Вам также может понравиться
- 1 Completion ComponentsДокумент38 страниц1 Completion ComponentsaliОценок пока нет
- Drilling&Connection PDFДокумент199 страницDrilling&Connection PDFRazvan RaduОценок пока нет
- New Drill Pipe DesignДокумент9 страницNew Drill Pipe DesignModebelu EbubeОценок пока нет
- Drill Pipe Performance DataДокумент35 страницDrill Pipe Performance DatasnatajОценок пока нет
- Practices Manual Running Conductor CasingДокумент2 страницыPractices Manual Running Conductor Casingciucalata88Оценок пока нет
- Pioneer Single Trip Retreival SystemДокумент13 страницPioneer Single Trip Retreival SystemRight S AlexОценок пока нет
- Aluminum Alloy Drill PipeДокумент20 страницAluminum Alloy Drill PipeMark Garrett100% (1)
- LinerhangersystemsДокумент33 страницыLinerhangersystemsBrahim LetaiefОценок пока нет
- Well Completion & StimulationДокумент50 страницWell Completion & StimulationShourovjossОценок пока нет
- Advanced Drill Pipe M Jellison Et AlДокумент9 страницAdvanced Drill Pipe M Jellison Et AlIepuras RaduОценок пока нет
- Seminar Casing FailureДокумент27 страницSeminar Casing FailurehshobeyriОценок пока нет
- Lec 2 Intro To Drilling EngineeringДокумент28 страницLec 2 Intro To Drilling EngineeringRanaBarzamArshad100% (1)
- Completion Tools CatalogДокумент118 страницCompletion Tools CatalogPavaniimc Mc100% (1)
- HeavyWeight 3.5 25.58lbs NC-38Документ3 страницыHeavyWeight 3.5 25.58lbs NC-38Инженер Луис А. ГарсиаОценок пока нет
- Casing AccessoriesДокумент48 страницCasing AccessoriesDigger Downhole ToolsОценок пока нет
- Drill Pipe ChartsДокумент11 страницDrill Pipe ChartsSean PorterОценок пока нет
- Deepwater Landing String DesignДокумент6 страницDeepwater Landing String Designrdos14Оценок пока нет
- 3 Drilling MudДокумент48 страниц3 Drilling MudAminОценок пока нет
- Drill Pipe Float Valve Catalog - WebДокумент24 страницыDrill Pipe Float Valve Catalog - Webcaballero_tigreОценок пока нет
- Gas Lift MandrelsДокумент20 страницGas Lift MandrelsJenishlalchetaОценок пока нет
- Geothermal Well Design PDFДокумент7 страницGeothermal Well Design PDFLaurencius YanuarОценок пока нет
- How To Run and Cement Liners Part 4Документ5 страницHow To Run and Cement Liners Part 4Blanche NeigeОценок пока нет
- Blade MPD Operations and Well DesignДокумент253 страницыBlade MPD Operations and Well Designdanielmcae100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignОт EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignОценок пока нет
- Casing CentralisationДокумент2 страницыCasing CentralisationYougchu LuanОценок пока нет
- 26 Mill-EZ Composite Bridge PlugДокумент2 страницы26 Mill-EZ Composite Bridge PlugzbhdzpОценок пока нет
- Operation Procedure For VR-ToolДокумент17 страницOperation Procedure For VR-ToolAhmed Ousama100% (1)
- Basic of Drillpipe Tensile Capacity and Its CalculationДокумент23 страницыBasic of Drillpipe Tensile Capacity and Its CalculationAshutosh RaiОценок пока нет
- Final Tie Back Compl Program For Muzhil 8 (12!08!2015 GE)Документ21 страницаFinal Tie Back Compl Program For Muzhil 8 (12!08!2015 GE)Mahmoud Ahmed Ali AbdelrazikОценок пока нет
- Theory Slides 1Документ82 страницыTheory Slides 1Eslam IsmaeelОценок пока нет
- Liner Hanger SystemsДокумент22 страницыLiner Hanger SystemsVJHJHVJHОценок пока нет
- Connector CatalogДокумент28 страницConnector CatalogAminОценок пока нет
- Completion SolutionДокумент30 страницCompletion SolutionCARLOS MORENOОценок пока нет
- Bit Profile and Gauges Affect Well TrajectoryДокумент8 страницBit Profile and Gauges Affect Well Trajectorydrilling moneytree100% (1)
- Casing DesignДокумент28 страницCasing DesignHeris SitompulОценок пока нет
- AOT Brochure-Safety Clamp Type C PDFДокумент1 страницаAOT Brochure-Safety Clamp Type C PDFtedongsalekoОценок пока нет
- Centralizers & StopCollarsДокумент19 страницCentralizers & StopCollarsSaurabh Parihar100% (1)
- 7 Inch TPCQДокумент2 страницы7 Inch TPCQRaymond Chu50% (4)
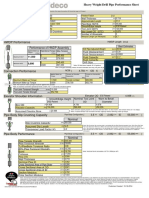
- Drill Pipe Performance SheetДокумент3 страницыDrill Pipe Performance SheetGarcia C L AlbertoОценок пока нет
- 1 API Introduction StandardsДокумент29 страниц1 API Introduction StandardsImam MalikОценок пока нет
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsОт EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsОценок пока нет
- Tubulars - Connections (W250) Mar 08 - Part 3Документ15 страницTubulars - Connections (W250) Mar 08 - Part 3Mike Ross100% (1)
- Drilling Engineering: PETE 203Документ48 страницDrilling Engineering: PETE 203AbdullahОценок пока нет
- Specialty ConnectorsДокумент62 страницыSpecialty ConnectorsjdmacbookОценок пока нет
- Gas Well Status Diagram (1) (Version 1)Документ6 страницGas Well Status Diagram (1) (Version 1)Olaoluwa OlatonaОценок пока нет
- Drill String Design BHA DesignДокумент97 страницDrill String Design BHA DesignAhmed SallamОценок пока нет
- Determine Hole Cleaning Requirement in Deviated WellsДокумент22 страницыDetermine Hole Cleaning Requirement in Deviated WellsCut Fanni Ayutaya100% (1)
- Spe Papers DrillingДокумент87 страницSpe Papers DrillingAminОценок пока нет
- Spe Papers DrillingДокумент87 страницSpe Papers DrillingAminОценок пока нет
- Centralizer PDFДокумент20 страницCentralizer PDFfaridОценок пока нет
- Iadc Bit GradingДокумент1 страницаIadc Bit GradinganarkasisОценок пока нет
- Casing Design - Jimmy WangДокумент160 страницCasing Design - Jimmy Wangjuanett¿¿¿¿67% (3)
- L7 - Wellbore Deflection & BHA SelectionДокумент32 страницыL7 - Wellbore Deflection & BHA SelectionLaxmi Kant Prasad100% (1)
- Specialty Casing ConnectorsДокумент24 страницыSpecialty Casing ConnectorszapspazОценок пока нет
- FPI Freepoint IndicatorДокумент1 страницаFPI Freepoint IndicatorBayu CiptoajiОценок пока нет
- G - Shallow GasДокумент12 страницG - Shallow Gaseng7mohamed7hashimОценок пока нет
- Strength of Casing and Tubing - PetroWiki PDFДокумент15 страницStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloОценок пока нет
- Lesson 5A - The Drilling RiserДокумент30 страницLesson 5A - The Drilling RisernaefmubarakОценок пока нет
- Invertec V275-S: For Stick and DC TIG WeldingДокумент4 страницыInvertec V275-S: For Stick and DC TIG WeldingPedro Ernesto Rodriguez RojasОценок пока нет
- 7th MTG Session 11 - EgyptДокумент18 страниц7th MTG Session 11 - EgyptAminОценок пока нет
- MreomenapДокумент36 страницMreomenapAminОценок пока нет
- RCC at Harvard Executive Program: Views On The Economy & The World: Holes in The RoofДокумент61 страницаRCC at Harvard Executive Program: Views On The Economy & The World: Holes in The RoofAminОценок пока нет
- Dec.5, 2006 / Beijing ChinaДокумент14 страницDec.5, 2006 / Beijing ChinaAminОценок пока нет
- Session 2.3. IMF-Supported Programs: Case Study of MongoliaДокумент28 страницSession 2.3. IMF-Supported Programs: Case Study of MongoliaAminОценок пока нет
- 2 Norsok Terje Lokke SorensenДокумент14 страниц2 Norsok Terje Lokke SorensenAminОценок пока нет
- Turning Data Into Dollars: Synthesizing Business Architecture and Optimizing Operations in The Age of DigitizationДокумент10 страницTurning Data Into Dollars: Synthesizing Business Architecture and Optimizing Operations in The Age of DigitizationAminОценок пока нет
- TOBA 11 - 2020 v1.0Документ3 страницыTOBA 11 - 2020 v1.0AminОценок пока нет
- Applying Data Mining To Extract Damage L PDFДокумент6 страницApplying Data Mining To Extract Damage L PDFAminОценок пока нет
- 4 5787252836886643135Документ249 страниц4 5787252836886643135AminОценок пока нет
- Actions PДокумент1 страницаActions PAminОценок пока нет
- BP Shell Chevron Conocophillips Marathon Total Schlumberger Imperial College, London Heriot Watt University, Edinburgh (Anywhere in Article)Документ9 страницBP Shell Chevron Conocophillips Marathon Total Schlumberger Imperial College, London Heriot Watt University, Edinburgh (Anywhere in Article)AminОценок пока нет
- BP Shell Chevron Conocophillips Marathon Total Schlumberger Imperial College, London Heriot Watt University, Edinburgh (Anywhere in Article)Документ7 страницBP Shell Chevron Conocophillips Marathon Total Schlumberger Imperial College, London Heriot Watt University, Edinburgh (Anywhere in Article)AminОценок пока нет
- Contributors: Nanoscience, Engineering, and Technology, Second Handbook. He Has Organized More Than 80 ConferencesДокумент3 страницыContributors: Nanoscience, Engineering, and Technology, Second Handbook. He Has Organized More Than 80 ConferencesAminОценок пока нет
- 7l18SfL7aCmPKFRkwSa37zZVngP80VnhBAzQbARVFRMerlin ERD Noseplot (v2r0) AДокумент1 страница7l18SfL7aCmPKFRkwSa37zZVngP80VnhBAzQbARVFRMerlin ERD Noseplot (v2r0) AAminОценок пока нет
- DC May07 JohanДокумент6 страницDC May07 JohanAminОценок пока нет
- Tech Focus WelltecДокумент14 страницTech Focus WelltecAminОценок пока нет
- Drilling Fluids, Inc.: Data For Calcium Chloride SolutionДокумент1 страницаDrilling Fluids, Inc.: Data For Calcium Chloride SolutionAminОценок пока нет