Вам также может понравиться
- Electrodos InoxДокумент6 страницElectrodos InoxCarlos Guerra MuñozОценок пока нет
- Resumen PernosДокумент6 страницResumen Pernosdanielmario1985Оценок пока нет
- Estándares ASTM para Tubos, Tuberías y AccesoriosДокумент6 страницEstándares ASTM para Tubos, Tuberías y AccesoriosDavid SulbaranОценок пока нет
- T1C (Solo Gas Propileno)Документ1 страницаT1C (Solo Gas Propileno)Carlos CruzОценок пока нет
- Datos PernosДокумент37 страницDatos PernosLuis OyarzunОценок пока нет
- Lamina Desplagada PDFДокумент27 страницLamina Desplagada PDFArt ManОценок пока нет
- Metal DesplegadoДокумент19 страницMetal DesplegadoDavid0% (2)
- FUNDAMENTOS de DISEÑO de CONEXIONES Con Énfasis en El Método de Diseño Por Estados LímitesДокумент67 страницFUNDAMENTOS de DISEÑO de CONEXIONES Con Énfasis en El Método de Diseño Por Estados LímitesLuis AvilaОценок пока нет
- Tubo ASTM A513 PDFДокумент2 страницыTubo ASTM A513 PDFJorge Luis Garcia CochachiОценок пока нет
- Normativas de AceroДокумент11 страницNormativas de AceroEvert AntoniazziОценок пока нет
- Ja-252 Diseño de Fundaciones PDFДокумент24 страницыJa-252 Diseño de Fundaciones PDFTimothy HancockОценок пока нет
- Manual MotorreductoresДокумент80 страницManual MotorreductoresALVARO REYES TORRESОценок пока нет
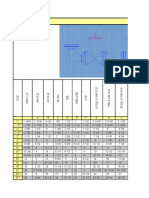
- Astm C-90 - Unidades de Mampostería de Hormigón - Santos - RamirezДокумент19 страницAstm C-90 - Unidades de Mampostería de Hormigón - Santos - RamirezJAVIER NAPOLEON COLINA POZOОценок пока нет
- Catalogo FERMAR AndamiosДокумент12 страницCatalogo FERMAR AndamiosTonyОценок пока нет
- Norma IATF 16949: Requisitos del SGC automotrizДокумент10 страницNorma IATF 16949: Requisitos del SGC automotrizDavid Cazares LonginoОценок пока нет
- Agenda sobre acero estructural: clasificación de elementos, planos, especificaciones y calidadДокумент65 страницAgenda sobre acero estructural: clasificación de elementos, planos, especificaciones y calidadOscar De los Santos0% (1)
- Examen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Документ2 страницыExamen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Nanu Iula100% (1)
- AISI Acero Conformado en FrioДокумент112 страницAISI Acero Conformado en FrioWaldemar Cepeda Murillo100% (1)
- Sistemas de Tubería FRPДокумент32 страницыSistemas de Tubería FRPChristian HinostrozaОценок пока нет
- Diseño losas hormigónДокумент46 страницDiseño losas hormigónAnonymous mlmnk1MОценок пока нет
- Cálculo temperatura máxima cabezal y tubos pared aguaДокумент5 страницCálculo temperatura máxima cabezal y tubos pared aguaAlex GonzalezОценок пока нет
- Flanges PDFДокумент6 страницFlanges PDFcristhianОценок пока нет
- Proteccion AnticorrosivaДокумент30 страницProteccion AnticorrosivaZamoraPerezОценок пока нет
- IT - Consideraciones Técnicas en Conexiones EmpernadasДокумент28 страницIT - Consideraciones Técnicas en Conexiones EmpernadasjeffersonОценок пока нет
- Diseño Aisc 2005Документ5 страницDiseño Aisc 2005Oswaldo CesarОценок пока нет
- Conexiones sismorresistentes en aceroДокумент44 страницыConexiones sismorresistentes en aceroSaulОценок пока нет
- NC MN OC07 07 Acero de RefuerzoДокумент10 страницNC MN OC07 07 Acero de RefuerzoinglalaОценок пока нет
- Tabla de Torqueo Robinson CristanchoДокумент17 страницTabla de Torqueo Robinson CristanchoBladimyr Cardenas100% (1)
- Cubicacion de EnfierradurasДокумент30 страницCubicacion de EnfierradurasANDREA FERNANDA AND.ESCOBARОценок пока нет
- Discontinuidades y Defectos Soldadura P2Документ65 страницDiscontinuidades y Defectos Soldadura P2jensdcvОценок пока нет
- E Structur As Metalic Ass I HuayДокумент246 страницE Structur As Metalic Ass I HuayAnonymous E8EgdypSjvОценок пока нет
- p.2.0341.01 Diseño Tanques AtmosfericosДокумент124 страницыp.2.0341.01 Diseño Tanques Atmosfericosedgar ramirez100% (1)
- ANTOLOGIAДокумент87 страницANTOLOGIARicardo PeregrinaОценок пока нет
- 2015 Evaluación de Edificios - 05-Daños Estructurales PDFДокумент125 страниц2015 Evaluación de Edificios - 05-Daños Estructurales PDFJc Medina Donnelli100% (1)
- NRF-032 2006 Diseño Tuberias PDFДокумент239 страницNRF-032 2006 Diseño Tuberias PDFAnonymous auBQ7ixОценок пока нет
- SPM-2000 (E)Документ6 страницSPM-2000 (E)Roberto GonzalezОценок пока нет
- Oxicorte Con Varilla PDFДокумент61 страницаOxicorte Con Varilla PDFAzucena Gonzalez LopezОценок пока нет
- Tablas Mecanicas (Version 1)Документ267 страницTablas Mecanicas (Version 1)Angel R Zacarias BОценок пока нет
- Pernos Soldadura 01 ASTM A325 A490 AISC - FCPДокумент73 страницыPernos Soldadura 01 ASTM A325 A490 AISC - FCPluisocsaincaОценок пока нет
- Hormigon PretensadoДокумент28 страницHormigon PretensadoMiguel Grandon MuñozОценок пока нет
- Curso de Conexiones Imca 2019Документ209 страницCurso de Conexiones Imca 2019Eder CartabonОценок пока нет
- Anclajes HiltiДокумент30 страницAnclajes HiltijuangipiОценок пока нет
- Patologia de Tanques de C.R.Документ21 страницаPatologia de Tanques de C.R.Harold CardenasОценок пока нет
- Catalogo Gewi PDFДокумент6 страницCatalogo Gewi PDFtornimasa_100% (2)
- Pdvsa-Lstc-004 Diseño de Pedestales para TuberiasДокумент12 страницPdvsa-Lstc-004 Diseño de Pedestales para Tuberiasmarvin montesОценок пока нет
- Tolerancias Fabricacion ACEROДокумент2 страницыTolerancias Fabricacion ACEROToño VazquezОценок пока нет
- Catalogo de AccesoriosДокумент33 страницыCatalogo de AccesoriosJorge Luis Santos PintadoОценок пока нет
- Guia para El Diseño de TuberíasДокумент33 страницыGuia para El Diseño de TuberíasCarlos Zilveti RyanОценок пока нет
- Tabla Area Tornillos PDFДокумент1 страницаTabla Area Tornillos PDFcezapeОценок пока нет
- Tipos de postes para líneas eléctricas y su aplicación según tensiónДокумент28 страницTipos de postes para líneas eléctricas y su aplicación según tensiónEdgar ZapanaОценок пока нет
- Clasificacion GrietasДокумент8 страницClasificacion GrietasWML1964Оценок пока нет
- ANÁLISISДокумент4 страницыANÁLISISVictor Hugo Morales PerezОценок пока нет
- CablesДокумент37 страницCablesAldo Daquilema MartinezОценок пока нет
- Electrodos LincolnДокумент6 страницElectrodos LincolnAndres Rios ChavezОценок пока нет
- 04 Procesos Primera ParteДокумент80 страниц04 Procesos Primera ParteOscar HernandezОценок пока нет
- Nomenclatura AWS para clasificación de electrodos y sus aplicacionesДокумент6 страницNomenclatura AWS para clasificación de electrodos y sus aplicacionesTAPUYO CHAPIRO DARWINОценок пока нет
- Curso (2013) Calculo de Conductores ElectricosДокумент41 страницаCurso (2013) Calculo de Conductores ElectricosJose Luis Quijano FloresОценок пока нет
- (Schaum - William A. Nash) Resistencia de Materiales PDFДокумент28 страниц(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoОценок пока нет
- Especificaciones de SoldaduraДокумент12 страницEspecificaciones de SoldaduraMaría Claudia Rosales ContrerasОценок пока нет
- Procesos Metalurigicos 4Документ10 страницProcesos Metalurigicos 4GeraLd RomeroОценок пока нет
- CLASE 10, Aleaciones No Ferreas Cu y ZNДокумент33 страницыCLASE 10, Aleaciones No Ferreas Cu y ZNARNOLD DIONICIO ROSALES VENEGASОценок пока нет
- Catalogo PerfilesДокумент6 страницCatalogo PerfilesJohan FloresОценок пока нет
- Pesos Especifico (Sidetur)Документ9 страницPesos Especifico (Sidetur)Carvajal Yarlin CarvajalОценок пока нет
- Estructuras Atomicas SimilaresДокумент4 страницыEstructuras Atomicas SimilaresAlexis Lucero GeraldoОценок пока нет
- 22 Recomendaciones y Calidades para Torneado GeneralДокумент23 страницы22 Recomendaciones y Calidades para Torneado GeneralCristian FuentesОценок пока нет
- Diseño de Vigas v103 Eje CДокумент19 страницDiseño de Vigas v103 Eje Ccharly010170Оценок пока нет
- Catalogo FMXДокумент1 страницаCatalogo FMXALUMINIOS LOZANOОценок пока нет
- Acero Laminado - WIKIPEDIA.Документ4 страницыAcero Laminado - WIKIPEDIA.Jose Luis Ordoñez FernandezОценок пока нет
- Catalogo PDFДокумент166 страницCatalogo PDFCarlos Eduardo Llarena VenegasОценок пока нет
- Wuolah-Problemas Resuegfhgfhfgltos de Espectros ElectrónicosДокумент8 страницWuolah-Problemas Resuegfhgfhfgltos de Espectros Electrónicosmary94feОценок пока нет
- Carbonato de CobreДокумент2 страницыCarbonato de Cobreandoba2013Оценок пока нет
- Tipos de cableado para conductores No 12 AWG y No 4/0 AWGДокумент87 страницTipos de cableado para conductores No 12 AWG y No 4/0 AWGMiguel Cataño VasquezОценок пока нет
- Peso Mesa PretensadoДокумент10 страницPeso Mesa PretensadowiwoОценок пока нет
- Limas rotativas de carburo de tungsteno para corteДокумент100 страницLimas rotativas de carburo de tungsteno para corteGerardo QuezadaОценок пока нет
- UTPДокумент28 страницUTPjohn juradoОценок пока нет
- Formato CianuroДокумент48 страницFormato CianuroMarcelino Vargas QueaОценок пока нет
- Capitulo XVI - AleacionesДокумент3 страницыCapitulo XVI - AleacionesVES18Оценок пока нет
- Aceros para Herramientas de CorteДокумент55 страницAceros para Herramientas de CorteJose Luis Perez Camacho100% (1)
- P2 Tarea 1 Mapa Conceptual Clasificación Materiales para El Cortante en Torno y FresaДокумент3 страницыP2 Tarea 1 Mapa Conceptual Clasificación Materiales para El Cortante en Torno y FresaJean AlcoZerОценок пока нет
- Triptico Aluminio, Cobre NiquelДокумент1 страницаTriptico Aluminio, Cobre NiquelCarlaОценок пока нет
- Armarios Compactos Acero InoxidableДокумент3 страницыArmarios Compactos Acero Inoxidablejoseodelgado17Оценок пока нет
- Mapa Conceptual Sobre Los Procesos de Fabricacion Del AceroДокумент2 страницыMapa Conceptual Sobre Los Procesos de Fabricacion Del AceroCallejas Polanco JavierОценок пока нет
- Huaycachuco Huamani Jorge LuisДокумент6 страницHuaycachuco Huamani Jorge LuisCarlos Lluen AquinoОценок пока нет
- Aceros aleados, especiales y microaleadosДокумент22 страницыAceros aleados, especiales y microaleadosPedro RodriguezОценок пока нет
- MetalografiaДокумент4 страницыMetalografiaJorge EnriqueZОценок пока нет
- Ley de CorteДокумент5 страницLey de CorteJuan Jose Jalanocca ValdiviaОценок пока нет
- Reporte de Test GRG 20-04-15Документ6 страницReporte de Test GRG 20-04-15loisОценок пока нет
- Aceros Inoxidables PresentaciónДокумент57 страницAceros Inoxidables Presentaciónfguaylupo8893Оценок пока нет
- Formación de La Plata NativaДокумент4 страницыFormación de La Plata NativaJhairAlvaradoPerezОценок пока нет