока нет
- G and M Codes For CNCДокумент2 страницыG and M Codes For CNCRajesh Kumar PОценок пока нет
- MVD Ibend Catalog ENG WebДокумент15 страницMVD Ibend Catalog ENG Webneeshakothari31Оценок пока нет
- Main Project HMTДокумент34 страницыMain Project HMTVenkatAdityaОценок пока нет
- Catalog - Actassi - Part2 (En)Документ87 страницCatalog - Actassi - Part2 (En)Anonymous FTBYfqkОценок пока нет
- PDFДокумент56 страницPDFDental LabОценок пока нет
- M800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFДокумент780 страницM800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFXavier TorrasОценок пока нет
- mf70 PKGДокумент19 страницmf70 PKGCarlos RamirezОценок пока нет
- Siemens 840D Programing Manual enДокумент215 страницSiemens 840D Programing Manual enalejandro777_eОценок пока нет
- Use Coven Tor WareДокумент196 страницUse Coven Tor WareyogaashreeОценок пока нет
- (Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFДокумент376 страниц(Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFgande10Оценок пока нет
- Machinist'S Reference GuideДокумент52 страницыMachinist'S Reference Guidedelta toОценок пока нет
- Haas Mill WIPS Probe Training Manual PDFДокумент44 страницыHaas Mill WIPS Probe Training Manual PDFPham LongОценок пока нет
- Analog Interface, AD1359-1Документ26 страницAnalog Interface, AD1359-1Bety KblloОценок пока нет
- Makino STL Cam PDFДокумент98 страницMakino STL Cam PDFberri23Оценок пока нет
- Matsuura Mam72 63vДокумент12 страницMatsuura Mam72 63vsagarpatil47Оценок пока нет
- Surface TutorialДокумент49 страницSurface TutorialvimalkumarcbeОценок пока нет
- Stepper Motor Control with DAQ LabVIEWДокумент6 страницStepper Motor Control with DAQ LabVIEWypkalariyaОценок пока нет
- Cadem VtuДокумент12 страницCadem VturajualagОценок пока нет
- Electrical Diagram of MachineryДокумент73 страницыElectrical Diagram of MachineryCarlos Jadán100% (1)
- Jyoti CNCДокумент46 страницJyoti CNCAmit Vora100% (1)
- Pro/e Wildfire 4.0 SketcherДокумент118 страницPro/e Wildfire 4.0 SketcherjatinjdmОценок пока нет
- EUROMAC - Catalog Scule Wilson Tool Pentru Masini de Stantat EuromacДокумент16 страницEUROMAC - Catalog Scule Wilson Tool Pentru Masini de Stantat EuromacSM TECH SRLОценок пока нет
- Esp32-Wroom-32 Datasheet enДокумент27 страницEsp32-Wroom-32 Datasheet enSichzeugОценок пока нет
- Installation and Users Guide MI 8 Interface UnitДокумент18 страницInstallation and Users Guide MI 8 Interface Unitleon100% (1)
- Advanced Composite Engineering Using MSC - Patran and FibersimДокумент15 страницAdvanced Composite Engineering Using MSC - Patran and FibersimSandeep BandyopadhyayОценок пока нет
- Multi DNC OverviewДокумент9 страницMulti DNC OverviewOmar Lopez Dela RivaОценок пока нет
- Slocum, Alex Fundamentals of Design Mit PDFДокумент75 страницSlocum, Alex Fundamentals of Design Mit PDFvarunОценок пока нет
- Lathe Chuck Mounting DimensionsДокумент7 страницLathe Chuck Mounting DimensionsThulasi Ram100% (1)
- Automatic and Manual Turrets PDFДокумент28 страницAutomatic and Manual Turrets PDFPhineas MagellanОценок пока нет
- Fanuc CNC Lathe ProgrammingДокумент3 страницыFanuc CNC Lathe Programmingnaborcuellar100% (1)
- 2010 PBT e InternetДокумент20 страниц2010 PBT e InternetMohammed RiyazОценок пока нет
- NC, CNC & Robotics PDFДокумент100 страницNC, CNC & Robotics PDFSiddhrajsinh ZalaОценок пока нет
- PMTF - Pakistan Machine Tool Factory overviewДокумент33 страницыPMTF - Pakistan Machine Tool Factory overviewHaris BilalОценок пока нет
- Pakistan Machine Tool Factory Internship ReportДокумент14 страницPakistan Machine Tool Factory Internship ReportAtif MunirОценок пока нет
- BEML Internship Report: A Study on Equipment, Engine, and Manufacturing DivisionsДокумент32 страницыBEML Internship Report: A Study on Equipment, Engine, and Manufacturing DivisionsCrazy TamizhaОценок пока нет
- Internship Report: Training Centre - Mysore ComplexДокумент28 страницInternship Report: Training Centre - Mysore Complexshubhashini K NОценок пока нет
- Actuadores Woodward Serie LДокумент133 страницыActuadores Woodward Serie LPablo Oscar GrekОценок пока нет
- The Military's Pandora's BoxДокумент20 страницThe Military's Pandora's Boxبنیاد پرستОценок пока нет
- Esl WowДокумент11 страницEsl Wowبنیاد پرستОценок пока нет
- Coil On Plug Ignition - The Wired Differences PDFДокумент65 страницCoil On Plug Ignition - The Wired Differences PDFبنیاد پرستОценок пока нет
- AZAM TariqДокумент1 страницаAZAM Tariqبنیاد پرستОценок пока нет
- MoviesДокумент1 страницаMoviesبنیاد پرستОценок пока нет
- T Ro G e N: Computer VirusesДокумент2 страницыT Ro G e N: Computer Virusesبنیاد پرستОценок пока нет
- Qurani Maloomaat-اردو-اسلامی-کتبДокумент133 страницыQurani Maloomaat-اردو-اسلامی-کتبIbrahim FarooqiОценок пока нет
- C.B Tripping Setting-Motor Data (28!5!11)Документ31 страницаC.B Tripping Setting-Motor Data (28!5!11)KIS610Оценок пока нет
- Amjad IslamДокумент2 страницыAmjad Islamبنیاد پرستОценок пока нет
- Impact of Genetcis in Medicine-1st Sem 2012.Ppt - PPTX 6th BatchДокумент47 страницImpact of Genetcis in Medicine-1st Sem 2012.Ppt - PPTX 6th Batchبنیاد پرست100% (1)
- How To Write A Great Research Paper by Simon Peyton JonesДокумент46 страницHow To Write A Great Research Paper by Simon Peyton JonesrazorazОценок пока нет
- Calculate transformer size and voltage drop for large motor startingДокумент5 страницCalculate transformer size and voltage drop for large motor startingبنیاد پرست100% (1)
- MoviesДокумент1 страницаMoviesبنیاد پرستОценок пока нет
- Nokia Secret CodesДокумент1 страницаNokia Secret Codesبنیاد پرستОценок пока нет
- Business Letter Format 1Документ1 страницаBusiness Letter Format 1بنیاد پرستОценок пока нет
- The Project: Book by Robert Grossblatt (ISBN 0830631712) - in My Opinion, This Second Book Is Better BecauseДокумент12 страницThe Project: Book by Robert Grossblatt (ISBN 0830631712) - in My Opinion, This Second Book Is Better Becauseبنیاد پرست100% (1)
- Networking NotesДокумент15 страницNetworking Notesبنیاد پرستОценок пока нет
- Ahsan Appointment LetterДокумент2 страницыAhsan Appointment Letterبنیاد پرستОценок пока нет
- Schottky DiodeДокумент3 страницыSchottky Diodeبنیاد پرستОценок пока нет
- Process Control SystemДокумент27 страницProcess Control Systemبنیاد پرستОценок пока нет
- 4 X 15 Watt Power AmplifierДокумент2 страницы4 X 15 Watt Power Amplifierبنیاد پرستОценок пока нет
- C.V Yasir JamilДокумент2 страницыC.V Yasir Jamilبنیاد پرستОценок пока нет
- Martyres of Islami Jamiat TalbaДокумент24 страницыMartyres of Islami Jamiat Talbaبنیاد پرست100% (2)
- Create An Illustrated LookДокумент13 страницCreate An Illustrated Lookبنیاد پرستОценок пока нет
- Create A Vector Style IllusДокумент32 страницыCreate A Vector Style Illusبنیاد پرستОценок пока нет
- Color Effects With Alpha CHДокумент23 страницыColor Effects With Alpha CHبنیاد پرستОценок пока нет
- Create A Basic Vexel ImageДокумент27 страницCreate A Basic Vexel Imageبنیاد پرست100% (1)
- NewspaperДокумент11 страницNewspaperКристина ОрёлОценок пока нет
- Instrumentation Positioner PresentationДокумент43 страницыInstrumentation Positioner PresentationSangram Patnaik100% (1)
- Honda Wave Parts Manual enДокумент61 страницаHonda Wave Parts Manual enMurat Kaykun86% (94)
- Dole-Oshc Tower Crane Inspection ReportДокумент6 страницDole-Oshc Tower Crane Inspection ReportDaryl HernandezОценок пока нет
- AFNOR IPTDS BrochureДокумент1 страницаAFNOR IPTDS Brochurebdiaconu20048672Оценок пока нет
- Steam Turbine Theory and Practice by Kearton PDF 35Документ4 страницыSteam Turbine Theory and Practice by Kearton PDF 35KKDhОценок пока нет
- Lankeda 3d Printer Filament Catalogue 2019.02 WGДокумент7 страницLankeda 3d Printer Filament Catalogue 2019.02 WGSamuelОценок пока нет
- Portfolio Artifact Entry Form - Ostp Standard 3Документ1 страницаPortfolio Artifact Entry Form - Ostp Standard 3api-253007574Оценок пока нет
- Malware Reverse Engineering Part 1 Static AnalysisДокумент27 страницMalware Reverse Engineering Part 1 Static AnalysisBik AshОценок пока нет
- 2nd Pornhub Awards - WikipediaaДокумент13 страниц2nd Pornhub Awards - WikipediaaParam SinghОценок пока нет
- Attributes and DialogsДокумент29 страницAttributes and DialogsErdenegombo MunkhbaatarОценок пока нет
- STAT455 Assignment 1 - Part AДокумент2 страницыSTAT455 Assignment 1 - Part AAndyОценок пока нет
- Rounded Scoodie Bobwilson123 PDFДокумент3 страницыRounded Scoodie Bobwilson123 PDFStefania MoldoveanuОценок пока нет
- Non Circumvention Non Disclosure Agreement (TERENCE) SGДокумент7 страницNon Circumvention Non Disclosure Agreement (TERENCE) SGLin ChrisОценок пока нет
- Innovation Through Passion: Waterjet Cutting SystemsДокумент7 страницInnovation Through Passion: Waterjet Cutting SystemsRomly MechОценок пока нет
- Polytechnic University Management Services ExamДокумент16 страницPolytechnic University Management Services ExamBeverlene BatiОценок пока нет
- Biagioli Did Galileo Copy The TelescopeДокумент28 страницBiagioli Did Galileo Copy The TelescopeGregory HooОценок пока нет
- M8-2 - Train The Estimation ModelДокумент10 страницM8-2 - Train The Estimation ModelJuan MolinaОценок пока нет
- Acne Treatment Strategies and TherapiesДокумент32 страницыAcne Treatment Strategies and TherapiesdokterasadОценок пока нет
- HenyaДокумент6 страницHenyaKunnithi Sameunjai100% (1)
- RACI Matrix: Phase 1 - Initiaton/Set UpДокумент3 страницыRACI Matrix: Phase 1 - Initiaton/Set UpHarshpreet BhatiaОценок пока нет
- UTP3-SW04-TP60 Datasheet VER2.0Документ2 страницыUTP3-SW04-TP60 Datasheet VER2.0Ricardo TitoОценок пока нет
- Case Study Hotel The OrchidДокумент5 страницCase Study Hotel The Orchidkkarankapoor100% (4)
- Last Clean ExceptionДокумент24 страницыLast Clean Exceptionbeom choiОценок пока нет
- House Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Документ4 страницыHouse Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Raphael Eyitayor TyОценок пока нет
- Ujian Madrasah Kelas VIДокумент6 страницUjian Madrasah Kelas VIrahniez faurizkaОценок пока нет
- 8dd8 P2 Program Food MFG Final PublicДокумент19 страниц8dd8 P2 Program Food MFG Final PublicNemanja RadonjicОценок пока нет
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestДокумент8 страницFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJОценок пока нет
- 2014 mlc703 AssignmentДокумент6 страниц2014 mlc703 AssignmentToral ShahОценок пока нет
- Annamalai International Journal of Business Studies and Research AijbsrДокумент2 страницыAnnamalai International Journal of Business Studies and Research AijbsrNisha NishaОценок пока нет