Вам также может понравиться
- Plantilla MRP Planificación de Requerimientos de MaterialДокумент2 страницыPlantilla MRP Planificación de Requerimientos de MaterialFabiana RamirezОценок пока нет
- Lean Construction y La Planificación ColaborativaДокумент130 страницLean Construction y La Planificación Colaborativapedro stinker100% (1)
- Formato Plan de CalidadДокумент12 страницFormato Plan de Calidadjennifer100% (3)
- Velocidad Critica en Un Molino de BolasДокумент2 страницыVelocidad Critica en Un Molino de BolasEliana Castillo Vergara71% (7)
- Conferencia de Andrea SimoneДокумент56 страницConferencia de Andrea SimoneAnimus One TigerОценок пока нет
- Francisco Javier Orbegozo DomínguezДокумент13 страницFrancisco Javier Orbegozo Domínguezgabiitallerena100% (2)
- Metodo de KernДокумент10 страницMetodo de KernEliana Castillo VergaraОценок пока нет
- Destilación ExtractivaДокумент8 страницDestilación ExtractivaEliana Castillo VergaraОценок пока нет
- Destilación ExtractivaДокумент8 страницDestilación ExtractivaEliana Castillo VergaraОценок пока нет
- SOPLADOДокумент26 страницSOPLADOEliana Castillo Vergara0% (1)
- Historia de La Calidad en ColombiaДокумент2 страницыHistoria de La Calidad en ColombiaEliana Castillo VergaraОценок пока нет
- Presentación de Accidente Mortal en MineriaДокумент20 страницPresentación de Accidente Mortal en MineriaJesus Vargas100% (1)
- SacyrДокумент9 страницSacyrAbdiel Isai Castro RamirezОценок пока нет
- Porche de TabelonesДокумент3 страницыPorche de TabelonesLuis PáezОценок пока нет
- Informe N°04-2023Документ3 страницыInforme N°04-2023FREDY ORTIZ ASCARZAОценок пока нет
- SEG-NOR-017 Andamios y Escaleras ABДокумент9 страницSEG-NOR-017 Andamios y Escaleras ABFRANKLIN TENECELAОценок пока нет
- Tarea Supervision de Obra y Residencia de Obra Tania Leòn CisnerosДокумент10 страницTarea Supervision de Obra y Residencia de Obra Tania Leòn CisnerosNayeli G Garcia De los santosОценок пока нет
- Acta de Responsabilidad de DiseñosДокумент5 страницActa de Responsabilidad de DiseñosWilther Antonio Avendaño RoblesОценок пока нет
- 018 Req Volquete, Moto y CargadorДокумент6 страниц018 Req Volquete, Moto y CargadorYovany torresОценок пока нет
- Charla Odi JornalДокумент2 страницыCharla Odi JornalJavier Enrique Méndez100% (1)
- Contenidos Salfacorp La Industria de La Construcción Unidades de Negocio Antecedentes Financieros Capítulo 01 Capítulo 02 Capítulo 03 Capítulo 04Документ28 страницContenidos Salfacorp La Industria de La Construcción Unidades de Negocio Antecedentes Financieros Capítulo 01 Capítulo 02 Capítulo 03 Capítulo 04Cristian Proyecting PeruОценок пока нет
- Brochure Business COMPANY PCAДокумент21 страницаBrochure Business COMPANY PCAJuan Carlos ArevaloОценок пока нет
- Tarjeta de Presentacion de Erh Constructores SacДокумент12 страницTarjeta de Presentacion de Erh Constructores SacCarlos HuaranccaОценок пока нет
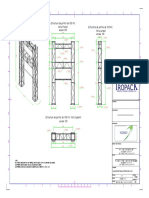
- Estructura 13.8 KV InternegySPT-ModelДокумент1 страницаEstructura 13.8 KV InternegySPT-ModelEli HerreraОценок пока нет
- Consultas AEAT Inversión Sujeto Pasivo IVAДокумент6 страницConsultas AEAT Inversión Sujeto Pasivo IVAprd84Оценок пока нет
- Folleto Segunda Especialidad - BimДокумент9 страницFolleto Segunda Especialidad - BimAndrews Alexander Erazo RondinelОценок пока нет
- Historia de ArgosДокумент3 страницыHistoria de ArgosLigia TabaresОценок пока нет
- 000.653.3303 AndamiosДокумент17 страниц000.653.3303 AndamiosDanielito Aedo QuirozОценок пока нет
- Informe de Supervision Tecnica 2020-10-08Документ35 страницInforme de Supervision Tecnica 2020-10-08Niko RuizОценок пока нет
- Construcciones I PDFДокумент18 страницConstrucciones I PDFANDREA LUBIA ALFARO VENTOCILLAОценок пока нет
- Porductos Especiales de Concreto Oct.01Документ1 страницаPorductos Especiales de Concreto Oct.01Noe David Ren MateoОценок пока нет
- Base TanqueДокумент11 страницBase TanqueFamilia Viveros CáceresОценок пока нет
- Rawelt Condulet Ficha Tecnica 1Документ1 страницаRawelt Condulet Ficha Tecnica 1Anabel Hernández DíazОценок пока нет
- Expedintillo CocheraДокумент3 страницыExpedintillo Cocherajosef carbajal peñaОценок пока нет
- Ficha Tecnica Teja Ondulada Perfil 10 PDFДокумент2 страницыFicha Tecnica Teja Ondulada Perfil 10 PDFTaniaОценок пока нет
- Trabajo de RendimientoДокумент227 страницTrabajo de RendimientoFran Romero100% (2)