Вам также может понравиться
- Máquina Moer Alumina PDFДокумент36 страницMáquina Moer Alumina PDFDulce GabrielОценок пока нет
- Hammer DesaignДокумент21 страницаHammer DesaignZahlul AmriОценок пока нет
- Mills - CatalogДокумент4 страницыMills - Catalogdéborah_rosalesОценок пока нет
- Brochure Hammer Mill Granulex DFZP FB19230 enДокумент6 страницBrochure Hammer Mill Granulex DFZP FB19230 enmuhammadnainОценок пока нет
- Hammer MillsДокумент3 страницыHammer Millswebmaster9441Оценок пока нет
- vVIBRAX - SIEBTECHNIK GMBH PDFДокумент32 страницыvVIBRAX - SIEBTECHNIK GMBH PDFzamburittiОценок пока нет
- High-Frequency Vibrating ScreensДокумент9 страницHigh-Frequency Vibrating ScreensBayer Mitrovic100% (1)
- Hammer Milling and Jet Milling FundamentalsДокумент7 страницHammer Milling and Jet Milling Fundamentalsamarnath jagirdarОценок пока нет
- AFP Brochure08Документ4 страницыAFP Brochure08YongoloooОценок пока нет
- Design Efficient FeedersДокумент0 страницDesign Efficient FeedersRajaram JayaramanОценок пока нет
- Lecture 7 SlidesДокумент59 страницLecture 7 SlidesHasil SharmaОценок пока нет
- Crushing LawsДокумент12 страницCrushing Lawsharishkumar.ravichandranОценок пока нет
- Allgaier Apt Tro Dryingtechnologiesformineralrawmaterials enДокумент12 страницAllgaier Apt Tro Dryingtechnologiesformineralrawmaterials enesteОценок пока нет
- Modeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherДокумент46 страницModeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherPrudhvi VasagiriОценок пока нет
- Unit 3 Size ReductionДокумент33 страницыUnit 3 Size ReductionM.sathishkumarОценок пока нет
- Vibrapac Maintenance ManualДокумент211 страницVibrapac Maintenance ManualMatthew PhillipsОценок пока нет
- Roll Crusher BrochureДокумент4 страницыRoll Crusher BrochureWaris La Joi Wakatobi100% (1)
- Vibrating ScreensДокумент4 страницыVibrating Screensskb25Оценок пока нет
- Vibrating Screen Experimental ManualДокумент16 страницVibrating Screen Experimental ManualShoaib Pathan50% (2)
- Natural Frequency Vibrating ConveyorsДокумент8 страницNatural Frequency Vibrating ConveyorsZiggy GregoryОценок пока нет
- Lecture-4-Industrial Screening EquipmentДокумент25 страницLecture-4-Industrial Screening EquipmentDikshithaОценок пока нет
- MPARДокумент4 страницыMPARgolesfredyОценок пока нет
- Machinary For Crushing & GrindingДокумент75 страницMachinary For Crushing & GrindingAsad Imran MunawwarОценок пока нет
- Vibratory Feeders and Conveyors PDFДокумент14 страницVibratory Feeders and Conveyors PDFArnaldo BenitezОценок пока нет
- Omega H ClassДокумент8 страницOmega H Classskimmer05Оценок пока нет
- Crusher SolectionДокумент7 страницCrusher SolectionSomnath BanerjeeОценок пока нет
- Screening DescriptionДокумент6 страницScreening DescriptionJomed BarallasОценок пока нет
- Starch Protein Potatoes B RR 10-11-0003Документ12 страницStarch Protein Potatoes B RR 10-11-0003Nilesh B ChaudhariОценок пока нет
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBДокумент1 страницаFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatОценок пока нет
- Deep Cone Paste ThicknerДокумент38 страницDeep Cone Paste ThicknerzementheadОценок пока нет
- Fundamentals of Roller Mill Grinding - 1478460003Документ46 страницFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataОценок пока нет
- Dorr-Oliver Vacuum Drum FilterДокумент4 страницыDorr-Oliver Vacuum Drum FilterFrancois HamiauxОценок пока нет
- Corn Wet Milling Brochure 12209Документ8 страницCorn Wet Milling Brochure 12209amanawatОценок пока нет
- Sandvikprocesssystems Kumarswamypaper 120525032106 Phpapp02Документ12 страницSandvikprocesssystems Kumarswamypaper 120525032106 Phpapp02naufalОценок пока нет
- Materi PPT Secondary EngДокумент5 страницMateri PPT Secondary EngFanya arifantiОценок пока нет
- Industrial Screening: Rajan Kumar MISHRA (2019UGMM005) Anshuman Mishra (2019ugmm037) KOTALLA VINAY (2019UGMM089)Документ26 страницIndustrial Screening: Rajan Kumar MISHRA (2019UGMM005) Anshuman Mishra (2019ugmm037) KOTALLA VINAY (2019UGMM089)Anshuman MishraОценок пока нет
- Muyang Mixing TechnologyДокумент56 страницMuyang Mixing Technologymarkodzajic100% (2)
- Andritz Se Pusher Centrifuge SZ enДокумент12 страницAndritz Se Pusher Centrifuge SZ enMehmet ErenОценок пока нет
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyДокумент14 страницEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioОценок пока нет
- Y JEENДокумент1 страницаY JEENYousef AlipourОценок пока нет
- Vibrating ScreensДокумент12 страницVibrating ScreenssrinivasakumarОценок пока нет
- Lec-14,15 Jaw Crusher, Roll Crusher, Ball Mill (Mod)Документ20 страницLec-14,15 Jaw Crusher, Roll Crusher, Ball Mill (Mod)prakhar mishraОценок пока нет
- Hammer MillДокумент6 страницHammer MillKamil Irfani100% (1)
- Size Reduction by Grinding Methods: March 2017Документ12 страницSize Reduction by Grinding Methods: March 2017krishnaОценок пока нет
- Jaw Crushers and Disk Mills: FritschДокумент20 страницJaw Crushers and Disk Mills: FritschAnil Kumar KnОценок пока нет
- Cone CrusherДокумент4 страницыCone CrusherSam ShiddoОценок пока нет
- Crusher SizerДокумент4 страницыCrusher SizerZiggy GregoryОценок пока нет
- Pellet Cooling and CrumblingДокумент37 страницPellet Cooling and CrumblingMusheer Basha50% (2)
- Spiral Classifier English VersioinДокумент5 страницSpiral Classifier English VersioinRogelio Israel LedesmaОценок пока нет
- Exciter Vibrating FeederДокумент5 страницExciter Vibrating Feedergopi_ggg20016099Оценок пока нет
- 01 - SLNFy - 001 - 200609 (EN)Документ20 страниц01 - SLNFy - 001 - 200609 (EN)Twfeek Ahmed100% (1)
- Spin Flash Drying 303 01 05 2012 USДокумент8 страницSpin Flash Drying 303 01 05 2012 USchien_yu_leeОценок пока нет
- Mineral Processing UG2 Concentrator Process Flow ReportДокумент41 страницаMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeОценок пока нет
- DFZK FU19210 Hammer Mill enДокумент6 страницDFZK FU19210 Hammer Mill enAntonОценок пока нет
- Kreiselbrecher enДокумент7 страницKreiselbrecher enDiegoAlvarezHuguezОценок пока нет
- 0 Book 2013-EngДокумент95 страниц0 Book 2013-EngRafael De CastroОценок пока нет
- Optimizing Hammermil Performance PDFДокумент20 страницOptimizing Hammermil Performance PDFIremar Joseph Amplayo100% (1)
- Motorized Ramming MachineДокумент53 страницыMotorized Ramming Machineilayaraja6100% (1)
- Rotary TableДокумент12 страницRotary TableNakul Devaiah50% (2)
- System 3R EMD Electrode Holder T-2389-E - EdmДокумент108 страницSystem 3R EMD Electrode Holder T-2389-E - EdmNamtien UsОценок пока нет
- SMD Electrolysis PDFДокумент1 страницаSMD Electrolysis PDFkokiskoОценок пока нет
- Ball Turner Prints PDFДокумент10 страницBall Turner Prints PDFkokiskoОценок пока нет
- A Method of Dividing The Circumference of A CircleДокумент3 страницыA Method of Dividing The Circumference of A CirclekokiskoОценок пока нет
- Ball Turner PrintsДокумент10 страницBall Turner PrintskokiskoОценок пока нет
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaДокумент32 страницыQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoОценок пока нет
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaДокумент32 страницыQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- WO9010337 Magnetic MotorДокумент23 страницыWO9010337 Magnetic MotorAndras KondratОценок пока нет
- Ralph Patterson Tailstock Camlock 2Документ13 страницRalph Patterson Tailstock Camlock 2supremesportsОценок пока нет
- Anti-Gravity PropulsionДокумент16 страницAnti-Gravity PropulsionTony FreelandОценок пока нет
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisДокумент21 страницаAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqОценок пока нет
- UFOДокумент2 страницыUFOkokiskoОценок пока нет
- Anti-Gravity PropulsionДокумент16 страницAnti-Gravity PropulsionTony FreelandОценок пока нет
- 1769 Compound Rest AssyДокумент1 страница1769 Compound Rest AssykokiskoОценок пока нет
- Mysteries of The Unknown - The UFO PhenomenonДокумент162 страницыMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- GAA Bortone June02Документ2 страницыGAA Bortone June02kokiskoОценок пока нет
- Evading Thermal Imaging and Radar Detection-1Документ8 страницEvading Thermal Imaging and Radar Detection-1kokiskoОценок пока нет
- Ralph Patterson Speed Reducer 2Документ27 страницRalph Patterson Speed Reducer 2kokiskoОценок пока нет
- RB 7x12 Minilathe BedwaysДокумент2 страницыRB 7x12 Minilathe BedwayskokiskoОценок пока нет
- Morse Taper Dimensions and Drill Chuck ArborsДокумент4 страницыMorse Taper Dimensions and Drill Chuck ArborskokiskoОценок пока нет
- Drive TroubleshootingДокумент9 страницDrive TroubleshootingkokiskoОценок пока нет
- Spindle, 7x10, 12 Mini LatheДокумент1 страницаSpindle, 7x10, 12 Mini LatheramaaramaaОценок пока нет
- Cross Slide Nut ModificationДокумент3 страницыCross Slide Nut ModificationkokiskoОценок пока нет
- How To Make Economical BateryДокумент85 страницHow To Make Economical BaterykokiskoОценок пока нет
- Ball Turning Toolpost - Complete PDFДокумент5 страницBall Turning Toolpost - Complete PDFRamanujam O SОценок пока нет
- Rollies Dads MethodДокумент4 страницыRollies Dads Methodctin12Оценок пока нет
- Change Gears Charts For Metric Threading On The 7x MiniДокумент2 страницыChange Gears Charts For Metric Threading On The 7x MinikokiskoОценок пока нет
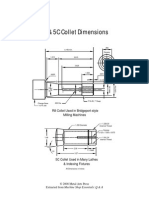
- r8 5c Collet DimensionsДокумент2 страницыr8 5c Collet Dimensionskokisko100% (1)
- Drilling SpeedsДокумент3 страницыDrilling SpeedskokiskoОценок пока нет
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Документ9 страницPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoОценок пока нет
- Development of A Belt Conveyor For Small Scale Industry: September 2017Документ6 страницDevelopment of A Belt Conveyor For Small Scale Industry: September 2017DatОценок пока нет
- Design of A New Low Cost ROV VehicleДокумент6 страницDesign of A New Low Cost ROV VehicleMuhammad Yasar JavaidОценок пока нет
- Utilization of Ceramic Waste by Partial Replacement ofДокумент12 страницUtilization of Ceramic Waste by Partial Replacement ofDhandapany Arun50% (2)
- Scs 210 AmДокумент6 страницScs 210 AmAntonio CabelloОценок пока нет
- Topographical Surveys - Direct LevellingДокумент1 страницаTopographical Surveys - Direct LevellingTsegab DereseОценок пока нет
- Kinematic Analysis of The Double Side Kick in Pointfighting, KickboxingДокумент9 страницKinematic Analysis of The Double Side Kick in Pointfighting, KickboxingMihai RОценок пока нет
- F5 KSSM Tutorial 1.1 (Force and Motion Ii)Документ13 страницF5 KSSM Tutorial 1.1 (Force and Motion Ii)Alia Qistina Mara KasmedeeОценок пока нет
- Unit Plan M7 S.Y. 2020 2021Документ14 страницUnit Plan M7 S.Y. 2020 2021dan teОценок пока нет
- Physics - Thermal Physics - Lab ReportДокумент6 страницPhysics - Thermal Physics - Lab ReportKali stringsОценок пока нет
- Rieber Sealing in AmericaДокумент10 страницRieber Sealing in Americaulloap*100% (1)
- Critical Analysis of Properties of Ready Mix Concrete With Site Mix Concrete of Smart Road ProjectДокумент6 страницCritical Analysis of Properties of Ready Mix Concrete With Site Mix Concrete of Smart Road ProjectGolam Shahriar SakibОценок пока нет
- MS9483CДокумент6 страницMS9483CBryan MartinezОценок пока нет
- Rigaku Journal 33-2-26-28Документ3 страницыRigaku Journal 33-2-26-28Eduardo ArdilesОценок пока нет
- Interview With DR Deepak ChopraДокумент3 страницыInterview With DR Deepak ChopranawazОценок пока нет
- Biophy-Lec (Mod1 - The-Basics) PDFДокумент18 страницBiophy-Lec (Mod1 - The-Basics) PDFShekinah LeynesОценок пока нет
- ThermodynamicsДокумент8 страницThermodynamicsBasu SbОценок пока нет
- Varut Marius - Excel CCT Calculator From VIS Spectrum - LED 1 MaДокумент441 страницаVarut Marius - Excel CCT Calculator From VIS Spectrum - LED 1 MaVarut MariusОценок пока нет
- Regression AnalysisДокумент25 страницRegression AnalysisAnkur Sharma100% (1)
- Lecture Plan Instructor K S RajmohanДокумент4 страницыLecture Plan Instructor K S RajmohanSwapnil TripathiОценок пока нет
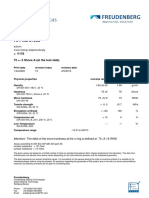
- FST - 70 FKM 37508 enДокумент2 страницыFST - 70 FKM 37508 enXavierОценок пока нет
- ENGINEERING - MATHEMATICS - 2 VTU Syllabus PDFДокумент167 страницENGINEERING - MATHEMATICS - 2 VTU Syllabus PDFAdarshОценок пока нет
- As 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginДокумент8 страницAs 60034.22-2010 Rotating Electrical Machines AC Generators For Reciprocating Internal Combustion (RIC) EnginSAI Global - APAC100% (1)
- SR Capital Public SchoolДокумент6 страницSR Capital Public SchoolLakshya KumarОценок пока нет
- Gem Lesson 1Документ17 страницGem Lesson 1Ritheria100% (1)
- Lifetime Calculation of Irregularly Oscillating Bearings in Offshore WinchesДокумент12 страницLifetime Calculation of Irregularly Oscillating Bearings in Offshore WinchesNadav SharabiОценок пока нет
- Phy1 11 - 12 Q1 0102 FDДокумент31 страницаPhy1 11 - 12 Q1 0102 FDKaye AquinoОценок пока нет
- Iso Dis 50006Документ54 страницыIso Dis 50006abimanyubawono100% (3)
- On The Monodromies of N 2 Supersymmetric Yang-Mills TheoryДокумент15 страницOn The Monodromies of N 2 Supersymmetric Yang-Mills TheoryspanishramОценок пока нет
- Fluid Mechanics Unit1Документ100 страницFluid Mechanics Unit1anjuОценок пока нет
- Lecture 5Документ4 страницыLecture 5Faisal RahmanОценок пока нет