Вам также может понравиться
- Wps For Aluminium WeldingДокумент8 страницWps For Aluminium WeldingPutry NHy Saya0% (1)
- Parts ListДокумент23 страницыParts Listcmhodges3325Оценок пока нет
- Machote WPQ SoldadoresДокумент17 страницMachote WPQ SoldadoresAries MarteОценок пока нет
- As Run Sheet-Pqr-051Документ14 страницAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Dokumen Tagging (160822)Документ78 страницDokumen Tagging (160822)fahmi ramadhanОценок пока нет
- Cert Yugo ElectromagneticoДокумент4 страницыCert Yugo ElectromagneticoMANUELОценок пока нет
- GRW Bin Card Haier (MAY, 22)Документ616 страницGRW Bin Card Haier (MAY, 22)Shahzad Ali GujjarОценок пока нет
- Regulator Part Number VariosДокумент2 страницыRegulator Part Number VariosincaurcoОценок пока нет
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- 05 GSДокумент94 страницы05 GSNathaniel GrantОценок пока нет
- LV Motors Controlcable Schedule CHP - 1.Документ7 страницLV Motors Controlcable Schedule CHP - 1.superthambiОценок пока нет
- Lista de ProductosДокумент138 страницLista de ProductoscomprasindustriaskelОценок пока нет
- Full Table Report 2254256Документ3 страницыFull Table Report 2254256DESPACHO MIQОценок пока нет
- Tv. Sony Kv-21x5k Strf6654Документ7 страницTv. Sony Kv-21x5k Strf6654lobitoferozlОценок пока нет
- WPQ Certificates Klis14Документ8 страницWPQ Certificates Klis14AdhicharanОценок пока нет
- Fuel Gas SuperheaterДокумент1 страницаFuel Gas SuperheateramarnethaОценок пока нет
- Welding Procedure TablesДокумент51 страницаWelding Procedure TablesEswaran0% (1)
- Welder Performance Qualification (WPQ)Документ2 страницыWelder Performance Qualification (WPQ)alokbdasОценок пока нет
- Neo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)Документ6 страницNeo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)rohitbhat2345Оценок пока нет
- P - Numbers & F - NumbersДокумент115 страницP - Numbers & F - NumbersnisargkedarОценок пока нет
- Aceros SISA Tabla Norton Piedras de RectificadoДокумент1 страницаAceros SISA Tabla Norton Piedras de Rectificadogeav25653855Оценок пока нет
- QSC RMX5050Документ8 страницQSC RMX5050Yonatan RivadeneyraОценок пока нет
- Valve and SeatsДокумент1 страницаValve and SeatsAnonymous 48jYxR1CОценок пока нет
- Peavey Bandit 112 Service ManualДокумент18 страницPeavey Bandit 112 Service ManualNosoytansolo Unabarbabonita67% (3)
- Group 2 Electrical Circuit: 110D7EEL03-1Документ19 страницGroup 2 Electrical Circuit: 110D7EEL03-1Andre AlexandreОценок пока нет
- WQT For CSДокумент5 страницWQT For CSkumar08686Оценок пока нет
- Static Products Sizing ChartДокумент1 страницаStatic Products Sizing ChartPablo GarnicaОценок пока нет
- SR L629evДокумент10 страницSR L629evVicente RibeiroОценок пока нет
- LT Drive List of PCH, Cosp, SCH, Fob Area: Sr. No Tag No Description Location Make KW RPMДокумент34 страницыLT Drive List of PCH, Cosp, SCH, Fob Area: Sr. No Tag No Description Location Make KW RPMpitambervermaОценок пока нет
- WPQT CertificateДокумент104 страницыWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- Es 775Документ2 страницыEs 775WattsОценок пока нет
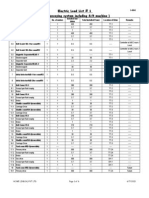
- Electric Load List # 1 (For Conveying System Including S/R Machine)Документ6 страницElectric Load List # 1 (For Conveying System Including S/R Machine)Monu SharmaОценок пока нет
- Pqr-152 - Run SheetДокумент38 страницPqr-152 - Run SheetMAT-LIONОценок пока нет
- Automatic, Manual, Machine, or Semi-Auto.Документ10 страницAutomatic, Manual, Machine, or Semi-Auto.ChE_MattОценок пока нет
- Standard SpecДокумент21 страницаStandard Specwhosane10% (1)
- 1 Index of Drawings - VolumeДокумент28 страниц1 Index of Drawings - VolumeM-NCPPCОценок пока нет
- Bandit 112Документ18 страницBandit 112Jesse Lemos Oliveira FerreiraОценок пока нет
- W530 FRU BOM v2 PDFДокумент12 страницW530 FRU BOM v2 PDFYpsilonn14Оценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- MW - HW.Ketemalemat - JIGJIGA.EER - 2022 03 16 17 14 38Документ6 страницMW - HW.Ketemalemat - JIGJIGA.EER - 2022 03 16 17 14 38Abera TeshomeОценок пока нет
- Series 405NRSRW Specification SheetДокумент2 страницыSeries 405NRSRW Specification SheetWattsОценок пока нет
- Tag No Item Description QTY Structu RE Name Elevation DOWN (MM) Elevation UP (MM)Документ6 страницTag No Item Description QTY Structu RE Name Elevation DOWN (MM) Elevation UP (MM)fkhajehОценок пока нет
- Blowers: Blower Motors, Wheels & FansДокумент27 страницBlowers: Blower Motors, Wheels & FansAndrey GyrychОценок пока нет
- Bandas-CartekДокумент168 страницBandas-CartekNahum CastañedaОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)ravi00098Оценок пока нет
- AirborneДокумент18 страницAirborneRichard LanaghanОценок пока нет
- PBV Swing Style Check Valve PDFДокумент8 страницPBV Swing Style Check Valve PDFChairul Anwar100% (1)
- PEARL Bombas Multietapas VerticalesДокумент32 страницыPEARL Bombas Multietapas VerticalesEdwar Alexander Pallares0% (2)
- Status of Fabricating Bop at Shop Status of Fabricating Bop at FieldДокумент4 страницыStatus of Fabricating Bop at Shop Status of Fabricating Bop at FieldnhansinhОценок пока нет
- Asme Ix - : ProcedureДокумент11 страницAsme Ix - : ProcedureMohammed Elmodathir Ali100% (1)
- QA2 Product Specification TableДокумент19 страницQA2 Product Specification TableBabu RajamanickamОценок пока нет
- 4L60EДокумент7 страниц4L60Esil.vermercurioОценок пока нет
- Bomba Vertical Grundfos Crn64 de Sistema de Agua Potable Ku-AДокумент5 страницBomba Vertical Grundfos Crn64 de Sistema de Agua Potable Ku-AJorge Maldonado CocaОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- D8RДокумент376 страницD8RMohamed Bakheet100% (3)
- Mitsubishi A500 Series VFD BrochureДокумент8 страницMitsubishi A500 Series VFD BrochureMROstop.comОценок пока нет
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreОт EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreРейтинг: 3 из 5 звезд3/5 (2)
- Materials Data for Cyclic Loading: Low-Alloy SteelsОт EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsРейтинг: 5 из 5 звезд5/5 (2)
- TT2 FGD M132 41401Документ1 страницаTT2 FGD M132 41401caod1712Оценок пока нет
- Al-Uswah ASNT RT Level 2 In-House TrainingДокумент36 страницAl-Uswah ASNT RT Level 2 In-House Trainingcaod1712100% (1)
- Fitting Acero Carbono A SoldarДокумент21 страницаFitting Acero Carbono A Soldarcaod1712Оценок пока нет
- Interline 984: Working ProceduresДокумент12 страницInterline 984: Working Procedurescaod1712Оценок пока нет
- CCFM C 10 000 WSHP GD r0 Hse PlanДокумент621 страницаCCFM C 10 000 WSHP GD r0 Hse Plancaod1712Оценок пока нет
- Bolts Torque CalculatorДокумент4 страницыBolts Torque Calculatorcaod1712Оценок пока нет
- 0-002 - Surface PreparationДокумент5 страниц0-002 - Surface Preparationcaod1712Оценок пока нет
- ASTM - Residual Stress Effects On Fatigue and Fracture Testing and Incorporation of Results Into Design 2007 - ASTM STP 1497Документ164 страницыASTM - Residual Stress Effects On Fatigue and Fracture Testing and Incorporation of Results Into Design 2007 - ASTM STP 1497caod1712100% (11)
- Atlas TechNotes - Complete Set Rev Nov 2011Документ50 страницAtlas TechNotes - Complete Set Rev Nov 2011caod1712Оценок пока нет
- NORSOK M-630 Edition 6 Draft For HearingДокумент146 страницNORSOK M-630 Edition 6 Draft For Hearingcaod1712100% (1)
- Engineering Design Guideline - Boilers Rev 1.1 WebДокумент20 страницEngineering Design Guideline - Boilers Rev 1.1 Webcaod1712Оценок пока нет
- Gas Sweetening Systems-Engineering-Design-Guide PDFДокумент24 страницыGas Sweetening Systems-Engineering-Design-Guide PDFJerry GumpОценок пока нет
- Cold Galvanizing V Hot DipДокумент1 страницаCold Galvanizing V Hot Dipcaod1712Оценок пока нет
- Minimum Design Metal Temperature (MDMT) and Impact TestДокумент8 страницMinimum Design Metal Temperature (MDMT) and Impact Testramyatan SinghОценок пока нет
- Screener Catalog 209Документ18 страницScreener Catalog 209Kumar GalipellyОценок пока нет
- Is 4374 - SPEC-Mild Steel Fabricated Vertical Bollards With and Without LugsДокумент12 страницIs 4374 - SPEC-Mild Steel Fabricated Vertical Bollards With and Without LugsJorge Cipriano100% (2)
- OW Kat EN 890.700.012Документ92 страницыOW Kat EN 890.700.012praphultmenonОценок пока нет
- Welding Rod Calculation 2024Документ4 страницыWelding Rod Calculation 2024jcabenian8Оценок пока нет
- WPS SMAW - PL en V Con GaugingДокумент1 страницаWPS SMAW - PL en V Con GaugingLuis MirandaОценок пока нет
- Raptor Defender® Fixed Plant LWP PDFДокумент20 страницRaptor Defender® Fixed Plant LWP PDFBorisRakelaGonzalezОценок пока нет
- PW BRO Fronius WIG EN PDFДокумент4 страницыPW BRO Fronius WIG EN PDFSaranyoo CHOOTIMASОценок пока нет
- Materials System SpecificationДокумент14 страницMaterials System Specificationnadeem shaikhОценок пока нет
- Ronald C. Longakit ResumeДокумент2 страницыRonald C. Longakit ResumeRonald Longakit100% (1)
- Risk Assessment Fire Hydrant Installation Testing CommissioningДокумент11 страницRisk Assessment Fire Hydrant Installation Testing CommissioningAmie GTunedОценок пока нет
- CLG856H (GCIC 2 ZF Axle ZF210) OM 201910000-ENДокумент190 страницCLG856H (GCIC 2 ZF Axle ZF210) OM 201910000-ENManuel VenturaОценок пока нет
- Fabricate and Install Fencing: Standard Operating ProcedureДокумент5 страницFabricate and Install Fencing: Standard Operating ProceduremahandhieОценок пока нет
- 17-Residual Stress and DistortionДокумент20 страниц17-Residual Stress and DistortionSaif UllahОценок пока нет
- Benchmarking ShipyardsДокумент62 страницыBenchmarking ShipyardsJim GrayОценок пока нет
- Iti Questions.Документ12 страницIti Questions.SHAFEEK A RОценок пока нет
- Catalog 21Документ940 страницCatalog 21Daniel Quijada LucarioОценок пока нет
- Tech Paper - Pipes Wagga 2007Документ43 страницыTech Paper - Pipes Wagga 2007Lauren BowenОценок пока нет
- Engineering Mathematics-Iii: Visvesvaraya Technological University, BelagaviДокумент134 страницыEngineering Mathematics-Iii: Visvesvaraya Technological University, BelagavirameshОценок пока нет
- Mohamed Mansy-QC EngineerДокумент3 страницыMohamed Mansy-QC EngineerMohamed Anwer Abd ElhamedОценок пока нет
- Datasheet Sandvik 3r12 enДокумент7 страницDatasheet Sandvik 3r12 enAgustin CesanОценок пока нет
- Welding Machine Repairing Service in Rajkot Gujarat IndiaДокумент127 страницWelding Machine Repairing Service in Rajkot Gujarat IndiaSpandan MishraОценок пока нет
- Inspection of Composite Rocket Nozzle PDFДокумент10 страницInspection of Composite Rocket Nozzle PDFHari KrishnaОценок пока нет
- ISO 3834-2 Welding Process Check SheetДокумент3 страницыISO 3834-2 Welding Process Check SheetPradip SalunkheОценок пока нет
- Tecnodue PT250 User ManualДокумент36 страницTecnodue PT250 User ManualVesna Fišćan Vukašinović100% (1)
- Proportional Valve Application by ASCO PneumaticsДокумент6 страницProportional Valve Application by ASCO PneumaticsSriram SastryОценок пока нет
- 2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLДокумент11 страниц2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLnicholas_j_vaughanОценок пока нет
- 20me702 - Process Planning and Cost Estimation Unit 4 2023-24Документ64 страницы20me702 - Process Planning and Cost Estimation Unit 4 2023-24CAD With RaoОценок пока нет
- Table QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023Документ1 страницаTable QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023ahmadrizkiqcОценок пока нет
- JSA - Installation of U G PipingДокумент11 страницJSA - Installation of U G PipingOws Anish100% (1)