Вам также может понравиться
- Combined Footing Design: ASDIP Foundation 3.2.2Документ4 страницыCombined Footing Design: ASDIP Foundation 3.2.2Rodain NajjarОценок пока нет
- Two Way Slabs PDFДокумент5 страницTwo Way Slabs PDFmathuОценок пока нет
- Type FRB1. 333 Ton Free Sliding Bearing DesignДокумент8 страницType FRB1. 333 Ton Free Sliding Bearing DesignAnkush SharmaОценок пока нет
- A Bridge RuleДокумент120 страницA Bridge RulemanishОценок пока нет
- Summary Safe of Structural Design of Box and WallДокумент7 страницSummary Safe of Structural Design of Box and WallRatul PalodhiОценок пока нет
- Truss Bridge Steel Members Design As Per IRS CodeДокумент96 страницTruss Bridge Steel Members Design As Per IRS CodeStructural SpreadsheetsОценок пока нет
- Bow String Girder Steel Members Design As Per IRC CodeДокумент967 страницBow String Girder Steel Members Design As Per IRC CodeStructural SpreadsheetsОценок пока нет
- Jim CK Load - Calc 052611Документ19 страницJim CK Load - Calc 052611GSVОценок пока нет
- RetainingWall SBC 150Документ35 страницRetainingWall SBC 150Elvis GrayОценок пока нет
- Elastomeric Bearing Design for Solid Slab Decking SpanДокумент8 страницElastomeric Bearing Design for Solid Slab Decking SpanCivil MexОценок пока нет
- Beam Design and Vibration AnalysisДокумент9 страницBeam Design and Vibration AnalysisjatinОценок пока нет
- Plate Girder Bridge BOMДокумент8 страницPlate Girder Bridge BOMankitОценок пока нет
- Bolted ConnectionsДокумент1 страницаBolted ConnectionsManju BirjeОценок пока нет
- 2850-1992 KN S (Type - A1) Span P 51 Anti Uplift ArrangementДокумент9 страниц2850-1992 KN S (Type - A1) Span P 51 Anti Uplift ArrangementGaurav PatilОценок пока нет
- Design of Elastomeric BearingsДокумент6 страницDesign of Elastomeric BearingsHarshitha GaneshОценок пока нет
- Concrete slab strengthening designДокумент4 страницыConcrete slab strengthening designSherwin CairoОценок пока нет
- Influencelines Lineas de InfluenciaДокумент6 страницInfluencelines Lineas de InfluenciaMarlon MartinezОценок пока нет
- Free POT/PTFE BearingДокумент25 страницFree POT/PTFE BearingZakee MohamedОценок пока нет
- Elastomercic Bearing DN (14+872 MNB)Документ19 страницElastomercic Bearing DN (14+872 MNB)Ankur ChauhanОценок пока нет
- Analysis and Design of Abutment.Документ18 страницAnalysis and Design of Abutment.rakesh yadavОценок пока нет
- Base Plate BiaxilДокумент19 страницBase Plate BiaxilGunjan KolarkarОценок пока нет
- CribДокумент1 страницаCribskumarsrОценок пока нет
- Industrial ShedДокумент8 страницIndustrial ShedHiren DesaiОценок пока нет
- 36 MTR SpanДокумент13 страниц36 MTR SpanAnonymous sfkedkymОценок пока нет
- 39 M Deck Type Truss Bridge - ConnectionДокумент1 страница39 M Deck Type Truss Bridge - Connectionvibishnan100% (1)
- Calculation of loads and stresses for a 16.5m steel girder bridge spanДокумент1 страницаCalculation of loads and stresses for a 16.5m steel girder bridge spansups madiОценок пока нет
- Design of Circular Pile Cross SectionДокумент4 страницыDesign of Circular Pile Cross Sectionkarthikmr85Оценок пока нет
- I. Partial Safety Factors: II. Section PropertiesДокумент150 страницI. Partial Safety Factors: II. Section Propertiespinakin nikash100% (1)
- R4B01 Itd CV Bas 401 Des 4026 PDFДокумент16 страницR4B01 Itd CV Bas 401 Des 4026 PDFSayantan PaulОценок пока нет
- Detailed Design of Free Pot BearingДокумент7 страницDetailed Design of Free Pot BearingDevesh SinghОценок пока нет
- Design of Flexible End Plate ConnectionsДокумент35 страницDesign of Flexible End Plate ConnectionsARUNKUMAR KОценок пока нет
- Static Analysis On Tied Arch BridgeДокумент7 страницStatic Analysis On Tied Arch BridgeIJRASETPublicationsОценок пока нет
- Analysis of prestressed solid and voided slab bridgeДокумент7 страницAnalysis of prestressed solid and voided slab bridgeankitОценок пока нет
- Technical Checks of Structural Members in Bridges Piles: Sl. No. DescriptionДокумент6 страницTechnical Checks of Structural Members in Bridges Piles: Sl. No. DescriptionAshutosh RawatОценок пока нет
- FULL VS PARTIAL HEIGHT RE WALL COSTSДокумент2 страницыFULL VS PARTIAL HEIGHT RE WALL COSTSNaresh SharmaОценок пока нет
- Box Type Abutment DesignДокумент23 страницыBox Type Abutment Designsanjay verma100% (2)
- Pile Design SpreadsheetДокумент180 страницPile Design SpreadsheetsubamanivelОценок пока нет
- RESULT-Pile Group-276+778-AbutmentДокумент807 страницRESULT-Pile Group-276+778-AbutmentPraveen CyssanОценок пока нет
- 498 Plate Girder CombinedДокумент1 страница498 Plate Girder CombinedYash DhabaliaОценок пока нет
- Design of Pile Cap Using Strut and Tie ModelДокумент159 страницDesign of Pile Cap Using Strut and Tie ModelLavender HoneyОценок пока нет
- POT Design R0Документ9 страницPOT Design R0VB665Оценок пока нет
- Optimization PSC Bridge An ExampleДокумент13 страницOptimization PSC Bridge An Exampleani4576Оценок пока нет
- Analysis of slab culvert bridges using two methodsДокумент7 страницAnalysis of slab culvert bridges using two methodsjeeva anandОценок пока нет
- Post-Tensioning Format For Pc-Girder General InformationДокумент1 страницаPost-Tensioning Format For Pc-Girder General InformationTirthajit RoyОценок пока нет
- Column Interaction DiagramДокумент4 страницыColumn Interaction DiagramankitОценок пока нет
- Fix Base As Per Is Code - Seismic DetailingДокумент1 страницаFix Base As Per Is Code - Seismic DetailingrohitnrgОценок пока нет
- Construction of Grade Separator Pier Cap Beam DesignДокумент4 страницыConstruction of Grade Separator Pier Cap Beam Designmohana tОценок пока нет
- Rectangular Ground Supported Tank Impulsive and Convective Forces (For Reference)Документ28 страницRectangular Ground Supported Tank Impulsive and Convective Forces (For Reference)Hari prasad GaddamОценок пока нет
- Analysis of T-Beam: Nos in Layer 1 Nos in Layer2Документ46 страницAnalysis of T-Beam: Nos in Layer 1 Nos in Layer2Kanaiyalal N. ShethОценок пока нет
- IS 1343 Bursting and bearing reinforcement calculationsДокумент2 страницыIS 1343 Bursting and bearing reinforcement calculationsArun KumarОценок пока нет
- BA 001 R0A (Without Mezzanine)Документ1 страницаBA 001 R0A (Without Mezzanine)Muhammad Hassan TariqОценок пока нет
- Chapter 10 Design of Prestressed 761661594169023Документ15 страницChapter 10 Design of Prestressed 761661594169023Puzzle ArtsОценок пока нет
- Pot Bearing DrawingДокумент1 страницаPot Bearing DrawingMiguel Belda DiezОценок пока нет
- TS 60-300 Floor Deck Profile Data Sheet - 2013Документ5 страницTS 60-300 Floor Deck Profile Data Sheet - 2013maheshbandhamОценок пока нет
- Comparative Finite Element Analysis of Pikotek VCS and RTJ PDFДокумент28 страницComparative Finite Element Analysis of Pikotek VCS and RTJ PDFAbigor45Оценок пока нет
- Cost Comparison PCC Vs RCC ReturnДокумент3 страницыCost Comparison PCC Vs RCC Returndesign MridcОценок пока нет
- Load calculation and section properties for ROB designДокумент121 страницаLoad calculation and section properties for ROB designEr Navneet JassiОценок пока нет
- Br. No.-312 AДокумент99 страницBr. No.-312 AShashibhushan SinghОценок пока нет
- Revised Foundation For 315 Mva Transformer. 28-10-09 - ModelДокумент1 страницаRevised Foundation For 315 Mva Transformer. 28-10-09 - ModelIrshad KhanОценок пока нет
- Thickness Cal. Fo DM Water Storage Tank-API 650Документ15 страницThickness Cal. Fo DM Water Storage Tank-API 650Jose Rodriguez50% (2)
- Raft Design Sheet.Документ106 страницRaft Design Sheet.Ankit SuriОценок пока нет
- Book 1Документ1 страницаBook 1Ankit SuriОценок пока нет
- RMSA (2+2) SCHOOL ConcreteДокумент2 страницыRMSA (2+2) SCHOOL ConcreteAnkit SuriОценок пока нет
- Sikament HE200: Super Plasticiser/AcceleratorДокумент2 страницыSikament HE200: Super Plasticiser/AcceleratorAnkit SuriОценок пока нет
- Indian Concrete CodeДокумент25 страницIndian Concrete CodePiv0terОценок пока нет
- Rmsa School SteelДокумент16 страницRmsa School SteelAnkit SuriОценок пока нет
- Jindal SHS and RHSДокумент16 страницJindal SHS and RHSSham SuriОценок пока нет
- Pubinbiss03is 875 3 1987 PDFДокумент67 страницPubinbiss03is 875 3 1987 PDFAnkit SuriОценок пока нет
- IRC 6-1966 Standard Specifications for Road Bridge Loads and StressesДокумент40 страницIRC 6-1966 Standard Specifications for Road Bridge Loads and StressesArun Ks100% (2)
- JAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSДокумент4 страницыJAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSAnkit SuriОценок пока нет
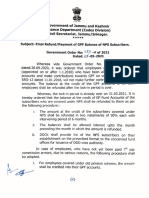
- Department (Codes Division) : Subject:-Final Refund/Payment of GPF Balance of NPS SubscribersДокумент3 страницыDepartment (Codes Division) : Subject:-Final Refund/Payment of GPF Balance of NPS SubscribersAnkit SuriОценок пока нет
- Raft Design Sheet.Документ106 страницRaft Design Sheet.Ankit SuriОценок пока нет
- An 150 9001Документ2 страницыAn 150 9001Ankit SuriОценок пока нет
- JAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSДокумент4 страницыJAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSAnkit SuriОценок пока нет
- JAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSДокумент4 страницыJAMMU AND KASHMIR POWER DEVELOPMENT CORPORATION BEARING CAPACITY TEST REPORTSAnkit SuriОценок пока нет
- IS-13920 2016 AmendmentsДокумент14 страницIS-13920 2016 AmendmentsShakil Akhter100% (4)
- 10column SteelДокумент1 страница10column SteelAnkit SuriОценок пока нет
- Truss CalculationsДокумент16 страницTruss CalculationsAnkit SuriОценок пока нет
- SampleДокумент14 страницSampleAnkit SuriОценок пока нет
- Essential Roof Truss Design TermsДокумент45 страницEssential Roof Truss Design TermsAnkit SuriОценок пока нет
- Is 1893 - 1 2002Документ41 страницаIs 1893 - 1 2002kumardbgОценок пока нет
- 7 SizeДокумент1 страница7 SizeAnkit SuriОценок пока нет
- 30,000Документ3 страницы30,000Ankit SuriОценок пока нет
- Wind Speed Map IndiaДокумент12 страницWind Speed Map IndiaAn1rudh_Sharma100% (1)
- Raft Design Sheet.Документ59 страницRaft Design Sheet.Ankit SuriОценок пока нет
- Digital Sign PrintДокумент1 страницаDigital Sign PrintAnkit SuriОценок пока нет
- QhlogsДокумент1 страницаQhlogsMohit KoladiaОценок пока нет
- 3column SteelДокумент1 страница3column SteelAnkit SuriОценок пока нет
- Short Term Deflection: CK y ST SC C SДокумент6 страницShort Term Deflection: CK y ST SC C SAnkit SuriОценок пока нет
- NBFM Elevation ViewДокумент1 страницаNBFM Elevation ViewAnkit SuriОценок пока нет
- CRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)Документ3 страницыCRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)azharbОценок пока нет
- Companyprofile For Executives15pagesR1Документ15 страницCompanyprofile For Executives15pagesR1Venus AndromadagalaxyОценок пока нет
- Repair and Reinforcing Techniques for Steel ComponentsДокумент108 страницRepair and Reinforcing Techniques for Steel ComponentsValy CoulibalyОценок пока нет
- CHEMISTRY PROFESSIONAL ACT RA 10657Документ5 страницCHEMISTRY PROFESSIONAL ACT RA 10657Shai Sta CatalinaОценок пока нет
- Geran Penyelidikan Fundamental Ipta (FRGS) Fasa 2/2007 Universiti Teknologi Mara (Uitm) Senarai Yang Berjaya BagiДокумент12 страницGeran Penyelidikan Fundamental Ipta (FRGS) Fasa 2/2007 Universiti Teknologi Mara (Uitm) Senarai Yang Berjaya BagiFadzila AzniОценок пока нет
- Transdermal Drug Delivery System ReviewДокумент8 страницTransdermal Drug Delivery System ReviewParth SahniОценок пока нет
- Welding examination and postweld heat treatment requirementsДокумент2 страницыWelding examination and postweld heat treatment requirementssanketОценок пока нет
- Food Processing and Preservation Technology (CFB 30004) Unikl Lab Manual MicetДокумент4 страницыFood Processing and Preservation Technology (CFB 30004) Unikl Lab Manual MicetNurul SyafiqahОценок пока нет
- 1967 US Army Vietnam War Explosives and Demolitions 187pДокумент186 страниц1967 US Army Vietnam War Explosives and Demolitions 187pwwwsurvivalebookscomОценок пока нет
- 05.09.21 OSR - CO-SC Jee Adv 2020 P1 GTA-28 (P-I) QPДокумент17 страниц05.09.21 OSR - CO-SC Jee Adv 2020 P1 GTA-28 (P-I) QPRahul RanjanОценок пока нет
- Catalog: PrefaceДокумент155 страницCatalog: PrefaceTalita Yasmin TalitaОценок пока нет
- A Review On Hybrid Laser Arc WeldingДокумент22 страницыA Review On Hybrid Laser Arc WeldingAkshay AcchuОценок пока нет
- Bpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Документ1 страницаBpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Amol TupeОценок пока нет
- Spirax Sarco SV74 SeriesДокумент2 страницыSpirax Sarco SV74 Series20040384iОценок пока нет
- Density Tower-Sphsummer 2Документ3 страницыDensity Tower-Sphsummer 2api-322723623Оценок пока нет
- Topic 2 SimpleDistillationДокумент52 страницыTopic 2 SimpleDistillationJA NableОценок пока нет
- Econo SprayДокумент1 страницаEcono SprayEliasОценок пока нет
- VMP Manual PDFДокумент106 страницVMP Manual PDFkikiОценок пока нет
- IR Spectroscopy Problem Set 1Документ0 страницIR Spectroscopy Problem Set 1Jules BrunoОценок пока нет
- General Chemistry II Module on Intermolecular ForcesДокумент5 страницGeneral Chemistry II Module on Intermolecular ForcesJerry De Leon TaayОценок пока нет
- Shell Corena S4 R 68 MSDSДокумент7 страницShell Corena S4 R 68 MSDSNg Thiam YongОценок пока нет
- GM 9984001Документ3 страницыGM 9984001Felipe De la cruzОценок пока нет
- Ocean Pollution ThesisДокумент7 страницOcean Pollution Thesisjenniferslatteryranchocucamonga100% (2)
- DilutionДокумент12 страницDilutioncristina tina100% (1)
- Glyconutrients and MannatechДокумент5 страницGlyconutrients and MannatechJillyStoneyОценок пока нет
- Dod Ammunition and Explosives Safety StandardsДокумент537 страницDod Ammunition and Explosives Safety StandardsMehmet Ali TahancalioОценок пока нет
- Alcor Atf Super - enДокумент2 страницыAlcor Atf Super - enronaldОценок пока нет
- IMA MCQsДокумент18 страницIMA MCQsPCOP Pharmacy100% (1)
- s15 Miller Chap 5b LectureДокумент22 страницыs15 Miller Chap 5b LecturesilviaОценок пока нет
- Pipe Hanger CatalogДокумент228 страницPipe Hanger CatalogIldefonso FloresОценок пока нет