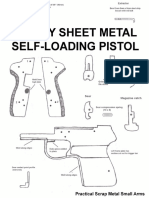
The DIY Sheet Metal Self-Loading Pistol
Practical Scrap Metal Small Arms
Plans on pages 12 to 15
Introduction
The pistol design described in this publication is constructed almost entirely from sheet metal and bar
stock, allowing for quick and simplified construction without the use of a milling machine or lathe. It is a
semi-automatic, hammer fired, straight blow-back design and at 5 inches long, comparable in size
to the alther !!".
For legal purposes, the demonstration prototype pictured was built as a non-firearm dummy replica
which can only fire 8mm blank rounds used in model guns. It was made with a non-functioning dummy
'barrel' permanently destroyed and welded to the frame. The resulting blank replica is good enough to
simulate firing and to evaluate the overall mechanical functionality of the pistol's design. If the reader
chooses to build a functioning firearm where legally permitted, the general design would be ideally
suited for .! "#$.
%For academic study purposes only&
%The pistol fully disassembled ' note the low number of components.&
%(ummy blank barrel of demonstration prototype pictured&
%"n added function of the maga)ine's follower allows for automatic hold-open when maga)ine is empty&
Design adantages
- #an be constructed with $ery limited tools and without the use of a lathe or milling machine
- %oose design tolerances allow plenty of leeway for mistakes and hand-fitting
- &ses a $ery simple fi'ed e'tractor and contains no separate e(ector
- )lide is laminated from sheet metal and bar stock rather than being machined from one piece
- #ontains a $ery minimal number of components
* magazine from an +mm starting pistol was used to speed up the design process for the prototype. *
self built alternati$e can be formed from thin sheet metal ,dimensions ha$e been included- or the
frame and magazine catch adapted to suit a magazine from another pistol.
In the name of demonstrating minimum functionality, the finished pistol pictured was left .in the white.
without any finishing. It is up to the indi$idual builder to optionally impro$e upon it.s cosmetics with the
addition of wood or plastic grip panels and further hand finishing of each component.
Tools!
"ac#sa$
Angle grinder
"and-drill or drill-press
%iles
&elder
'mm and (mm hand taps
Dremel ) rotar* tool +optional,
Materials!
1( gauge +2mm, mild steel sheet
11 gauge +'mm, mild steel sheet
1)(- +.mm, mild steel plate
5)/- +1.mm, mild steel 0ar
5)'2- +(mm, siler steel ) hardened steel 0ar
1ompression springs
Spring steel music $ire
m( and m' 0olts
Tools and 1onstruction Techni2ues
The /I0 )heet 1etal )elf-%oading !istol requires $ery little in the way of tools to construct. 2o lathe or
milling machine is required 3 instead a number of techniques intended to simulate these are employed
using much more affordable tools.
*n angle grinder is the poor man.s milling machine. It is this highly $ersatile tool that is used to grind
the magazine cuts in the bolt piece using a 4mm grinding disc, which are then hand neatened using a
file. hen fitted with a 5mm slitting disc it can quickly cut and shape the sheet metal pieces where a
hacksaw and file, while perfectly do-able, would be relati$ely time consuming. 6ust about any
component produced with a milling machine or lathe can be replicated using a cheap angle grinder, of
which can be purchased for not much more than the cost of a couple of decent files.
* basic arc 7 stick welder was also used for construction of the frame and slide. *t present se$eral
affordable budget models are widely a$ailable for purchase $ia the internet.
8or drilling deep holes with accuracy, a drill press with titanium or cobalt drill bits is ideal. *lternati$ely,
an electric hand drill combined with a stand can be used, though the higher speed and wobble will
increase drilling time. *s with other tools, se$eral $ery affordable drill presses are a$ailable online.
Design formula
The pistol is constructed using steel parts of $arious thickness laminated in the following manor9
The frame!
8rame side plates9 5: gauge ,;mm- ' ;
<ammer assembly housing plates9 5: gauge ,;mm- ' ;
8ire control components and trigger9 57:= ,>mm-
Trigger guard 7 frame wall strip9 5?mm ' ;mm
,5:mm o$erall width-
Slide assem0l*!
)lide side plates9 55 gauge ,4mm- ' ;
@reech piece9 57+= ,5>mm- diameter ,sides ground flat to 55mm-
,;5.5mm to ;;mm o$erall width-
3arrel assem0l*
@arrel9 57+= ,5>mm- diameter ,sides ground down flat to 55mm-
@arrel lug9 57:= ,>mm-
,@arrel is centrally in-line with breech piece-
4erie$ of main components and their construction
%rame ) 5eceier
The frame, or recei$er of the pistol is comprised of two 5: gauge ,;mm- sheet metal pieces and a
single 5?mm strip bent to form the front magazine-well wall, trigger guard and spring channel. The
guide rails for the slide are formed by welding a continuous bead along the top each side then grinding
to shape using an angle grinder or dremel type rotary tool. * large cut is made on the left frame panel
to accommodate passage of the trigger bar. The spring channel is completed by welding on an
additional piece of steel abo$e the trigger guard loop.
The .barrel. on the demonstration prototype pictured is a non-functioning dummy chambered for +mm
blanks used in model guns. /irectly in front of the chamber is an upwards $ent hole. The remaining
o$ersized 5;mm diameter portion of the dummy barrel is blocked by a 5;mm hardened steel spike
pinned and welded in place followed by se$eral horizontal bars and holes drilled into it from below.
The entire dummy barrel is permanently pinned and welded in place. @uilt in this configuration the
pistol is not legally considered a firearm in most places. Ather than this, the design of the pistol itself
and all dimensions pro$ided are ideally suited to the .;5 *#! cartridge should the appropriate barrel
blank or liner be incorporated.
%ire control pac#
The fire control pack consists of two pieces of 5: gauge ,;mm- sheet steel into which the hammer,
sear and magazine release catch are housed. hen inserted, each pi$ots on beheaded 5?mm long
m: bolts which are threaded and epo'ied into one side of the trigger pack to create fi'ed pins. To
enclose this assembly, two continuous weld beads are made along the back inner edge of each side
plate as well as a .blob. of weld opposite. *ll welds are ground down to a height of 4mm on each side
to allow the free mo$ement of the inner components.
The hammer, sear and magazine catch are made from 57:= ,>mm- thick steel and are hand-fitted to
operate freely when the pack is closed and inserted into the pistol.s frame. The hammer.s coil spring is
bent from a length of strong spring steel music wire ,5B gauge C- and the sear and magazine catch
each accept a small compression spring. #uts are made in one side of the hammer using an angle
grinder and dremel to accommodate the hammer coil spring.
Trigger and disconnector assem0l*
The trigger assembly consists of a >mm thick block of aluminum, steel or plastic which is
slotted with an angle grinder to accommodate and enable mo$ement of the trigger bar under
spring tension. The entire assembly pi$ots $ia an m4 bolt.
Slide assem0l*
The slide assembly is constructed from two lengths of 55 gauge ,4mm- thick sheet metal strip, a
section of 57+= ,5>mm- steel bar for the breech piece and a front lug which is remo$able $ia four m:
bolts, allowing the pistol to be assembled and disassembled. Dach internal side of the slide panels
ha$e a shallow channel cut into them using an angle grinder to allow locking with the frame rails. An
one slide panel, a tab e'tends below which makes contact with and lowers the trigger bar out of
contact with the sear in order to allow it to re-engage the hammer when pulled back. Ance free
forward and backward mo$ement is established with the frame rails, the finished breech piece is
positioned centrally in-line with the barrel and is substantially welded in place.
3reech piece
The breech piece is made from a length of
5>mm mild steel bar. The face is produced
using a drill bit roughly equal to the back of
the cartridge you are using ,+.; in this
case-. It is then flattened using the same
diameter of drill bit but with the point ha$ing
been cut off lea$ing a flat grinding surface.
The firing pin hole is drilled at the face end
using a ;.5mm drill bit for 4mm deep then
drilled from the back using a :.;mm drill bit
to accommodate the :mm width of the firing
pin.
The firing pin itself is made from a section of 574;= ,:mm- sil$er steel 7 hardened steel rod. It is
retained and mo$es freely $ia a short m4 bolt passing through a slot filed into it. To machine the firing
pin to a consistent shape it can be rotated in a drill while using a file to simulate turning on a lathe.
The breech piece feed channels are ground to shape using an angle grinder fitted with a ;mm C
grinding disc then finished off using a file or dremel type rotary tool.
The e'tractor is simply a short strip of ;mm sheet steel bent into an .%. shape and held in place by an
m4 bolt. Ideally this should be constructed of spring steel and held in place with two bolts to ensure
durability, though regular mild steel will work. It can be make-shift hardened by heating until red then
quenching in salt water. *s an e'tractor is not essential for a blow-back design to work, it can be
optionally left out.
There is no separate e(ector incorporated into this design and instead the ne't round in the magazine
firmly .kicks. the e'pelled cartridge upwards.
Trigger operation
To test smooth mechanical functioning of the hammer, disconnector and sear, pull back the slide and
release. The hammer should now be cocked and can be released by pulling the trigger. It should fall
sharply. #ontinue to hold down the trigger while at the same time pull back and release the slide
again. The hammer should be re-cocked signalling that the disconnector bar has reset the sear by the
action of the slide tab lowering it. Eeleasing then pulling the trigger again should release the hammer
sharply as before. 8urther hand fitting and oiling should be employed if e'cess friction is encountered.
Plans
*ll pages included should be printed out on +.5 ' 55 &) letter paper. Dach component template is
drawn to scale and can be cut out and glued to their respecti$e thickness of material. 1ake sure the
ruler at the bottom left of each sheet is ; inches in length. *lternati$ely, enlarge the plans using a
computer program until the ruler is the correct length, then trace the parts needed o$er your
computer.s screen onto a sheet of paper.
Вам также может понравиться
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Документ24 страницы9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (211)
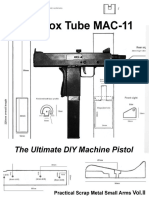
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Документ21 страницаThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFДокумент22 страницыThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (125)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Документ21 страницаDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Документ23 страницыThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (255)
- DIY Sheet Metal Derringers - Practical Scrap Metal Small Arms Vol.7Документ14 страницDIY Sheet Metal Derringers - Practical Scrap Metal Small Arms Vol.7VitalPDFs93% (454)
- The DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFДокумент23 страницыThe DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFBangBoomBang86% (167)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFДокумент23 страницыBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies86% (21)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Документ16 страницThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Документ37 страницThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- 9mm PistolДокумент24 страницы9mm PistolJall Desenvolvedor Web50% (4)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumДокумент23 страницыProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- Metralleta Casera Sin Torno TRADUCIDO AL FINALДокумент12 страницMetralleta Casera Sin Torno TRADUCIDO AL FINALMiguel Omar Pieszko100% (5)
- Expedient .22 W. SilencerДокумент18 страницExpedient .22 W. Silencerjohn doe67% (3)
- BSP SMG BookДокумент29 страницBSP SMG Bookbovine splendor90% (31)
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumДокумент15 страницProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- 6 in ShaperДокумент4 страницы6 in ShaperRed Warrant100% (1)
- Plans For Radial Drill Press PDFДокумент4 страницыPlans For Radial Drill Press PDFhightecrebel100% (1)
- Building: LatheДокумент60 страницBuilding: LathePierre799es86% (7)
- Building A Six-Inch Turret LatheДокумент5 страницBuilding A Six-Inch Turret LatheJan SteinmanОценок пока нет
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFДокумент2 страницыENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Bench MillДокумент2 страницыBench MillEdward Elric2Оценок пока нет
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersОт EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersРейтинг: 3.5 из 5 звезд3.5/5 (2)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverОт EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverОценок пока нет
- Modelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944От EverandModelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944Рейтинг: 5 из 5 звезд5/5 (1)
- 3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsОт Everand3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsОценок пока нет
- Modelling the late Panzerkampfwagen IV Ausf. H 'Frühe' version, 4.Panzer-Division, Russia 1944От EverandModelling the late Panzerkampfwagen IV Ausf. H 'Frühe' version, 4.Panzer-Division, Russia 1944Оценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3От EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Оценок пока нет
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОт EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОценок пока нет
- An Introduction to Metal-Working (Illustrated)От EverandAn Introduction to Metal-Working (Illustrated)Рейтинг: 2.5 из 5 звезд2.5/5 (2)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsОт EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsРейтинг: 5 из 5 звезд5/5 (1)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderОт EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderРейтинг: 5 из 5 звезд5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2От EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Оценок пока нет
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreОт EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsОт EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsОценок пока нет
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОт EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Metalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopОт EverandMetalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVic SmeedОценок пока нет
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallОт EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallРейтинг: 4 из 5 звезд4/5 (8)
- Gear Trains ProblemsДокумент9 страницGear Trains Problemsa c s Kumar100% (1)
- Sumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Документ32 страницыSumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Rohit Raj0% (1)
- Depth of InvestigationДокумент8 страницDepth of InvestigationGogot Pantja ParijogoОценок пока нет
- Roofing SafetyДокумент38 страницRoofing SafetyDhârâñî KûmârОценок пока нет
- Safety Inventory ExercisesДокумент12 страницSafety Inventory ExercisesParnabho KunduОценок пока нет
- CV Mayank Shekhar Dwivedi IITBДокумент4 страницыCV Mayank Shekhar Dwivedi IITBGoutam GiriОценок пока нет
- SG-05 Safety Guideline For Illumination at WorkplaceДокумент5 страницSG-05 Safety Guideline For Illumination at WorkplacebsrchandruОценок пока нет
- ReportДокумент13 страницReportMamta SindhuОценок пока нет
- Operating Instructions: MCA 122 Modbus TCPДокумент46 страницOperating Instructions: MCA 122 Modbus TCPnefertiti551Оценок пока нет
- LSV-08-2 NCPДокумент2 страницыLSV-08-2 NCPishtiaqОценок пока нет
- Activity Sheets SMAW 7.23Документ5 страницActivity Sheets SMAW 7.23Jerome Cailo DiazОценок пока нет
- Flextronics FINALДокумент25 страницFlextronics FINALAnkit GauravОценок пока нет
- Stereo Conversion Preamplifier: GeneralДокумент2 страницыStereo Conversion Preamplifier: GeneralFRANK NIELE DE OLIVEIRAОценок пока нет
- ASTM Data and ControlДокумент141 страницаASTM Data and ControlYohanes Ronny100% (1)
- SNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)Документ174 страницыSNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)ono_czeОценок пока нет
- NextCloud OnlyOffice PDFДокумент89 страницNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- Nirma University Institute of Technology B.Tech. in Mechanical Engineering Semester IVДокумент2 страницыNirma University Institute of Technology B.Tech. in Mechanical Engineering Semester IVKartik aminОценок пока нет
- VSSUT (EEE) SyllabusДокумент47 страницVSSUT (EEE) SyllabusAshutosh GuptaОценок пока нет
- A320 Documentation (1 CMP) PDFДокумент198 страницA320 Documentation (1 CMP) PDFRamakrishnan AmbiSubbiah75% (4)
- Torsion MEДокумент24 страницыTorsion MEmohamed.hassan031Оценок пока нет
- A Control System For DC Arc Furnaces For Power Quality ImprovementsДокумент8 страницA Control System For DC Arc Furnaces For Power Quality ImprovementsgtgreatОценок пока нет
- California Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsДокумент4 страницыCalifornia Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsAmyra MiaОценок пока нет
- Final ProjectДокумент4 страницыFinal Projectsajad soleymanzadeОценок пока нет
- Bansilal Ramnath Agarwal Charitable Trust'sДокумент2 страницыBansilal Ramnath Agarwal Charitable Trust'sJennifer WaltonОценок пока нет
- Rockwell DynarixДокумент39 страницRockwell DynarixridipisaОценок пока нет
- Data Structures NotesДокумент9 страницData Structures NotesMohammed JeelanОценок пока нет
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedДокумент16 страницOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickОценок пока нет
- 13 Ijee2962nsДокумент15 страниц13 Ijee2962nspurvakul10Оценок пока нет
- Refrigerator: Service ManualДокумент44 страницыRefrigerator: Service ManualBetileno QuadAlexОценок пока нет
- 2 Related Topics Automatic IrrigationДокумент13 страниц2 Related Topics Automatic IrrigationSftvsn Giovanni TandogОценок пока нет