Вам также может понравиться
- Pao #4 FinalДокумент47 страницPao #4 FinalJulio Jhonny Terceros PérezОценок пока нет
- Reg - 011 - Registro de Curado Del RevestimientoДокумент1 страницаReg - 011 - Registro de Curado Del RevestimientoPeter PittmanОценок пока нет
- PFG LCasado PDFДокумент414 страницPFG LCasado PDFmarianatpОценок пока нет
- T-2-ACI 318-19 Building Code Requirements For Concrete and Commentary - SI Units (American Concrete Institute) (Z-Lib - Org) - 51-100.en - EsДокумент50 страницT-2-ACI 318-19 Building Code Requirements For Concrete and Commentary - SI Units (American Concrete Institute) (Z-Lib - Org) - 51-100.en - EsAvendaño VelasОценок пока нет
- Diseño C.M. 1Документ16 страницDiseño C.M. 1Jose Gonzalo Velasco AndiaОценок пока нет
- Calculo de EsalsДокумент14 страницCalculo de EsalsAdriana Soliz CoimbraОценок пока нет
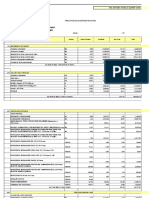
- Planilla Avance de Obra Cao No.13 Con Cm1Документ12 страницPlanilla Avance de Obra Cao No.13 Con Cm1Oscar PelaezОценок пока нет
- Perforacion de Pozo en Oruro Bolivia Parte 1Документ8 страницPerforacion de Pozo en Oruro Bolivia Parte 1Luis Chino SarsuriОценок пока нет
- Trabajo Pavimento Rigido CobijaДокумент58 страницTrabajo Pavimento Rigido CobijaEnriqueОценок пока нет
- Presupuesto y Planillas de Avance de Infraestructura San Cayetano 3Документ65 страницPresupuesto y Planillas de Avance de Infraestructura San Cayetano 3Geomy AmaguañaОценок пока нет
- Formulario C 2Документ3 страницыFormulario C 2Dulio Arnez VillarroelОценок пока нет
- Bases de Licitacion PTAR Navojoa Rev4Документ135 страницBases de Licitacion PTAR Navojoa Rev4Javier Nolasco100% (2)
- PLANILLA DE CIERREconcepcionДокумент9 страницPLANILLA DE CIERREconcepcionmacias stif choque jaimesОценок пока нет
- Qc-c-004 Inspeccion Del Acero de Refuerzo Rev0Документ1 страницаQc-c-004 Inspeccion Del Acero de Refuerzo Rev0Juan CarlosОценок пока нет
- Manual de Intervencixn PRAHSДокумент97 страницManual de Intervencixn PRAHSRaúl Bernardo CarrascoОценок пока нет
- RV NS-030Документ52 страницыRV NS-030Stefanny DОценок пока нет
- Memorias Diseño Hidrosanitario Hotel ArubaДокумент26 страницMemorias Diseño Hidrosanitario Hotel ArubaWilson Recalde100% (1)
- Presupuesto Doble Via La Paz-OruroДокумент33 страницыPresupuesto Doble Via La Paz-OruroPablo EspinozaОценок пока нет
- NP-027-V.8.1 - Tubería AlcДокумент17 страницNP-027-V.8.1 - Tubería AlcRafaelSitgesLehoucqОценок пока нет
- Estudio A Diseño Final Camino Copacabana YampupataДокумент131 страницаEstudio A Diseño Final Camino Copacabana YampupataRITI INGENIERIA Y SERVICIOSОценок пока нет
- Propuesta Técnico Económica Final 2Документ9 страницPropuesta Técnico Económica Final 2Lizbeth Paulina Montalvo ButronОценок пока нет
- PROTOCOLO AUTORIZACION DE HORMIGONADO - Rev 0Документ2 страницыPROTOCOLO AUTORIZACION DE HORMIGONADO - Rev 0Sergio CocaОценок пока нет
- Productos de Ingenieria Conceptual, Basica, de Detalles 07-10-14Документ9 страницProductos de Ingenieria Conceptual, Basica, de Detalles 07-10-14nlealuОценок пока нет
- Sis Riego LaicacotaДокумент185 страницSis Riego LaicacotaCarlos Chumacero100% (1)
- Catalogo de Productos Pam Colombia S.AДокумент24 страницыCatalogo de Productos Pam Colombia S.Adonalt10Оценок пока нет
- Ec 203Документ6 страницEc 203Edward BeleñoОценок пока нет
- Falso Piso y ContrapisoДокумент12 страницFalso Piso y ContrapisoDaniel CMОценок пока нет
- Domiciliarias de AlcantarilladoДокумент5 страницDomiciliarias de AlcantarilladoJessica BrownОценок пока нет
- ITEMIZADOДокумент4 страницыITEMIZADOMiguel BelmarОценок пока нет
- LineatecnicosДокумент146 страницLineatecnicoslopezfigueroa100% (1)
- P 2.7. Inf Modelacion RHДокумент58 страницP 2.7. Inf Modelacion RHjason palacio100% (1)
- Geberit Pluvia Folleto TecnicoДокумент26 страницGeberit Pluvia Folleto TecnicoJesus DavalosОценок пока нет
- Documentación Técnica y EconomicaДокумент108 страницDocumentación Técnica y EconomicaDaniel Rendón MontesОценок пока нет
- ViscosificanteДокумент2 страницыViscosificanteAlfredo RojasОценок пока нет
- DISEÑO ESTRUCTURAL DE MÁSTIL DE 25 M DE ALTURA PARA ILUMINACIÓNДокумент33 страницыDISEÑO ESTRUCTURAL DE MÁSTIL DE 25 M DE ALTURA PARA ILUMINACIÓNDaniel Dueñas ChantacaОценок пока нет
- 006 Plan de Trabajo para ABCДокумент5 страниц006 Plan de Trabajo para ABCHENRYGUTYОценок пока нет
- 2 Tecnicas Capa de Rodadura Rafael MorenoДокумент41 страница2 Tecnicas Capa de Rodadura Rafael MorenoDolhec DominguezОценок пока нет
- B66 DTM Acrylic Gloss 2019Документ4 страницыB66 DTM Acrylic Gloss 2019Isbel Pulido100% (1)
- Tecnicas de Alcantarillado Sanitario-FrancoДокумент57 страницTecnicas de Alcantarillado Sanitario-FrancoJosé Xavier Machado MendozaОценок пока нет
- NB688 AlcSan REGLAM INTRODUCCION PDFДокумент14 страницNB688 AlcSan REGLAM INTRODUCCION PDFdiego diasОценок пока нет
- Memoria de Calculo HidrosanitarioДокумент27 страницMemoria de Calculo HidrosanitarioRONNY CARRIONОценок пока нет
- Et - Sedacaj - Nov - 2019v2 - Estudio Tarifario EPS Sedacaj PDFДокумент206 страницEt - Sedacaj - Nov - 2019v2 - Estudio Tarifario EPS Sedacaj PDFChristopher MendozaОценок пока нет
- Base Granular Tipo BG-38 PetroliquidosДокумент2 страницыBase Granular Tipo BG-38 PetroliquidosDIANA ALEJANDRA LEON PRIETOОценок пока нет
- Requerimiento Estudio Alcantarillado CoroicoДокумент86 страницRequerimiento Estudio Alcantarillado Coroicoramiro rodrigo rochaОценок пока нет
- Sika Baker Rod (Espuma para Juntas de Dilatacion)Документ2 страницыSika Baker Rod (Espuma para Juntas de Dilatacion)Edward CoraspeОценок пока нет
- Estudios Basicos de Ingenieria - Grupo 1Документ43 страницыEstudios Basicos de Ingenieria - Grupo 1Barbara Sotelo GonzalesОценок пока нет
- Analisis Precio UnitarioДокумент744 страницыAnalisis Precio UnitarioMario Báez LazoОценок пока нет
- Lista de Precios de Tuberias y Piezas EspecialesДокумент67 страницLista de Precios de Tuberias y Piezas EspecialesÁngel Die100% (2)
- Laguna de Estabilizacion en HondurasДокумент255 страницLaguna de Estabilizacion en Hondurasjuan carlosОценок пока нет
- Formulario C2Документ15 страницFormulario C2Carlos Alberto MHОценок пока нет
- Honorarios y Aranceles v0.1 - AsambleaДокумент130 страницHonorarios y Aranceles v0.1 - AsambleaRafaelОценок пока нет
- Ficha Técnica BidimДокумент2 страницыFicha Técnica BidimGuilherme MalavogliaОценок пока нет
- Curriculum CaabolДокумент2 страницыCurriculum CaabolJuan Pablo Flores GutiérrezОценок пока нет
- Formularios Arenales FeRoДокумент23 страницыFormularios Arenales FeRof3r_nano9074Оценок пока нет
- Indice Dossier de Construccion Obraas de Inyeccion 2Документ19 страницIndice Dossier de Construccion Obraas de Inyeccion 2Walter RuedaОценок пока нет
- Diseño de Mezcla Concretos 3000 y 4000 PDFДокумент9 страницDiseño de Mezcla Concretos 3000 y 4000 PDFJose Noel Herrera RodriguezОценок пока нет
- Bases y Criterios de DiseñoДокумент40 страницBases y Criterios de DiseñoCata Villa SalazarОценок пока нет
- ET AS ME07 01 Medidor de Velocidad Diametro 15 MM para Agua Potable PDFДокумент11 страницET AS ME07 01 Medidor de Velocidad Diametro 15 MM para Agua Potable PDFJuan Camilo Guerra GОценок пока нет
- Manual Tecnico Tuberia Acueducto PDFДокумент39 страницManual Tecnico Tuberia Acueducto PDFOscar adrianОценок пока нет
- Dokumen - Tips - Manual Tecnico Tuberia AcueductopdfДокумент39 страницDokumen - Tips - Manual Tecnico Tuberia AcueductopdfAndrea Carolina CabasОценок пока нет
- 8 GasДокумент2 страницы8 Gascalidad1340Оценок пока нет
- Guía para El Almacenamiento y Manejo Del PEADДокумент43 страницыGuía para El Almacenamiento y Manejo Del PEADcalidad1340Оценок пока нет
- NTC 4585-2Документ11 страницNTC 4585-2calidad1340Оценок пока нет
- TuberiasДокумент110 страницTuberiasGriyito0102100% (2)
- GTC 16 PDFДокумент11 страницGTC 16 PDFcalidad1340Оценок пока нет
- Catálogo Técnico PEAD PDFДокумент13 страницCatálogo Técnico PEAD PDFcalidad1340100% (1)
- Instalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFДокумент5 страницInstalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFcalidad1340100% (1)
- NTC 539 - Atoxicidad PDFДокумент161 страницаNTC 539 - Atoxicidad PDFcalidad13400% (1)
- DESCRIPCION Extrusion PDFДокумент54 страницыDESCRIPCION Extrusion PDFcalidad1340100% (1)
- Guia - Calidad - ISO 9001 PDFДокумент156 страницGuia - Calidad - ISO 9001 PDFcalidad1340Оценок пока нет
- NTC 539 - Atoxicidad PDFДокумент161 страницаNTC 539 - Atoxicidad PDFcalidad13400% (1)
- Norma Técnica NTC Colombiana 718: Acondicionamiento de Plásticos para EnsayoДокумент11 страницNorma Técnica NTC Colombiana 718: Acondicionamiento de Plásticos para Ensayocalidad1340Оценок пока нет
- Los 40 Virreyes Del PerúДокумент3 страницыLos 40 Virreyes Del Perúclen23Оценок пока нет
- Propiedades de Las RocasДокумент2 страницыPropiedades de Las RocasKatherin SánchezОценок пока нет
- Gen ReporteroДокумент19 страницGen ReporteroYazmín Itzel Avilés RomoОценок пока нет
- Toma y Transporte Muestras 2021Документ60 страницToma y Transporte Muestras 2021Karen MartinezОценок пока нет
- Dermatitis SeborreicaДокумент24 страницыDermatitis SeborreicaRafael Cruz MОценок пока нет
- Recall GlobalstdДокумент2 страницыRecall GlobalstdJessica Palomar ChanОценок пока нет
- Identificar Al Niño SuperdotadoДокумент8 страницIdentificar Al Niño SuperdotadoGODISNOWHEREОценок пока нет
- Maniqui Primer ParcialДокумент5 страницManiqui Primer ParcialSol Alejandra Gomez Pinto100% (1)
- Cuestionario # 1 Biología Molecular y CelularДокумент1 страницаCuestionario # 1 Biología Molecular y CelularFranklin Saavedra100% (1)
- UreaДокумент41 страницаUreaFernanda MartinezОценок пока нет
- Ho'oponopono La Curación Por El Perdón PDFДокумент78 страницHo'oponopono La Curación Por El Perdón PDFJuan Carlos Martinez Urbano100% (7)
- Estudio Socioeconómico Riego TarvitaДокумент25 страницEstudio Socioeconómico Riego TarvitaJosé Luis Chumacero NavarroОценок пока нет
- Productos de ExportacionДокумент7 страницProductos de ExportacionBreña Matias JØrgeОценок пока нет
- Jumbo 10A PGIRSДокумент2 страницыJumbo 10A PGIRSLivington GabrielОценок пока нет
- Notificacion de AccidenteДокумент5 страницNotificacion de AccidenteJose Luis Alvarez TorresОценок пока нет
- Catéteres para ACTPДокумент75 страницCatéteres para ACTPmariae2Оценок пока нет
- Monografia Enfermedades OcupacionalesДокумент22 страницыMonografia Enfermedades OcupacionalesEliseo CcantoОценок пока нет
- Curriculo Ruta Metodologica Diciembre 14 PautasДокумент21 страницаCurriculo Ruta Metodologica Diciembre 14 PautasDavid100% (1)
- Memoria Descriptiva Acumulacion P.J. Florida AltaДокумент4 страницыMemoria Descriptiva Acumulacion P.J. Florida AltaYoshi LujanОценок пока нет
- Practica de OrtopediaДокумент9 страницPractica de OrtopediamelizaОценок пока нет
- Vocabulario Trauma 1Документ7 страницVocabulario Trauma 1David DulporОценок пока нет
- Pract. 10 - QuímicaДокумент8 страницPract. 10 - QuímicaDesaprende con GonzalesОценок пока нет
- Tripanosomiasis AfricanaДокумент17 страницTripanosomiasis AfricanaJael Donaji Navarro MoralesОценок пока нет
- Laboratorio 2 Fresadora StarkДокумент8 страницLaboratorio 2 Fresadora Starkdacs33349Оценок пока нет
- Tintas Penetrantes DesarrolloДокумент12 страницTintas Penetrantes DesarrolloJireh Mardones MendozaОценок пока нет
- Ácido Úrico LiquiformДокумент4 страницыÁcido Úrico Liquiformalexa1715Оценок пока нет
- Efecto PigmalionДокумент4 страницыEfecto PigmalionYandilo Velasquez GranadosОценок пока нет
- Boletin Semana N°05 - Ciclo 2022-IДокумент155 страницBoletin Semana N°05 - Ciclo 2022-IEduardo Jesús Vega GoñasОценок пока нет
- Microbio 3Документ80 страницMicrobio 3Henry Palomino GutierrezОценок пока нет
- Cuestionario Factores de ResilienciaДокумент5 страницCuestionario Factores de ResilienciaJERSON EMILIO CARRASCAL RINCONОценок пока нет