Вам также может понравиться
- Determining The Cost of WeldingДокумент7 страницDetermining The Cost of WeldingGilbertoUGO0% (1)
- Productivity and EcononyДокумент69 страницProductivity and EcononyVijayan MunuswamyОценок пока нет
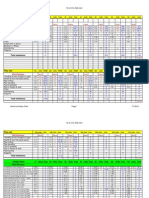
- Weld Cost Calc XL1.3.2mmДокумент3 страницыWeld Cost Calc XL1.3.2mmVipin JoseОценок пока нет
- Determining The Cost of WeldingДокумент7 страницDetermining The Cost of WeldingSriram VjОценок пока нет
- Determining The Cost of WeldingДокумент22 страницыDetermining The Cost of WeldingSanjay J NОценок пока нет
- Determining The Cost of Welding Part 1 by Duane K. Miller 2004 7pДокумент7 страницDetermining The Cost of Welding Part 1 by Duane K. Miller 2004 7pjosea_pena100% (1)
- Welding Cost Optimization with GMAWДокумент6 страницWelding Cost Optimization with GMAWratneshkumar2004Оценок пока нет
- Weld Cost Calc XLДокумент63 страницыWeld Cost Calc XLRobert WhitakerОценок пока нет
- Benchmark and optimize costs for plasma cutting operationsДокумент3 страницыBenchmark and optimize costs for plasma cutting operationswentropremОценок пока нет
- Welding Economy and ProductivityДокумент29 страницWelding Economy and Productivitykmas1612100% (4)
- Weld Cost CalculationДокумент27 страницWeld Cost Calculation-Abdul Khodir Van Java-100% (7)
- Introduction To Cost EstimatingДокумент22 страницыIntroduction To Cost EstimatingArwa HusseinОценок пока нет
- Weld Consumable CalculatorДокумент7 страницWeld Consumable Calculatorjappozander86% (7)
- Weld Consumable CalculatorДокумент3 страницыWeld Consumable CalculatorramausОценок пока нет
- Welding Cost Estimator PubДокумент8 страницWelding Cost Estimator Pubrockufool100% (4)
- Weld Metal Cost Calculator 3Документ1 страницаWeld Metal Cost Calculator 3Naresh Tammineedi100% (1)
- Welding CalculatorДокумент10 страницWelding Calculatorneel0% (2)
- Thumb RuleДокумент27 страницThumb Ruleavinashudupa67% (6)
- Weld CostsДокумент2 страницыWeld CostsJina Chandran100% (1)
- Welding CalculationsДокумент14 страницWelding Calculationsjitulpatil100% (6)
- 101.lean - Welds Cost Calculator Customer Welding Position: HorizontalДокумент4 страницы101.lean - Welds Cost Calculator Customer Welding Position: HorizontalSamОценок пока нет
- Electrode CalculationДокумент2 страницыElectrode Calculationkoyahassan100% (10)
- Cost Estimation - MachiningДокумент12 страницCost Estimation - MachiningAbu Zahid100% (2)
- CS Pipe Fab & Erect CostsДокумент6 страницCS Pipe Fab & Erect Costswally55bear69% (16)
- Piping ManhoursДокумент32 страницыPiping ManhoursNejat Ababay75% (16)
- Weld Consumable Calculator ComДокумент7 страницWeld Consumable Calculator Comchetan85Оценок пока нет
- Standard Manhour Estimation: Fabrication & WeldingДокумент3 страницыStandard Manhour Estimation: Fabrication & WeldingPratik Desai100% (6)
- Welding Prcesses Estimation RecordДокумент5 страницWelding Prcesses Estimation RecorddineshshankarОценок пока нет
- How To Calculate MIG Welding CostДокумент5 страницHow To Calculate MIG Welding CostTiago FerreiraОценок пока нет
- Welding Rod Cal (1) .Документ7 страницWelding Rod Cal (1) .hakr5100% (1)
- Project Staffing and Cost BreakupДокумент33 страницыProject Staffing and Cost BreakupVinayak PujariОценок пока нет
- Technical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20031Документ107 страницTechnical Calculation and Estimator's Man Hour Manual - Marko Bulic's 20031Rezza Aditya47% (17)
- 4.2. Consumable Consumption and Welding Time 4.2.1 Calculation of Electrode ConsumptionДокумент9 страниц4.2. Consumable Consumption and Welding Time 4.2.1 Calculation of Electrode ConsumptionNejat Ababay50% (2)
- Welded Tube PDFДокумент17 страницWelded Tube PDFhirenkumar patelОценок пока нет
- Calculate Stick Electrode Requirement for 851kg WeldДокумент2 страницыCalculate Stick Electrode Requirement for 851kg WeldMOHAN0% (1)
- Costing FormatДокумент3 страницыCosting FormatdavОценок пока нет
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFДокумент1 страницаWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmОценок пока нет
- Weld CalculatorДокумент6 страницWeld Calculatorshahid khanОценок пока нет
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Документ41 страницаPressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- 1 Piping CostingДокумент33 страницы1 Piping Costingamoldhole97% (34)
- Estimating Welding CostsДокумент41 страницаEstimating Welding CostsAnonymous 7yN43wjl100% (1)
- Introduction To Cost Estimating Lec 2Документ36 страницIntroduction To Cost Estimating Lec 2Arwa HusseinОценок пока нет
- Introduction To Cost Estimating Lec 1Документ146 страницIntroduction To Cost Estimating Lec 1Arwa HusseinОценок пока нет
- Operating FactorДокумент9 страницOperating Factormekhman mekhtyОценок пока нет
- Determining The Cost of WeldingДокумент19 страницDetermining The Cost of WeldingkapurrrnОценок пока нет
- Welding Cost Managment Layout ModifiedДокумент13 страницWelding Cost Managment Layout ModifiedmrОценок пока нет
- Welding Costs: Job KnowledgeДокумент3 страницыWelding Costs: Job KnowledgeMuhammed Sulfeek100% (1)
- Demo Weld Cost Calc XL (Recovered)Документ9 страницDemo Weld Cost Calc XL (Recovered)Bhagyesh B. MaskeОценок пока нет
- Welding Cost Estimating: Lecture No 3 DR Arwa HusseinДокумент42 страницыWelding Cost Estimating: Lecture No 3 DR Arwa HusseinArwa HusseinОценок пока нет
- Demo Weld Cost Calc XLДокумент9 страницDemo Weld Cost Calc XLharry_1981Оценок пока нет
- The Economics of HardfacingДокумент6 страницThe Economics of Hardfacingemad sabri100% (1)
- Machining EconomicsДокумент16 страницMachining Economicskibwanajuma4956Оценок пока нет
- ME6005 Process Planning Cost Estimation CalculationДокумент13 страницME6005 Process Planning Cost Estimation CalculationArshad RSОценок пока нет
- Weld Cost Calc XLДокумент10 страницWeld Cost Calc XLSusheel ShuklaОценок пока нет
- The Economics of Hardfacing: Home PageДокумент10 страницThe Economics of Hardfacing: Home PageJR ZookОценок пока нет
- A Paper On Al Base Alloys (UddheleomVancron) AeroДокумент11 страницA Paper On Al Base Alloys (UddheleomVancron) AeroAVINASHОценок пока нет
- Ch7 MachineOpsДокумент26 страницCh7 MachineOpsمحمد فطري فيك نظامОценок пока нет
- Job Knowledge 96Документ3 страницыJob Knowledge 96Mehmet SoysalОценок пока нет
- L9. Economics of Metal Cutting1Документ40 страницL9. Economics of Metal Cutting1Fasil Getachew100% (1)
- Post Midsem Portions-LlДокумент49 страницPost Midsem Portions-LlrskvDYОценок пока нет
- Just Notes - SeleniumДокумент2 страницыJust Notes - SeleniumAnkur25Оценок пока нет
- Expansion BellowsДокумент41 страницаExpansion BellowsAnkur25Оценок пока нет
- Welding Research InstituteДокумент81 страницаWelding Research InstituteAnkur25100% (1)
- Astm 262 PDFДокумент19 страницAstm 262 PDFiyam75% (4)
- Anodizing 2Документ25 страницAnodizing 2Valeria Rueda100% (1)
- AB-522 Standard Pneumatic Test Procedure RequirementsДокумент16 страницAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerОценок пока нет
- Sample TC's of Stainless Steels.Документ11 страницSample TC's of Stainless Steels.Ankur25Оценок пока нет
- Corrosion Intergranular ASTM A262Документ4 страницыCorrosion Intergranular ASTM A262JaviTron74100% (1)
- Pipe Weld Inspection Standard NiroДокумент13 страницPipe Weld Inspection Standard NiroAnkur25Оценок пока нет
- Testing of Austenitic Stainless SteelsДокумент64 страницыTesting of Austenitic Stainless SteelsmirelamanteamirelaОценок пока нет
- Welding TechnologyДокумент62 страницыWelding TechnologyAnkur25Оценок пока нет
- Guidelines On The Handling of Rolling Bearings: Storage and Storage PeriodДокумент2 страницыGuidelines On The Handling of Rolling Bearings: Storage and Storage PeriodAnkur25Оценок пока нет
- BS en 1092 PN16 Flange DimensionsДокумент2 страницыBS en 1092 PN16 Flange DimensionsAnkur25100% (1)
- Lincoln Electric Welding Stick Maual c210Документ48 страницLincoln Electric Welding Stick Maual c210Kaan çelikoğlu100% (1)
- Welding TechnologyДокумент62 страницыWelding TechnologyAnkur25Оценок пока нет
- Ankur PPT of Mohanjo DaroДокумент18 страницAnkur PPT of Mohanjo DaroAnkur25Оценок пока нет
- The Anti CEO PlaybookДокумент8 страницThe Anti CEO Playbookcherry africaОценок пока нет
- Confidential Term Sheet for $750K Convertible Note OfferingДокумент1 страницаConfidential Term Sheet for $750K Convertible Note OfferingbrentbushnellОценок пока нет
- (Released To Production) PDFДокумент4 страницы(Released To Production) PDFdianelys SivadaОценок пока нет
- Role of MIDC in Industrial Infrastructure Development in MaharashtraДокумент13 страницRole of MIDC in Industrial Infrastructure Development in MaharashtradnyanmayiОценок пока нет
- International Political Economy: Prof. Ahmed ElhusseinДокумент65 страницInternational Political Economy: Prof. Ahmed Elhusseinahmed100% (1)
- KaizenДокумент13 страницKaizenVlado RadicОценок пока нет
- Indonesia Taxation Quarterly Report 2019 - I: ForewordДокумент47 страницIndonesia Taxation Quarterly Report 2019 - I: ForewordDaisy Anita SusiloОценок пока нет
- Vechicle Rental ModulesДокумент3 страницыVechicle Rental ModulesKeerthi Vasan LОценок пока нет
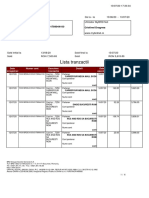
- Lista Tranzactii: Cristinel Dragnea RO81BRDE410SV31789944100 RON Cristinel DragneaДокумент6 страницLista Tranzactii: Cristinel Dragnea RO81BRDE410SV31789944100 RON Cristinel DragneaSebastian PSОценок пока нет
- Managing Theatre Resources Post-COVIDДокумент17 страницManaging Theatre Resources Post-COVIDIbironke ShalomОценок пока нет
- Marketing Management Strategies and PlansДокумент39 страницMarketing Management Strategies and PlansErlita KusumaОценок пока нет
- UPP TDS EP241N+ (Trial) EnglishДокумент1 страницаUPP TDS EP241N+ (Trial) EnglishRula SiuОценок пока нет
- Senior QA Automation EngineerДокумент3 страницыSenior QA Automation EngineerMihaela AvramОценок пока нет
- Lean Production: Ron Tibben-LembkeДокумент36 страницLean Production: Ron Tibben-LembkeamorntepОценок пока нет
- Filipinos' Biggest Concern is InflationДокумент2 страницыFilipinos' Biggest Concern is InflationPrences Jhewen Albis100% (3)
- Annexure A - Ritesh Tandon - Morgan Stanley (31VLK)Документ1 страницаAnnexure A - Ritesh Tandon - Morgan Stanley (31VLK)Ritesh TandonОценок пока нет
- IGCSE Business Studies - AccountsДокумент53 страницыIGCSE Business Studies - Accountsdenny_sitorusОценок пока нет
- Talent AcquisitionДокумент10 страницTalent AcquisitionSweety AghiОценок пока нет
- Getting ready for NZ IFRS 16 leases checklistДокумент1 страницаGetting ready for NZ IFRS 16 leases checklistUsman FiazОценок пока нет
- Puerto Galera MUNICIPAL ORDINANCE NO.2011-02 - MUNICIPAL ZONING ORDINANCE (2011)Документ33 страницыPuerto Galera MUNICIPAL ORDINANCE NO.2011-02 - MUNICIPAL ZONING ORDINANCE (2011)Gabriel Achacoso MonОценок пока нет
- Pre-Bid Meeting Presentation - Heavy EquipmentДокумент12 страницPre-Bid Meeting Presentation - Heavy EquipmentNanangОценок пока нет
- 2021 07 24 - Statement 1.pdf PDF ExpertДокумент2 страницы2021 07 24 - Statement 1.pdf PDF ExpertMiki CristinaОценок пока нет
- 3 Ethical and Unethical CommunicationДокумент38 страниц3 Ethical and Unethical CommunicationMark225userОценок пока нет
- Hilton Chapter 4 Prerecorded LectureДокумент12 страницHilton Chapter 4 Prerecorded Lecturesunq hccnОценок пока нет
- Chapter 3 ExercisesДокумент6 страницChapter 3 ExercisesZaffirОценок пока нет
- Asset Management - Overview, Principles and Terminology: Draft International Standard Iso/Dis 55000Документ25 страницAsset Management - Overview, Principles and Terminology: Draft International Standard Iso/Dis 55000Peter Guerrero BacaОценок пока нет
- Impact of Bread and Pastry Production on StudentsДокумент12 страницImpact of Bread and Pastry Production on StudentsCRISZIA MAE GUALDAJARA FLORES100% (8)
- Court of Appeals Reverses RTC Ruling in Lease DisputeДокумент37 страницCourt of Appeals Reverses RTC Ruling in Lease DisputeAn DinagaОценок пока нет
- U.N. Approved Boxes For DGR PackagingДокумент8 страницU.N. Approved Boxes For DGR PackagingMr. Abid KhanОценок пока нет
- Cooking RubricsДокумент3 страницыCooking RubricsAndrea Mae ArtiendaОценок пока нет