Вам также может понравиться
- Preguntas Diseno FactorialesДокумент6 страницPreguntas Diseno FactorialesAlberto Carranza100% (1)
- Control EstadísticoДокумент39 страницControl EstadísticoJair RicoyОценок пока нет
- Análisis de procesos mediante cartas de control en Ingeniería IndustrialДокумент3 страницыAnálisis de procesos mediante cartas de control en Ingeniería IndustrialJesus Castillo100% (1)
- Gráficas de control por variables y atributos: ejercicios de aplicaciónДокумент8 страницGráficas de control por variables y atributos: ejercicios de aplicaciónEnrique MendozaОценок пока нет
- Ejercicio Carta C y UДокумент1 страницаEjercicio Carta C y URonald FloresОценок пока нет
- SolucionarioДокумент17 страницSolucionarioCesar del Angel50% (6)
- Diseño RobustoДокумент5 страницDiseño RobustoJosé Valerio0% (1)
- Actividad 1 (Unidad 4) . - Plan de MuestreoДокумент11 страницActividad 1 (Unidad 4) . - Plan de Muestreoalberto hernandezОценок пока нет
- 3.1-3.3 LaboratorioДокумент13 страниц3.1-3.3 LaboratorioAlessandra ArroyoОценок пока нет
- Control estadístico de procesos: Cp, Cpk, Seis SigmaДокумент31 страницаControl estadístico de procesos: Cp, Cpk, Seis SigmaNelson R Rivero GonzálezОценок пока нет
- Interpretación de Las Cartas de Control y Causas de La InestabilidadДокумент5 страницInterpretación de Las Cartas de Control y Causas de La InestabilidadErick SazoОценок пока нет
- Ultima TareaДокумент18 страницUltima TareaEfraín0% (1)
- Caso de Estudio - Cartas de Control P-NPДокумент5 страницCaso de Estudio - Cartas de Control P-NPjavier zuluagaОценок пока нет
- Tarea - Practica 3. Herramientas de CalidadДокумент13 страницTarea - Practica 3. Herramientas de CalidadAnakarenОценок пока нет
- Unidad 4Документ46 страницUnidad 4Osvaldo CuevasОценок пока нет
- AMEFДокумент6 страницAMEFValentina MeriñoОценок пока нет
- Eq 4. La Función de Pérdida Cuando El Valor Mayor Es El MejorДокумент9 страницEq 4. La Función de Pérdida Cuando El Valor Mayor Es El MejorDuenDverD OswaGamesОценок пока нет
- Arreglos OrtogonalesДокумент10 страницArreglos OrtogonalesdannaОценок пока нет
- CC_Muestreo_aceptación_variablesДокумент3 страницыCC_Muestreo_aceptación_variablesFrancisco Bórquez Huentelicán50% (2)
- Ejemplo Examen Control Estadistico de La CalidadДокумент4 страницыEjemplo Examen Control Estadistico de La CalidadWaldo Flores100% (1)
- Ejercicio de GrecolatinoДокумент3 страницыEjercicio de GrecolatinoYomi GuerrónОценок пока нет
- Diseño Por Bloques - EjerciciosДокумент16 страницDiseño Por Bloques - EjerciciosAngel CotrinaОценок пока нет
- Reporte # 10: Curva de Operación Y Mil STD 105 E Grupo # 6 Sección de Práctica: PДокумент43 страницыReporte # 10: Curva de Operación Y Mil STD 105 E Grupo # 6 Sección de Práctica: PCalvoLGОценок пока нет
- PrácticaДокумент19 страницPrácticaNicolMendozaОценок пока нет
- Diseño en cuadro latino para comparar tres dietas en ratasДокумент20 страницDiseño en cuadro latino para comparar tres dietas en ratasStefy Olmedo100% (1)
- DISEÑO ORTOGONAL TAGUCHI InformeДокумент6 страницDISEÑO ORTOGONAL TAGUCHI InformeSoledad TiconaОценок пока нет
- Análisis de fertilizantes en cultivo de tomate usando diseño grecolatinoДокумент10 страницAnálisis de fertilizantes en cultivo de tomate usando diseño grecolatinoJesus CarrilloОценок пока нет
- Ejemplo Grafico Control X-R 04-04-2021Документ40 страницEjemplo Grafico Control X-R 04-04-2021JOSE LUIS DAVILA MALPICAОценок пока нет
- Actividades de La Unidad 3Документ78 страницActividades de La Unidad 3GUILLERMO ESPARZA100% (1)
- Diseño Robusto QuilumbaquinДокумент11 страницDiseño Robusto QuilumbaquinCesar QuilumbaquinОценок пока нет
- R&R CortoДокумент19 страницR&R Cortoratt100% (1)
- Un Investigador Está Interesado en El Efecto Del Porcentaje de Lisina y Del Porcentaje de Proteína en La Producción de Vacas LecherasДокумент2 страницыUn Investigador Está Interesado en El Efecto Del Porcentaje de Lisina y Del Porcentaje de Proteína en La Producción de Vacas LecherasArturo Hernández Morales21% (14)
- Muestreo Por AceptacionДокумент26 страницMuestreo Por AceptacionJose Francisco Vidaña PeñaОценок пока нет
- Reclutamiento de panelistas para análisis sensorial de alimentosДокумент18 страницReclutamiento de panelistas para análisis sensorial de alimentosHugo Alderete100% (1)
- Diseño Factorial FraccionadoДокумент15 страницDiseño Factorial FraccionadoJ Javier NursОценок пока нет
- Diseño de BloquesДокумент17 страницDiseño de BloquesCristian AlexanderОценок пока нет
- Talleres Mantener - ConservarДокумент2 страницыTalleres Mantener - ConservarSteppenWolfОценок пока нет
- Problemas de Experimento FactorialДокумент7 страницProblemas de Experimento FactorialAlexander Junior Sandoval FloresОценок пока нет
- Ejemplo de Plan de MuestreoДокумент17 страницEjemplo de Plan de MuestreoFelipe AlvaradoОценок пока нет
- Tarea DOEДокумент21 страницаTarea DOEJessyOrtegaLagunaОценок пока нет
- Grafico Lecturas IndividualesДокумент2 страницыGrafico Lecturas IndividualesCETROM0% (1)
- Ejercicio Graficas de ControlДокумент6 страницEjercicio Graficas de ControlCARLOS BARROSO50% (2)
- Diseños experimentales factoriales y de cuadrados latinosДокумент12 страницDiseños experimentales factoriales y de cuadrados latinosJesus RakmonОценок пока нет
- Muestreo de Aceptación Por VariablesДокумент12 страницMuestreo de Aceptación Por VariablesEdwin Cuba Huamani100% (1)
- CartaControlNPДокумент4 страницыCartaControlNPRafa Ambrocio MontesОценок пока нет
- BALDERAS Tablas MilitaresДокумент5 страницBALDERAS Tablas MilitaresmichaelgrayebОценок пока нет
- CUESTIONARIO2Документ12 страницCUESTIONARIO2Karla GalvánОценок пока нет
- Portafolio EvidenciasДокумент153 страницыPortafolio EvidenciasRicardo DíazОценок пока нет
- Capítulo 8Документ26 страницCapítulo 8Ellie Azoños100% (1)
- Ejercicio Aula 1.diseño Factorial. 3 Factores - ProgramacionДокумент17 страницEjercicio Aula 1.diseño Factorial. 3 Factores - ProgramacionPerla BojorquezОценок пока нет
- Taller Cartas de ControlДокумент3 страницыTaller Cartas de ControlingorejuelaОценок пока нет
- Tarea 4Документ2 страницыTarea 4Gustavo Monforte0% (2)
- Diseno Cuadrado Latino y GrecolatinoДокумент37 страницDiseno Cuadrado Latino y GrecolatinoAndrés Suaréz GilОценок пока нет
- Carta C defectosДокумент14 страницCarta C defectosKely VeintimillaОценок пока нет
- Nuevo Documento de Microsoft WordДокумент3 страницыNuevo Documento de Microsoft WordMiguel Angel HdzОценок пока нет
- Ejercicios Cartas P y NPДокумент6 страницEjercicios Cartas P y NPJuan Jose Chavelas Trejo0% (1)
- Taller 5. Est 3Документ4 страницыTaller 5. Est 3eduardoОценок пока нет
- Índices de capacidad y análisis de tolerancia para procesos de producciónДокумент91 страницаÍndices de capacidad y análisis de tolerancia para procesos de producciónjessie100% (1)
- Problemas CARTAS DE CONTROLДокумент4 страницыProblemas CARTAS DE CONTROLDIEGO MARCELO JUELA QUINTUÑAОценок пока нет
- Control Estadístico de La Calidad - Unidad 2Документ53 страницыControl Estadístico de La Calidad - Unidad 2Guillermo LeyvaОценок пока нет
- Estrategias de Crandall y WootonДокумент5 страницEstrategias de Crandall y WootonKaosMgОценок пока нет
- Indicadores de productividad y rentabilidadДокумент12 страницIndicadores de productividad y rentabilidadKaosMgОценок пока нет
- Proceso de Capacitación y DesarrolloДокумент6 страницProceso de Capacitación y DesarrolloKaosMgОценок пока нет
- Planta ExpancionДокумент1 страницаPlanta ExpancionKaosMgОценок пока нет
- Crosby 3Документ16 страницCrosby 3KaosMgОценок пока нет
- Caracteristica Cadena de SuministroДокумент4 страницыCaracteristica Cadena de SuministroKaosMgОценок пока нет
- ESTADO RESULTADOS NEGOCIOSДокумент2 страницыESTADO RESULTADOS NEGOCIOSKaosMgОценок пока нет
- CLASIFICACIONDELOSCOSTOSДокумент16 страницCLASIFICACIONDELOSCOSTOSampazambranoОценок пока нет
- Las 5 SДокумент8 страницLas 5 SKaosMgОценок пока нет
- TEORÍA - ESTRUCURAS SELECTIVAS Unidad 4Документ2 страницыTEORÍA - ESTRUCURAS SELECTIVAS Unidad 4KaosMgОценок пока нет
- CLASIFICACIONDELOSCOSTOSДокумент16 страницCLASIFICACIONDELOSCOSTOSampazambranoОценок пока нет
- La Caricatura en MexicoДокумент1 страницаLa Caricatura en MexicoKaosMgОценок пока нет
- Plano Electrico-Misael Flores ZavaletaДокумент1 страницаPlano Electrico-Misael Flores ZavaletaKaosMgОценок пока нет
- Metodología para La Solución de Problemas Por ComputadoraДокумент6 страницMetodología para La Solución de Problemas Por ComputadoraKaosMgОценок пока нет
- 3a. Unidad. Distribuciones Discretas (Prob. Ind.)Документ42 страницы3a. Unidad. Distribuciones Discretas (Prob. Ind.)KaosMg100% (2)
- Unidad I Calculo Diferencial Solo Resolver Liniales, Cuadraticas y Valor AbsolutoДокумент4 страницыUnidad I Calculo Diferencial Solo Resolver Liniales, Cuadraticas y Valor AbsolutoKaosMgОценок пока нет
- El Ensayo, Guía para ElaborarloДокумент6 страницEl Ensayo, Guía para ElaborarloSilviohgОценок пока нет
- Informe Contech TERMINДокумент15 страницInforme Contech TERMINfabiolamishaОценок пока нет
- Actividad de Puntos Evaluables - Escenario 2 - ProbabilidadДокумент6 страницActividad de Puntos Evaluables - Escenario 2 - ProbabilidadNelson Pacheco BarriosОценок пока нет
- Localización de Instalaciones U-1Документ38 страницLocalización de Instalaciones U-1JAntonio LormndzОценок пока нет
- La Felicidad y La Asignación Del TiempoДокумент42 страницыLa Felicidad y La Asignación Del TiempomarcossramoneОценок пока нет
- Corrección Del Factor de Potencia ABBДокумент58 страницCorrección Del Factor de Potencia ABBJose Antonio Ormeño Villa100% (2)
- Resumen Sobre Activos Biológicos PDFДокумент5 страницResumen Sobre Activos Biológicos PDFEstephany ParedesОценок пока нет
- 3º Boletín - JamCam 2013Документ24 страницы3º Boletín - JamCam 2013Travesía ScoutОценок пока нет
- Guà - A 3Документ2 страницыGuà - A 3Ignacio100% (1)
- Puestos y Funciones Del Area de BanquetesДокумент16 страницPuestos y Funciones Del Area de BanquetesJorge ToralvaОценок пока нет
- Ácido YódicoДокумент2 страницыÁcido YódicoJorge FyhyhОценок пока нет
- Trabajo Manual de FuncionesДокумент39 страницTrabajo Manual de FuncionesFily Delgadillo ZapataОценок пока нет
- Bomba de Lobulos. Julieth DivisДокумент13 страницBomba de Lobulos. Julieth DivisluisalvarocutivaОценок пока нет
- Diseño de Ventosas para Lamina en Un Puente GrúaaДокумент97 страницDiseño de Ventosas para Lamina en Un Puente GrúaaJose Alfredo Uribe Castellanos BoOvopet100% (2)
- Plantilla Unica de Trabajo ADMINISTRACION FINANCIERA UNADДокумент41 страницаPlantilla Unica de Trabajo ADMINISTRACION FINANCIERA UNADluz100% (2)
- Costo Del PanetonДокумент25 страницCosto Del PanetonEVELYN LIZETH ARENAS CHAVEZ100% (1)
- GRUPO 7 Polinomios e InterpolaciònДокумент27 страницGRUPO 7 Polinomios e InterpolaciònAlejo TenicotaОценок пока нет
- La Atacamita Es Un Mineral Del Grupo de Los HalogenurosДокумент7 страницLa Atacamita Es Un Mineral Del Grupo de Los HalogenurosCésar BTОценок пока нет
- Manual Español Atlas Ti 6Документ31 страницаManual Español Atlas Ti 6Jorge Alberto De La Cruz HernandezОценок пока нет
- ContabilidadДокумент2 страницыContabilidadDaniela Moreno100% (1)
- Excedentes Del Consumidor y ProductorДокумент10 страницExcedentes Del Consumidor y ProductoringehuachanoОценок пока нет
- Cargas y Deudas de La HerenciaДокумент3 страницыCargas y Deudas de La HerenciaAlexander CaryОценок пока нет
- Taller de TerminacionesДокумент9 страницTaller de TerminacionesAbril AylénОценок пока нет
- El Mercado Del EurodolarДокумент28 страницEl Mercado Del EurodolarjguisbertmОценок пока нет
- TFG-N 9Документ35 страницTFG-N 9Carlos GuzmanОценок пока нет
- Desabolladura y PinturaДокумент8 страницDesabolladura y Pinturanelson vg100% (2)
- Historia Del Sistema BinarioДокумент12 страницHistoria Del Sistema BinarioJulioОценок пока нет
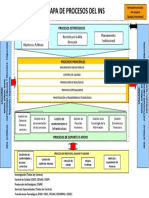
- Mapa de Procesos Del InsДокумент1 страницаMapa de Procesos Del InsKeitaro PeruОценок пока нет
- Arboles en JavaДокумент38 страницArboles en JavaJorge Vásquez Jr.Оценок пока нет
- Problemas Analisis de ReemplazoДокумент4 страницыProblemas Analisis de ReemplazoYonathan SantanaОценок пока нет
- MarketingДокумент2 страницыMarketingAntonie Mercado ValenciaОценок пока нет