Академический Документы
Профессиональный Документы
Культура Документы
Aircraft Rivets
Загружено:
aanand.mceИсходное описание:
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Aircraft Rivets
Загружено:
aanand.mceАвторское право:
Доступные форматы
AME Structures
Solid Rivet Identification
We've all seen the articles floating around about the 1.8 million fasteners required to build the
DC-10's and 747's and other mega-aircraft. We know the importance of the lowly aircraft rivet;
now let's take a closer look at the details surrounding these myriad little items.
Aircraft rivets are identified by the marks on the manufacturer's head, and the alloys are
represented by a letter (or letters) in the part number.
Rivets with no head markings are soft 1100 (pure) aluminum, and not used in structural
applications. "B" rivets, alloyed with magnesium is identified with a cross on its head. The most
common rivet for AME's is the "AD" rivet with a single dimple in its head, which can be
installed without any additional handling. This makes the center of the rivet easier to locate when
drilling off the head. Double-dimples on the head (and a heavy silver color) will indicate a monel
rivet, usually found in high strength locations or in firewalls where temperature may be a
consideration. "D" and "DD" rivets are commonly called icebox rivets because they must be heat
treated before use. Following heat treating they must be kept in a freezer for no longer than 20
minutes prior to driving.
Aviation rivets are available in 4 common head styles, with the most popular being the AN470
Universal head and the AN426 100 Countersunk head.
Note that countersunk rivets, when defining length, include the head. Universal head rivet length
defines the shank only, not including the head.
Countersunk rivets are primarily installed as a low-drag fastener, but the pricetag for the extra
labour required is significant. If the tapered walls for the head of the countersunk rivet has been
made by a machine countersinking bit, then material has been removed which will cause a loss in
strength. If a dimpling operation was used, then strength is retained, however removing rivets
from a dimpled installation can be more time consuming and cause more damage. Of the rivets
discussed here, the universal head is the strongest general purpose rivet. One other style of
countersunk rivet, the NAS 1097, is discussed further down this page.
The MS or AN part number defines the rivet head style, and includes details such as the material
(code letters), diameter in 32's of an inch, and length in 16ths of an inch. Some aviation
companies purchase optional half-length sizes for their sheet metal technicians. Shank lengths
are established as in the diagram:
An example part number is:
AN426DD3 - 5
This part number calls out a 100 countersunk head rivet made of 2024 aluminum alloy, 3/32" in
diameter and 5/16" in length.
A rule of thumb for repair of aircraft structure states that AME's should use the same size and
head style of rivet as seen in nearby structure. If this is not available, consult the manufacturer's
structural repair manual (SRM). Generally, the choice is simplified to universal head or
countersunk head AD 2117 rivets.
In selecting the diameter of the rivet, use a guideline of at least 3 (three) times the thickness of
the thickest sheet. If the repair is being made to an existing aircraft structure, it is common
practice to use the same diameter of rivets in adjacent fasteners, preferrably referring to rows
inboard or forward on the fuselage. Length is gauged by using the formula of 1.5 times the
diameter protruding through the structure. That is to say, if we are riveting two skins of 0.040",
then our rivet diameter would be at least 0.120" (or 1/8"), and the length would be estimated at
0.267". We can calculate this length by adding the two skins (.040 x 2) to the diameter-and-a-
half of the rivet (0.187") to achieve a length of 0.267". The nearest size to this length is a 1/4"
grip length rivet (a -4).
After driving the solid rivet, we should inspect the shop head (also called the "formed" head) for
dimensions of .5 x D in height, and 1.5 x D in width.
NAS 1097 rivets are a reduced-head countersunk rivet, manufactured in similar materials to the
AN426 series. The head size of the 1097 is half the width of the 426, yet retains the 100 head
angle. 1097's are not used in tension applications for this reason, but they can be found in smaller
skin thickness areas. 1097's are not as widely used as regular AN426 rivets.
NAS 523 Rivet Code
In certain aviation companies the use of the NAS523 rivet identification code is used on
diagrams and drawings. The code embodies a number of details about the rivets to be used in a
single 4-cornered symbol, with a "crosshair" at the center. Each quadrant is given a compass
designation: NW for northwest, NE for northeast, SW for southwest and SE for southeast. These
compass designations are not shown on the code, only the details.
In the symbol, the upper left NW corner contains the rivet part number in either AN or MS part
numbers, and a rivet material designation. For example, the letters BJ identify a standard
MS20470AD rivet, which is made from 2117 alloy.
The NE quadrant indicates rivet diameter, and the location of the manufacturers head (Near or
Far).
The SW quandrant indicates what special methods should be applied to the fasteners, such as
dimpling or countersinking. For example, D stands for Dimpling, D2 stands for Dimple both
sheets, and D2C means Dimple two top sheets and countersink the third.
The lower right corner specifies fastener length in 1/16" increments. Example: a 3/8" rivet is
shown as a -6.
See the NAS523 Rivet Code sheets for full details.
Solid rivets
Sophisticated riveted joint on a railway bridge
Rivets are a permanent mechanical fastener. Before being installed a rivet consists of a smooth
cylindrical shaft with a head on one end. The end opposite the head is called the buck-tail. On
installation the rivet is placed in a punched or drilled hole, and the tail is upset, or bucked (i.e.,
deformed), so that it expands to about 1.5 times the original shaft diameter, holding the rivet in
place. To distinguish between the two ends of the rivet, the original head is called the factory
head and the deformed end is called the shop head or buck-tail.
Because there is effectively a head on each end of an installed rivet, it can support tension loads
(loads parallel to the axis of the shaft); however, it is much more capable of supporting shear
loads (loads perpendicular to the axis of the shaft). Bolts and screws are better suited for tension
applications.
Fastenings used in traditional wooden boat building, such as copper nails and clinch bolts, work
on the same principle as the rivet but were in use long before the term rivet was introduced and,
where they are remembered, are usually classified among the nails and bolts respectively.
Types[edit]
There are a number of types of rivets, designed to meet different cost, accessibility, and strength
requirements:
Solid/round head rivets[edit]
A typical technical drawing of a universal head solid rivet
Solid rivets are one of the oldest and most reliable types of fasteners, having been found in
archaeological findings dating back to the Bronze Age. Solid rivets consist simply of a shaft and
head that are deformed with a hammer or rivet gun. A rivet compression or crimping tool can
also deform this type of rivet. This tool is mainly used on rivets close to the edge of the fastened
material, since the tool is limited by the depth of its frame. A rivet compression tool does not
require two people, and is generally the most foolproof way to install solid rivets.
Riveting team working on the cockpit shell of a C-47 transport at the plant of North American Aviation.
The woman on the left operates an air hammer, while the man on the right holds a bucking bar
Solid rivets are used in applications where reliability and safety count. A typical application for
solid rivets can be found within the structural parts of aircraft. Hundreds of thousands of solid
rivets are used to assemble the frame of a modern aircraft. Such rivets come with rounded
(universal) or 100 countersunk heads. Typical materials for aircraft rivets are aluminium alloys
(2017, 2024, 2117, 7050, 5056, 55000, V-65), titanium, and nickel-based alloys (e.g., Monel).
Some aluminum alloy rivets are too hard to buck and must be softened by annealing prior to
being bucked. "Ice box" aluminum alloy rivets harden with age, and must likewise be annealed
and then kept at sub-freezing temperatures (hence the name "ice box") to slow the age-hardening
process. Steel rivets can be found in static structures such as bridges, cranes, and building
frames.
The setting of these fasteners requires access to both sides of a structure. Solid rivets are driven
using a hydraulically, pneumatically, or electromagnetically driven squeezing tool or even a
handheld hammer. Applications where only one side is accessible require blind rivets.
High-strength structural steel rivets[edit]
Structural steel rivets like this one were used in the construction of the Golden Gate Bridge in the 1930s.
Until relatively recently, structural steel connections were either welded or riveted. High-strength
bolts have largely replaced structural steel rivets. Indeed, the latest steel construction
specifications published by AISC (the 14th Edition) no longer covers their installation. The
reason for the change is primarily due to the expense of skilled workers required to install high
strength structural steel rivets. Whereas two relatively unskilled workers can install and tighten
high strength bolts, it takes a minimum of four highly skilled riveters to install rivets in one joint
at a time.
[citation needed]
At a central location near the areas being riveted, a furnace was set up. Rivets were placed in the
furnace and heated to a glowing hot temperature. The Rivet warmer or heater used tongs to
individually remove rivets and throw them to a catcher stationed near the joints to be riveted.
The catcher usually caught the rivet in a leather bucket with an ash lined bottom then placed the
glowing hot rivet into the hole to be riveted, and quickly turned around to await the next rivet.
The "Holder up or holder on" would then hold a heavy rivet set or dolly or another (larger)
pnuematic hammer against the round head of the rivet, while the Riveter (or sometimes two
riveters)applied a pneumatic rivet hammer to the unformed head, making it mushroom tightly
against the joint in its final domed shape. Upon cooling, the rivet contracted and exerted further
force, tightening the joint.
The last commonly used high strength structural steel rivets were designated ASTM A502 Grade
1 rivets.
[1]
Such riveted structures may be insufficient to resist seismic loading from earthquakes if the
structure was not engineered for such forces, a common problem of older steel bridges. This is
due to the fact that a hot rivet cannot be properly heat treated to add strength and hardness. In the
seismic retrofit of such structures it is common practice to remove critical rivets with an oxygen
torch, precision ream the hole, and then insert a machined and heat treated bolt.
Semi-tubular rivets[edit]
A typical technical drawing of an oval head semi-tubular rivet
Semi-tubular rivets (also known as tubular rivets) are similar to solid rivets, except they have a
partial hole (opposite the head) at the tip. The purpose of this hole is to reduce the amount of
force needed for application by rolling the tubular portion outward. The force needed to apply a
semitubular rivet is about 1/4 of the amount needed to apply a solid rivet. Tubular rivets can also
be used as pivot points (a joint where movement is preferred) since the swelling of the rivet is
only at the tail. Solid rivets expand radially and generally fill the hole limiting movement. The
type of equipment used to apply semi-tubular rivets range from prototyping tools (less than $50)
to fully automated systems. Typical installation tools (from lowest to highest price) are hand set,
manual squeezer, pneumatic squeezer, kick press, impact riveter, and finally PLC-controlled
robotics. The most common machine is the impact riveter and the most common use of
semitubular rivets is in lighting, brakes, ladders, binders, HVAC duct work, mechanical
products, and electronics. They are offered from 1/16-inch (1.6 mm) to 3/8-inch (9.5 mm) in
diameter (other sizes are considered highly special) and can be up to 8 inches (203 mm) long. A
wide variety of materials and platings are available, most common base metals are steel, brass,
copper, stainless, aluminum and most common platings are zinc, nickel, brass, tin. Tubular rivets
are normally waxed to facilitate proper assembly. An installed tubular rivet has a head on one
side, with a rolled over and exposed shallow blind hole on the other. Semi-tubular rivets are the
fastest way to rivet in mass production, but require capital investment.
Blind rivets[edit]
Three aluminium blind rivets: 1/8", 3/32", and 1/16"
Blind rivets, commonly referred to as pop rivets (POP was a brand name of the original blind
rivet manufacturer, now owned by Emhart Teknologies) are tubular and are supplied with a
mandrel through the center. The rivet assembly is inserted into a hole drilled through the parts to
be joined and a specially designed tool is used to draw the mandrel into the rivet. This expands
the blind end of the rivet and then the mandrel snaps off. These types of blind rivets have non-
locking mandrels and are sometimes avoided for critical structural joints because the mandrels
may fall out, due to vibration or other reasons, leaving a hollow rivet that has a significantly
lower load carrying capability than solid rivets. Furthermore, because of the mandrel they are
more prone to failure from corrosion and vibration. Unlike solid rivets, blind rivets can be
inserted and fully installed in a joint from only one side of a part or structure, "blind" to the
opposite side.
[2]
Prior to the adoption of blind rivets, installation of a solid rivet typically required access to both
sides of the assembly: a rivet hammer on one side and a bucking bar on the other side. In 1916
Royal Navy reservist and engineer Hamilton Neil Wylie filed a patent for an "improved means of
closing tubular rivets" (granted May 1917).
[3]
In 1922 Wylie joined the British aircraft
manufacturer Armstrong-Whitworth Ltd to advise on metal construction techniques; here he
continued to develop his rivet design with a further 1927 patent
[4]
that incorporated the pull
through mandrel, and allowed the rivet to be used blind. By 1928, the George Tucker Eyelet
company produced a 'cup' rivet based on the design. It required a separate GKN mandrel and the
rivet body to be hand assembled prior to use for the building of the Siskin III aircraft. Together
with Armstrong-Whitworth, the Geo. Tucker Co. further modified the rivet design to produce a
one piece unit incorporating mandrel and rivet.
[5]
This product was later developed in Aluminium
and trademarked as the 'POP' rivet. The United Shoe Machinery Co. produced the design in the
US as inventors such as Carl Cherry and Lou Huck experimented with other techniques for
expanding solid rivets.
Due to this feature, blind rivets are mainly used when access to the joint is only available from
one side. The rivet is placed in a drilled hole and is set by pulling the mandrel head into the rivet
body, expanding the rivet body and causing it to flare against the reverse side. As the head of the
mandrel reaches the face of the blind side material, the pulling force is resisted, and at a
predetermined force, the mandrel snaps at its break point, also called blind setting. A tight joint
formed by the rivet body remains, the head of the mandrel remains encapsulated at the blind side,
although variations of this are available, and the mandrel stem is ejected.
They are available in flat head, countersunk head, and modified flush head with standard
diameters of 1/8, 5/32 and 3/16 inch. Blind rivets are made from soft aluminum alloy, steel
(including stainless steel), copper, and Monel.
There are also structural blind rivets, which are designed to take shear and tensile loads.
[6]
The rivet body is normally manufactured using one of three methods:
Name Description
Wire the most common method
Tube common in longer lengths, not normally as strong as wire
Sheet least popular and generally the weakest option
There is a vast array of specialty blind rivets that are suited for high strength or plastic
applications. Typical types include:
Name Description
TriFold
a rivet that splits into three equal legs like a molly bolt. Typically used in soft plastics where
a wide footprint is needed at the rear surface. Used in automotive interiors and vinyl
fences. (See Oscar rivets.)
Structural
rivet(a)
an "external" mechanically locked structural blind rivet that is used where a watertight,
vibration resistant connection is of importance. Typically used in manufacture or repair of
truck bodies. A special nose piece is required to apply this rivet.
Structural
rivet(b)
an "internal" mechanically locked structural blind rivet that is used where a watertight,
vibration resistant connection is of importance. Typically used in manufacture or repair of
truck bodies.
Internally and externally locked structural blind rivets can be used in aircraft applications
because, unlike other types of blind rivets, the locked mandrels cannot fall out and are water
tight. Since the mandrel is locked into place they have the same or greater load carrying capacity
as solid rivets and may be used to replace solid rivets on all but the most critical stressed aircraft
structures.
The typical assembly process requires the operator to install the rivet in the nose of the tool by
hand then actuate the tool. However, in recent years automated riveting systems have become
popular in an effort to reduce assembly costs and repetitive disorders. The cost of such tools
range from US$1,500 for autofeed pneumatics to US$50,000 for fully robotic systems.
Oscar rivets[edit]
Oscar Rivet shown with mandrel. (Dashed lines depict flare/flange after installation.)
Oscar rivets are similar to blind rivets in appearance and installation, but have splits (typically
three) along the hollow shaft. These splits cause the shaft to fold and flare out (similar to the
wings on a toggle bolt's nut) as the mandrel is drawn into the rivet. This flare (or flange) provides
a wide bearing surface that reduces the chance of rivet pull-out. This design is ideal for high
vibration applications where the back surface is inaccessible
Drive rivet[edit]
A drive rivet is a form of blind rivet that has a short mandrel protruding from the head that is
driven in with a hammer to flare out the end inserted in the hole. This is commonly used to rivet
wood panels into place since the hole does not need to be drilled all the way through the panel,
producing an aesthetically pleasing appearance. They can also be used with plastic, metal, and
other materials and require no special setting tool other than a hammer and possibly a backing
block (steel or some other dense material) placed behind the location of the rivet while
hammering it into place. Drive rivets have less clamping force than most other rivets. Drive
screws, possibly another name for drive rivets, are commonly used to hold nameplates into blind
holes. They typically have spiral threads that grip the side of the hole.
[7]
Flush rivet[edit]
A flush rivet is used primarily on external metal surfaces where good appearance and the
elimination of unnecessary aerodynamic drag are important. A flush rivet takes advantage of a
countersink hole; they are also commonly referred to as countersunk rivets. Countersunk or flush
rivets are used extensively on the exterior of aircraft for aerodynamic reasons. Additional post-
installation machining may be performed to perfect the airflow.
Friction-lock rivet[edit]
These resemble an expanding bolt except the shaft snaps below the surface when the tension is
sufficient. The blind end may be either countersunk ('flush') or dome shaped.
One early form of blind rivet that was the first to be widely used for aircraft construction and
repair was the Cherry friction-lock rivet. Originally, Cherry friction-locks were available in two
styles, hollow shank pull-through and self-plugging types. The pull-through type is no longer
common, however, the self -plugging Cherry friction-lock rivet is still used for repairing light
aircraft.
Cherry friction-lock rivets are available in two head styles, universal and 100 degree
countersunk. Furthermore, they are usually supplied in three standard diameters, 1/8, 5/32 and
3/16 inch.
A friction-lock rivet cannot replace a solid shank rivet, size for size. When a friction-lock is used
to replace a solid shank rivet, it must be at least one size larger in diameter because the friction-
lock rivet loses considerable strength if its center stem falls out due to vibrations or damage.
Rivet alloys, shear strengths, and driving condition[edit]
Alloy type Alphabetical letter Driven condition Marking on head
1100 A 1100-F PLAIN
2117 AD 2117T3 DIMPLE
5056 B 5056H32 RAISED CROSS
2017 D 2017T31 RAISED DOT
2024 DD 2024T31 TWO RAISED DASHES
7050 E 7050T73 RAISED RING
Self-pierce rivets[edit]
Self-pierce riveting (SPR) is a process of joining two or more materials using an engineered
rivet. Unlike solid, blind and semi-tubular rivets, self-pierce rivets do not require a drilled or
punched hole.
SPRs are cold forged to a semi-tubular shape and contain a partial hole to the opposite end of the
head. The end geometry of the rivet has a chamfered poke that helps the rivet pierce the materials
being joined, a hydraulic or electric servo rivet setter drives the rivet into the material, and an
upsetting die provides a cavity for the displaced bottom sheet material to flow.
The self-pierce rivet fully pierces the top sheet material(s) but only partially pierces the bottom
sheet. As the tail end of the rivet does not break through the bottom sheet it provides a water or
gas tight joint. With the influence of the upsetting die, the tail end of the rivet flares and
interlocks into the bottom sheet forming a low profile button.
Rivets need to be harder than the materials being joined, they are heat treated to various levels of
hardness depending on the materials ductility and hardness. Rivets come in a range of diameters
and lengths depending on the materials being joined, head styles are either flush countersunk or
pan heads.
Depending on the rivet setter configuration, i.e. hydraulic, servo, stroke, nose-to-die gap, feed
system etc., cycle times can be as quick as one second. Rivets are typically fed to the rivet setter
nose from tape and come in cassette or spool form for continuous production.
Riveting systems can be manual or automated depending on the application requirements; all
systems are very flexible in terms of product design and ease of integration into a manufacturing
process.
SPR joins a range of dissimilar materials such as steel, aluminum, plastics, composites and pre-
coated or pre-painted materials. Benefits include low energy demands, no heat, fumes, sparks or
waste and very repeatable quality.
Sizes[edit]
Installing rivets on M3 tank hull
Because the Industrial Revolution occurred first in Britain (where the standards of the Roman
Empire persisted in British Standards) these dimensions are still widely used, and may persist,
particularly in former British colonies including, most notably,the USA.
Although there are a plethora of specifications, most rivets come in two basic flavours:
Imperial units (fractions of inches) with diameters such as 1/8" (3.175mm) or 5/16" (7.938mm).
Systme international or SI units with more readily understood diameters such as such as 3mm,
8mm, and these have been adopted in Europe and in many emerging countries.
The main official standards relate more to technical parameters such as ultimate tensile strength
and surface finishing than physical length and diameter. They are:
Abbreviation Issuing authority
AIA / NASM
Aerospace Industries Association (AIA) Imperial Standard, NASM is an acronym for
National Aerospace Standards, MIL-STD.
AN / MS United States Military Standard used by the USA army, navy, or air force is Imperial.
ASME / ANSI
The American Society of Mechanical Engineers (ASME) 18-digit PIN code Imperial system is
approved by ANSI and adopted by the U.S. Department of Defense.
BS /BSI
British Standards Institution. provides four-figure BS numbers for Imperial standards and
also provides similar BS numbers for official translations into English for the Internal
market of the of European Union (see below: DIN or SI)
SAE
The Society of Motor Engineers is a worldwide organization that provides (mostly Imperial)
specifications for design and testing for components used in the automotive industry.
JIS
Japanese Industrial Standard (JIS) is a metric system largely based on DIN with some minor
modifications to meet the needs of the Japanese market, nortably used in Japanese
electronic equipment.
DIN
Deutsches Institut fr Normung is the German national metric standard used in most
European countries because it closely resembles the newer International Standards
Organizations (ISO) specifications. DIN fasteners use a DIN style identifier plus the material
and the finish or plating (if any).
ISO
International Organization for Standardization (ISO) is a worldwide metric standard.
Clarified ISO standards for (metric) fasteners are rapidly gaining international recognition
in preference to the similar DIN, on which SI was originally based.
Imperial[edit]
Rivet diameters are commonly measured in
1
32
-inch increments
[8]
and their lengths in
1
16
-inch
increments, expressed as "dash numbers" at the end of the rivet identification number. A "dash 3
dash 4" (XXXXXX-3-4) designation indicates a
3
32
-inch diameter and
4
16
-inch (or
1
4
-inch)
length. Some rivets lengths are also available in half sizes, and have a dash number such as 3.5
(
7
32
inch) to indicate they are half-size. The letters and digits in a rivet's identification number
that precede its dash numbers indicate the specification under which the rivet was manufactured
and the head style. On many rivets, a size in 32nds may be stamped on the rivet head. Other
makings on the rivet head, such as small raised or depressed dimples or small raised bars indicate
the rivet's alloy.
To become a proper fastener, a rivet should be placed in hole ideally 46 thousandths of an inch
larger in diameter. This allows the rivet to be easily and fully inserted, then setting allows the
rivet to expand, tightly filling the gap and maximizing strength.
Metric[edit]
Rivet diameters and lengths are measured in millimeters. Conveniently, the rivet diameter relates
to the drill required to make a hole to accept the rivet, rather than the actual diameter of the rivet,
which is slightly smaller. This facilitates the use of a simple drill-gauge to check both rivet and
drill are compatible. For general use, diameters between 2mm - 20mm and lengths from 5mm -
50mm are common. The design-type, material and any finish is usually expressed in plain
language (often English).
Applications[edit]
A riveted buffer beam on a steam locomotive
A riveted truss bridge over the Orange River
Detail of a 1941 riveted ship hull, with the rivets clearly visible
Manual installation of a solid rivet
Impact method for solid rivet and semi tubular rivets
Before welding techniques and bolted joints were developed, metal framed buildings and
structures such as the Eiffel Tower, Shukhov Tower and the Sydney Harbour Bridge were
generally held together by riveting. Also automobile chassis were riveted. Riveting is still widely
used in applications where light weight and high strength are critical, such as in an aircraft. Many
sheet-metal alloys are preferably not welded as deformation and modification of material
properties can occur.
Rivets were also used in many tanks during World War II by a large number of countries.
However, many countries soon learned that rivets were a large weakness in tank design, since if
a tank was hit by a large projectile it would dislocate the rivets and they would fly around the
inside of the tank and injure or kill the crew, even if the projectile didn't penetrate the armor.
Some countries such as Italy, Japan, and Britain used rivets in some or all of their tank designs
throughout the war for various reasons, such as lack of welding equipment or inability to weld
very thick plates of armor effectively.
Blind rivets are used almost universally in the construction of plywood road cases.
Common but more exotic uses of rivets are to reinforce jeans and to produce the distinctive
sound of a sizzle cymbal.
Joint analysis[edit]
The stress and shear in a rivet is analyzed like a bolted joint. However, it is not wise to combine
rivets with bolts and screws in the same joint. Rivets fill the hole where they are installed to
establish a very tight fit (often called interference fit). It is difficult or impossible to obtain such a
tight fit with other fasteners. The result is that rivets in the same joint with loose fasteners carry
more of the loadthey are effectively more stiff. The rivet can then fail before it can redistribute
load to the other loose fit fasteners like bolts and screws. This often causes catastrophic failure of
the joint when the fasteners unzip. In general, a joint composed of similar fasteners is the most
efficient because all fasteners reach capacity simultaneously.
Installation[edit]
Solid and semi tubular rivets[edit]
There are several methods for installing solid rivets.
Manual with hammer and handset or bucking bar
Pneumatic hammers
Handheld squeezers
Riveting machines
Pin hammer, rivet set
Rivets small enough and soft enough are often bucked.
[9]
In this process the installer places a
rivet gun against the factory head and holds a bucking bar against the tail or a hard working
surface. The bucking bar is a specially shaped solid block of metal. The rivet gun provides a
series of high-impulse forces that upsets and work hardens the tail of the rivet between the work
and the inertia of the bucking bar. Rivets that are large or hard may be more easily installed by
squeezing instead. In this process a tool in contact with each end of the rivet clinches to deform
the rivet.
Rivets may also be upset by hand, using a ball-peen hammer. The head is placed in a special hole
made to accommodate it, known as a rivet-set. The hammer is applied to the buck-tail of the
rivet, rolling an edge so that it is flush against the material.
Testing[edit]
Solid rivets for construction[edit]
A hammer is also used to "ring" an installed rivet, as a non-destructive test for tightness and
imperfections. The inspector taps the head (usually the factory head) of the rivet with the
hammer while touching the rivet and base plate lightly with the other hand and judges the quality
of the audibly returned sound and the feel of the sound traveling through the metal to the
operator's fingers. A rivet tightly set in its hole returns a clean and clear ring, while a loose rivet
produces a recognizably different sound.
Testing of blind rivets[edit]
A blind rivet has strength properties that can be measured in terms of shear and tensile strength.
Occasionally rivets also undergo performance testing for other critical features, such as pushout
force, break load and salt spray resistance. A standardized destructive test according to the Inch
Fastener Standards is widely accepted
[10][11]
The shear test involves installing a rivet into two plates at specified hardness and thickness and
measuring the force necessary to shear the plates. The tensile test is basically the same, except
that it measures the pullout strength. Per the IFI-135 standard, all blind rivets produced must
meet this standard. These tests determine the strength of the rivet, and not the strength of the
assembly. To determine the strength of the assembly a user must consult an engineering guide or
the Machinery's Handbook
[12]
Alternatives[edit]
Bolted joints
Brazing
Clinching
Folded joints
Nails
Screws
Soldering
Welding
See also[edit]
Cleko
Clinker (boat building)
Rivet nut
Rosie the Riveter
References[edit]
1. Jump up ^ Segui, William T. (2007). Steel Design (4th ed.). Toronto: Thomson. ISBN 0-495-24471-
6.
2. Jump up ^ Blind Rivets, August 1942, Popular Science early article that explains how they work
3. Jump up ^ Improved means of closing tubular rivets. - United Kingdom Patent GB106169
4. Jump up ^ Improvements in and relating to rivets and riveting - United Kingdom Patent
GB286471
5. Jump up ^ Emhart News June 2011 GB
6. Jump up ^ Smith 1990, p. 159.
7. Jump up ^ . Hanson Rivet http://www.hansonrivet.com/w58.htm. Retrieved 18 April 2013.
Missing or empty |title= (help)
8. Jump up ^ http://machinedesign.com/article/straight-facts-on-blind-rivets-0316
9. Jump up ^ The term bucked comes from a name for one of the two parts of a rivet. The head of
the rivet is one part, and is the part that the air-hammer strikes. The other part is referred to as
the bucktail, and is the part that the bucking bar is held against. Hence the terms bucking bar,
bucked, and buck-man.
10. Jump up ^ "Industrial Fasteners Institute". Industrial-fasteners.org. Retrieved 2012-04-28.
11. Jump up ^ IFI, Industrial Fasteners Institure (2003). Inch Fastener Standards (7th ed.). Industrial
Fasteners Institure: Industrial Fasteners Institure. ISBN unknown Check |isbn= value (help).
12. Jump up ^ Heald, Oberg, Jones, Ryffel, McCauley and Heald (2008). Machinery's Handbook (28th
ed.). Industrial Press: Industrial Press. ISBN 0-8311-2828-3.
Bibliography[edit]
Smith, Carroll (1990). Carroll Smith's Nuts, Bolts, Fasteners, and Plumbing Handbook.
MotorBooks/MBI Publishing Company. p. 112. ISBN 0-87938-406-9.
Popular Science, November 1941, Self-Setting Explosive Rivet Speeds Warplane Building system
used by both the US and Germany in World War Two for aircraft assembly - see bottom half of
page
"Four Methods of Flush Riveting" film made by Disney Studios during World War Two
"Hold Everything", February 1946, Popular Science new rivet types developed during World War
Two
"Blind Rivets they get it all together. Popular Science, October 1975, pp. 126128.
Kevs AME Structures
Something to note about the following material:
What you see here is the text taken from the power point presentations seen in
class. There is much redundancy, and there's lots of material which is missed
because the images are not copied here for lack of web space. Furthermore,
every time this material is taught, it changes a little, and those changes won't be
reflected here. This web page is offered to save students time during lecture.
AVAM2102
Aircraft Structures
Aircraft Construction
Stresses and Loads
Basic Math
Drill Bits
Heat Treating
Rivet Styles
Aircraft Structures
Rivet Diameters and Lengths
Rivet materials
Clecos
Cherry Rivets
Rivet Layout Patterns
Tools
Riveting
Aircraft Structures
Removing Rivets
Sheet Metal Stock
Bending and forming
Methods of countersinking
Before we begin
In order to keep our sheet metal usage within reasonable limits, we must
utilize all available materials. For practicing drilling, countersinking, riveting, or
any other new process or tool, we use small offcuts of metal which would
otherwise be wasted. Any pieces which are not 10 square inches in area will be
recycled, otherwise we use them for practice or small projects.
Trusses
Rectangular or triangular
Often fabric covered
Warren or Pratt types
Monocoque Construction:
Derives strength from the formed skin
Similar to eggshell construction
No internal bracing required
Semi-Monocoque
Uses framework rings, stringers, ribs, formers, frames, clips, gussets.
More complicated, but also very repairable.
Aircraft are generally designed to withstand 1.5 times their design limits
Semi-Monocoque
Longitudinal structural members of a semi-monocoque frame:
Longerons
Stringers
4 metals used in A/C construction:
Aluminum (and alloys)
Titanium (and alloys)
Magnesium (and alloys)
Steel (and alloys)
Stresses and Loads
Stress: internal resistance to an external load
Strain: measure of deformation caused by a load being applied
Stresses and Loads
Fasteners are best used in Shear loading
5 main stresses:
Shear
Tension
Compression
Torque
Bending
Stresses and Loads
The prime consideration of our sheet metal repairs must always be returning
the original shear strength of the riveted joint.
Fasteners may be placed in single shear (a lap joint), or in double shear
(multiple sheets joined) configuration.
Stresses and Loads
Joggles in a removed rivet shank indicate a Shear failure
Basic Math
Be able to convert fractions into decimals
Be able to read micrometers or vernier calipers
Measure in 1/100ths of an inch
With practice, you can become quite accurate with a simple scale.
Basic Math
In industry, dimensional (size) measurements are frequently given in
decimals instead of halves, quarters, eighths or sixteenths of an inch, particularly
in cases where work needs to be much more accurate than the common fraction
can accomplish.
Basic Math
The decimal point is the mark that tells us the difference between whole
numbers and parts of a whole number.
Basic Math
Converting Common Fractions into Decimals
This is the simplest process, sometimes required when handling standard MS
and NAS hardware (e.g., What is the exact decimal size of a 3/16 bolt?). The
result is achieved by dividing the "numerator" (top number) by the "denominator"
(bottom number).
Drill Bits
4 methods of incrementing:
Number
Letter
Fractional
Metric
Drill Bits
Check whether you have split point drill bits, or regular.
Drill Bits
Easy conversions: use chart in handbook (page 79 ??)
Measure with vernier calipers lengthwise along the lands, NOT across the
flutes. Do not take the reading from the shank end.
Or you can use a drill gauge plate
Drill Bits: Drill Gauge Plate
Drill Bits
Included angles for bits:
Stainless steel: 135
Low speed, high pressure
Aluminum: 118
High speed, low pressure
Drill Bits
Carbon Steel (dull black)
High speed steel (shiny silver)
Cobalt (shiny brown)
Drill Bit Sizes
Installation and removal of rivets use different sizes
To install a 1/8 solid rivet, drill a #30 hole. That is, drill a hole with a #30 drill
bit
To remove that same rivet, use a 1/8 drill bit.
Difference is only a few thousandths of an inch
A 1/8 rivet will not fit into a 1/8 hole.
Drill Bit Sizes
Common drill bit sizes for solid rivets:
#40 installs 3/32 rivets
#30 installs 1/8 rivets
#21 installs 5/32 rivets
#11 installs 3/16 rivets
Center punching
An optional practice, depending on skill and tools available
Center punching may not be required if you have sharp split point drill bits
Center punching has a tendency to warp thin materials use caution
Reamers
Reamers:
Used for extra accuracy of hole sizes
Types: hand, machine, tapered, expanding, spiral, straight, etc.
Do NOT turn a reamer backwards!
Heat Treating
Aluminum alloys use a 4 number system:
1xxx pure aluminum
2xxx materials alloyed with copper
7xxx materials alloyed with zinc
Heat Treating
Alloying elements:
1xxx Pure Aluminum
2xxx alloyed with Copper
3xxx alloyed with Manganese
4xxx alloyed with Silicon
5xxx alloyed with Magnesium
6xxx alloyed w. Magnesium & Silicon
7xxx alloyed with Zinc
Heat Treating
Two types of aluminum alloys:
Heat Treatable
Can be both softened and hardened by heat
Non-Heat Treatable
Can be softened by heat, but not hardened
Heat Treating
Pure aluminum alone has a low tensile strength: 13,000 psi.
Mild carbon steel has 90,000 psi.
Copper, Magnesium and Manganese added to form Duralumin, an early
aluminum alloy. 62,000 psi.
Now alclads achieve 70 76,000 psi.
Heat Treating
O material is very soft; flexes easily and does not return to original shape
T3 Heat treated condition is Heat Treated and Cold Worked
T4 condition is Solution Heat treated only
Materials using H designation are rated on a hardness scale; different than
the heat treating scale (see page 2-10 in Jeppesen)
Heat Treating
Hardness: Property of a material that enables it to resist cutting, penetration,
and abrasion.
Artificial Aging is also called Precipitation Heat treating.
Heat Treating
The vast majority of our AME work will use 2024 T3 of various thicknesses
Rivets
(see page 2-37 in Jeppesen)
Head Styles:
Round head
Flat Head
Universal Head
Countersunk Head
1097 Countersunk head
Rivets
Most common is the Universal head rivet and the countersunk head rivet
The AN or MS number of a rivet identifies the head shape, while the letters
identify the alloy in the rivet
Rivets
Universal Head:
AN470 or MS20470
Countersunk Head:
AN426 or MS20426
NAS1097 (reduced countersunk head)
Rivets
Why do we countersink?
Decreases wind resistance
But takes more time, more expensive
Rivets
Rivet heads are countersunk 100
Material Thickness is the prime consideration. For example, the minimum
skin thickness for a countersunk 3/32 rivet is .040. And .051 material is
required for a 1/8 rivet.
Also watch for increased edge distance
Length is measured by including the head
Rivets
Solid rivets increment their diameters in 1/32s of an inch
Solid rivets increment their lengths in 1/16s of an inch
Some manufacturers supply half-dash length increments.
Rivets
Diameter sample part numbers
MS20470AD3 is:
Universal head
2117 aluminum alloy (dimpled head marking)
3/32 diameter
No length specified here
Rivets
MS20470A4 is:
Universal head
1100 Aluminum (no head marking)
1/8 diameter
No length specified
Rivets
NAS1097AD5 3 is:
Reduced head countersunk rivet
2117 aluminum alloy (dimpled)
5/32 diameter
3/16 length
Rivets
Identify this one:
MS20470DD8 6
Rivets
According to the chart what is a BB rivet?
What is a BJ rivet?
Icebox Rivets
Material is 2017 aluminum, or 2024 aluminum
Must be heat treated before driving
Condition will be preserved for a short period by refrigeration (retards the age
hardening process)
Other Materials
Monel, as specified by an M in the part number
Example: MS20470M4 4
Used for firewall applications
Hard to drive and remove
Magnesium, made of 5056 material
Clecos
Temporary holding device
Relies on accurate sizing of holes in material
Requires specialized pliers to install and remove
Clecos
Common cleco sizes:
3/32 silver
1/8 brown
5/32 black
3/16 brass
copper
QuikQuiz
What is this rivet?
MS20470 AD 4 4
What diameter?
What length?
What material?
What cleco color?
What size drill bit to install?
What size drill bit to remove?
Sheet metal stock
Cladding: a layer of pure aluminum (under the plastic) covering the alloy
material.
2024 T3 the most popular for aviation
Sizes .016 through to plate sizes of .250
Material specification of 2024 T3 is QQ-A 250/5
Grain is the same direction as the printing on the sheet
Sheet metal stock
Deburr all edges, radius all corners
Transfer any certification numbers to left-over materials
Casting & Forging
Casting is a molten material poured into a mold
Forging is a heated material pounded or squeezed into shapes
Chemical Milling
Uses Sodium hydroxide or other alkaline solution to etch shapes into the
material
Material must be at least .250 or less to chem-mill. (too expensive above
that)
Material is masked, immersed in acid for a specified duration at a certain
temperature
End of Slide Show 1
Go to Slide Show 2; Tools
Kevs AME Sheet Metal
Part III
Riveting, Layout, Removals
Rivet Patterns
Rivet Pitch: distance between centers of rivets in the same row
Distance between parallel rows should be 75% of the pitch. This is called the
Gage.
Distance between rivets should be 6 8 diameters, in the same row
Rivet Patterns
Proper rivet diameter should be 3x material thickness of the thickest sheet
Layouts do not use leaded pencil, nor scribers, unless on a cut line.
Absolute minimum pitch is 3D
Edge distance is 2D 4D for universal head
ED is 2.5D 4D for countersunk head
Edge Distance, Universal Head
Proper Rivet Length
A proper length of a rivet, prior to driving, should show 1.5D protruding from
the material
Standard Aircraft Practices
Repairs must use the same gauge of material, or one thicker.
Substitution of alloy cannot alter this rule
How long should a 3/32 rivet be to join two sheets of .040 using Standard
Aircraft Practices?
How long should a 3/32 rivet be to join two sheets of .040 using Standard
Aircraft Practices?
Answer: .040 + .040 + .098 + .049 = .230 (or about 7/32)
Rivet Spacing
Rivet Spacing. In no case should rivet spacing be closer than three diameters
center to center. The maximum spacing depends upon the strength needed and
possibility of the metal buckling between rivets. As a general rule, the maximum
rivet spacing should not be over 24 times the thickness of the thicker sheet. A
rivet pattern may be indicated on drawings as shown in the next slide.
Riveting
Can use hand-setting methods (hammer and anvil, with various snaps)
Or pneumatic riveting tools
3x riveting gun
4x riveting gun
Or pneumatic squeezer tool
Riveting
Must set a rivet as quickly as possible to avoid work hardening (as few blows
as possible)
Dont set the gun too low
Hammer Riveting
check hammer face, if required, remove any damage
check rivet snap, if required, remove any damage
brace your material holding hand against the vice and/or snap stand
dont choke the hammer - let the weight of the hammer do the work
get a comfortable height to the vice, stand on something if necessary
put in some peripheral rivets to locate the sheets
Hammer Riveting
install the rivets sequentially (except for a few to locate) so that the hammer
has room to get at the rivet
close attention should be paid to each hammer blow and the result on the
rivet.
feel the way the hammer hits; feel the rebound; a square hit will bounce
straight back
make slight adjustments with each hit
all riveted surfaces should be flat and free of distortion; the surface of the
sheet should look as if just the rivet heads have been set down on a mirror.
Rivet gun setting
Rivet snap should dent the wood, but not shatter it.
Gooseneck-style rivet gun
Good balance
Exposed trigger
Kevs AME Structures
Section IV Bending and Forming
Bending and Forming
Definition: Forming ~ changing the shape of a piece of metal by bending and
deforming the material
Aluminum alloys are compatible with bending techniques providing certain
guidelines are maintained. One basic theory relates to the radius of the
bend. Given a piece of 2024T3 of .064 thickness, we can manufacture a straight
line bend if we use a guideline of 3 5 times the thickness. Consult one of the
many common charts indicating recommended bend radius for 90, given
material thicknesses. (see page 2-70 in Airframe text, figure 2-127) The whole
point of using a minimum bend radius is the avoidance of cracks, and it must be
noted that sheet metal should be bend at an optimal angle of 90 to the grain.
Bending and Forming
Forming includes:
Bending
Brake forming
Stretch forming
Roll forming
Drawing
Spinning
Shear forming
Flexible die forming
Bending and Forming
The practice of bending a piece of sheet metal is to form the metal around a
radiussed corner similar to cutting a street corner with your bicycle. The metal
takes a short cut. On the inside of the bend, the metal surface shrinks and the
outside surface stretches. If there existed an invisible line through the inside of
the metal, equi-distant from both surfaces, this would be called the neutral plane
or neutral axis.
Neutral Axis
Well use this invisible line for our calculations, because using either surface
would require calculations for the stretching or shrinking factors. If you need a
formula for calculating this imaginary location, use Thickness divided by
two. (T/2)
Bend Allowance
Imagine the nose bar of the bending brake forming an entire circular shape,
instead of its existing unusual shape. Say the radius bar is using a
radius. (What is that diameter, then? Half Inch, you say?) Lets use the formula
BA = 2 pi (R + T/2)
360
Bends of 90
And if we know that were only accomplishing a simple 90 bend, then the
formula can be simplified to:
BA = 2 pi (R + T/2 )
4
Amount of material in the bend
This formula establishes Bend Allowance, which is the exact amount of
material that will be consumed in the bend, and only the bend. The workings of
this formula complete like this:
BA = 2 x 3.1428 ( .250 + .064 / 2 )
4
Complete the calculations
BA = 6.2856 ( .250 + .032 )
4
BA = ( 1.5714 + .201 )
4
BA = 1.7724
4
BA = .443
Chart vs. Formula
Any differences between this calculation and those bend allowances found on
a chart are related to the exact positioning of the neutral axis, and will only
produce a very tiny amount of error that is within the tolerances of forming and
bending sheet metal by hand.
Another piece of the puzzle
You have now produced the exact amount of material that will be consumed
when the metal cuts the corner around the radius bar of the bending
brake. From this, we can begin further steps in the layout.
Setback
Most aircraft sheet metal shops feature at least a cornice brake, or perhaps a
leaf brake (sometimes called a pan brake). The latter can be used for bending all
four edges of a pan-shaped structure. Setback is the distance from the bend
tangent line to the mold point.
Mold Point
Think of the mold point as the exact location where the bend would be if it
were truly a 90 sharp-cornered bend. Another way of illustrating this point is to
extend the straight lines of your bend to a point where they join. That is the mold
point. Setback is used to calculate how much material is not used in the bend ~
kind of the opposite of the bend allowance.
Setback
We have the standard formula for setback as:
Setback = Radius + Thickness
(when we are bending 90 degrees.)
K-Factor, for other than 90
. For angles other than 90 degrees, we must use a K-factor in front of the
(Radius + Thickness) to compensate for the difference in angles. Heres the K-
factor formula:
Setback = K ( R + T )
Use the open or closed angles
It should be pointed out that if we perform bend OVER 90, we must use the K-
factor for the entire bend that will be performed on the metal. A 45-degree closed
angle (Whats the definition of a closed angle? Past Ninety degrees) will require
a K-factor related to 135 degrees, not 45. For our purposes, there are K charts
that will provide the K-factor much simpler than computing it.
To return to our bend of .064 metal, well stay with the simple formula of
Setback = Radius + Thickness
Setback = .250 + .064
Setback = .314
Setback will be used as a deduction from our pattern layout of each flat
section, and is used twice for those sections affected by 2 bends.
Start the layout
Lets put the bend allowance and setback into a layout. A simple U-channel
incorporating two bends will be used, and continue with our thickness of .064
2024 T3, and 90 bends. Outside dimensions of the formed part should measure
2.00 inches after bending on all three sides.
Start the layout
Start with a generous width of material with which to work. Layout each flat
section of 2 inches separated by a line which will represent the mold point.
Subtract from each flat section the setback of .314, and subtract an extra
setback from the center flat section which is affected by two bends. Each outside
flat section now measures 1.69, and the center flat section measures 1.37. Each
dimension can now be marked with a non-leaded pencil, but never with a
scribe. (why?) We still have yet to add in the bend allowance, which occupies a
space between each flat section. Add in the BA (calculated to 0.44) in two
places.
Continuing the layout
You now have dimensions of two outside flat sections, a center flat sections,
and two bend allowances. Add all of these together to find the total amount of
material that will be required to manufacture this part. If done correctly, your
calculations should show 5.63 inches of material required to form a part with
three equal sides of 2 inches each.
Sight lines
One final dimension should be discussed; that of a sight line. Sight lines are
used to properly position the metal in the bending brake such that the bends
begin and end exactly where we calculated. It is placed exactly one radius from
a bend tangent line, and it is important to know WHICH bend tangent to measure
from.
Sight lines
Decide which end of your project will be clamped into the bending brake, and
which will hang out over the bending leaf. Draw the sight line from the btl which
will be clamped underneath the radius bar of the brake. The sight line gives an
exact position, when viewed from directly above, where the align your part.
Spring back
When bending, dont forget about Spring Back. This is related to the temper
of the material used, and should be compensated for during the bending
motion. Bend the material past the 90-degree point slightly, and check the spring
back for an exact right angle bend.
Relief Holes
A quick mention should be made about relief holes: these are necessary to
relieve stresses that would occur if making two (or more) intersecting
bends. Relief holes are commonly found at the extreme corners of a pan shape.
Relief Holes
Relief holes should be larger than the bend radius, and it is important to
deburr them completely. Ensure relief holes are at the intersection of the inside
bend tangent lines. Also, material on the sides of the pan shape may be cut back
slightly to allow for non-interference with each other after bending.
Bending and Forming
Cornice Brake is the most common in aviation shops
Also known as the standard hand brake
Cornice brake (standard hand brake)
Bending and Forming
Other types include the box (or pan) brake which use smaller nose bars
And the Bar former, or bench former
Samples of these downstairs in our hangar
Bending and Forming
Spring Back: the tendency of a material to return to its original shape
Most often spring back is seen after a bending operation on a stiff metal
Consider spring back whenever bending a sheet of metal. 7 10% is not
unusual.
Bending and Forming
Various nose bars are used to change the radius of the bend
MBR : Minimum Bend Radius
MBR is generally:
1X thickness for O temper material
2.5X thickness for T4 temper material
3X thickness for T3 temper material
Bending and Forming
Bend Allowance is that amount of material that is consumed in the bend. The
Bend Allowance begins and ends at the Bend Tangent Lines
BTL (Bend Tangent Lines) are the lines which define the beginning and
ending of the curved portion
Bending and Forming
Bend allowance chart is on page 2 72 of the airframe text
Or a good formula is:
B/A = 2 pi(R + T) x N/360
Where R is the radius, T is thickness
And N is the number of degrees in the bend
Or you can use the empirical formula:
B/A = 0.01743 x R + 0.0078 x N
Bending and Forming
Setback: the amount of material that is deducted from a Bend Allowance
Open & Closed Angles
An open angle is measured as any angle which has not passed the 90
Open & Closed Angles
A closed angle is defined as an angle where the metal has been bent PAST the
90 point
Kevs AME Structures
Part V
Special Fasteners
Special Fasteners
When it is impossible to get inside a structure to buck a solid rivet, in certain
cases it may be permissible to use blind rivets
Most common style is the self-plugging mechanical-lock rivet
Special Fasteners
Certain types of self-plugging blind rivets may be used to replace solids size for
size, but generally they are required to increase one diameter
The reason is a fail-safe; if the stem fails to become an integral part of the rivet,
the hollow shank will have less strength
Applicability
Blind rivets will not be used in the following areas:
Jet intake areas
Floats or hulls, below the water line
Wing attachment fittings
Control surface hinge brackets
Landing gear fittings
Tanks containing fluids
Special Fasteners
Early knob-stem blind rivets
Not discontinued, but in very limited use
Used friction to prevent stem removal
Special Fasteners
Note that blind rivets should not be used on floats or amphibian hulls below the
water line
If it is possible to install a solid rivet, that is the preferred fastener
Most blind rivets require special pulling tools to install.
Special Fasteners
Serrated stem blind rivets
Includes mechanical locking rings around the centre stem.
Includes Cherry Max, Cherry Lock, Olympic Lok, Huck Lok.
Friction Lock Rivets
Blind head is formed by pulling the tapered stem into the hollow shank
Shank swells, and clamps skins together
Stem breaks off at a predetermined tension, but requires shaving to complete
the smooth appearance
Friction Lock Rivets
Friction lock rivets are susceptible to vibration and smoking
Stems fall out and weaken the installation
Not recommended for structural applications
Friction Lock Rivets
Removal is simple:
Punch the stem through
Drill out the shank similar to solid rivet removal procedures
Mechanical Lock Rivets
Mechanical lock rivets may replace solid rivets on a size-for-size basis.
This type of rivet features a positive locking ring on the center stem to prevent
removal
Locking ring is carried on each rivet around the main stem, above the rivet
head prior to pulling the rivet.
Mechanical Lock Rivets
Installation procedures:
Drill the appropriate size hole
Estimate the grip length using the hook grip gauge tool
Install the appropriate grip length rivet
Place the pulling tool over the stem of the blind rivet (mechanical or
pneumatic)
Mechanical Lock Rivets
Installation procedures, continued:
Stem is pulled into the rivet puller, through the center of the shank, bulging the
shank near the skin
Bulging action clamps skins together as stem continues to pull through the
center
Bulb becomes fully formed; hole-filling is completed
Mechanical Lock Rivets
Installation procedures, continued:
Stem shears off at the narrowest point, at a predetermined tension
Stem locking collar is forced into place at the same time, gripping the
remainder of the stem inside the rivet head
Stem comes completely free
If properly done, no shaving will be required ~ stem will break free at the rivet
head surface.
Mechanical Lock Rivets
Come in both universal and countersunk head styles
Very sensitive to hole diameter and grip length
Older Cherry-Lock rivets had a bad tendency to lose their locking rings, or
leave them protruding.
Mechanical Lock Rivets
Cherry Max rivets available in diameters of 1/8, 5/32, 3/16, and 1/4
Lengths increment in 1/16 use the grip gauge
They feature oversized diameters for each size.
Cherry Max rivets use a washer around the stem above the rivet head to set
the locking ring, as opposed to Cherry Lock which does not have the washer.
Mechanical Lock Rivets
Olympic Lok rivets are a three piece rivet
Do not shave or file the head of an olympic lok; it weakens the locking ring
attachment points
Only available in three sizes: 1/8, 5/32 and 3/16
Mechanical Lock Rivets
Huck lok rivets come in same sizes as Cherry Max
Has good abilities to clamp-up skins
Requires greater skill to remove
Commercial Pop rivets
Do not use commercial pull-type pop rivets to effect aircraft repairs
In some cases, certain pop-rivet pullers may be used to pull Cherry Max
rivets. They will not function on Cherry Lock fasteners.
Common blind rivet installation defects
Oversize or elongated hole
Incorrect grip length
Burrs
Gap between sheets
Angled rivet head, or angled tooling
Go NoGo gauges
Certain companies manufacture special tools to estimate hole sizes for blind
rivets
If the Go side of the gauge fits, the rivet will fit.
If the No-Go side fits, the hole is too large for that size of rivet
Grip lengths
Unacceptable grip length; no shank protrusion
Acceptable grip length; small amount of shank protruding (but not too much)
Head Markings
If numbers are present on blind rivet heads, they represent grip lengths
Comparisons: Cherry Max to Cherry Lock
Much less tooling for Cherry Max; one pneumatic tool or a single hand puller
will install all sizes
More reliable rivet installation; less lock ring fallout on Cherry Max rivets
Cherry Max available in 5056 aluminum or Monel
Comparisons: Cherry Max to Cherry Lock
Cherry Lock pneumatic tools are larger, heavier, and much more
complicated. Prone to problems. Mechanical pulling heads are complicated, and
require elaborate procedures to change.
Cherry Lock rivets are more prone to pulling problems; stems break early,
or not at all, and lock rings fail to seat
Cherry Max removals
Remove lock ring by one of the following methods:
Drill-off
Cutting wheel
Sanding disk
Drive center stem through with a small pin punch
Remove rivet head with similar procedures to solid rivets
Cherry Max part numbers
CR 3213 4 6 (sample part number)
Breaks down into:
CR3 Cherry Rivet
2 Barrel Material
1 Rivet type: Nominal (4 is oversize)
3 Universal head (Countersunk = 2)
- 4 Shank, in 1/32s
- 6 grip length in 1/16s
Notes
Cherry Max driving anvil on countersunk rivets is Gold to indicate nominal
diameters
Grip gauge shown here:
HiLoks
The hi-lok fastener combines the features of a rivet and a bolt and is used for
high-strength, interference-free fit of primary structures. The hi-lok fastener
consists of a threaded pin and threaded locking collar.
Hi-Lok Fasteners
The pins are made of cadmium-plated alloy steel with protruding or 100-
degree flush heads. Collars for the pins are made of anodized 2024-T6 aluminum
or stainless steel.
Hi-Lok Fasteners
The threaded end of the pin is recessed with a hexagon socket to allow
installation from one side. The major diameter of the threaded part of the pin has
been truncated (cut undersize) to accommodate a 0.004-inch maximum
interference-free fit.
Hi-Lok Fasteners
One end of the collar is internally recessed with a 1/16-inch, built-in variation
that automatically provides for variable material thickness without the use of
washers and without fastener preload changes. The other end of the collar has a
torque-off wrenching device that controls a predetermined residual tension of
preload (10%) in the fastener.
Hi Shear fasteners
Manufactured by the Hi Shear corporation
Used in high shear strength applications
Quick to install; lighter than bolts/nuts
Pins usually made of steel, but some aluminium pins available
Requires necked pin and a swedged collar
Used in thick material areas
Hi Shear fasteners
Collar is driven onto the necked portion of the pin with a rivet gun; part of the
collar shears off, and the remaining is compressed into a tight ring around the pin
neck.
Possible to use pneumatic squeezers and special adapters
See page 125 and onwards for further info.
Jo-Bolt Fasteners
The jo-bolt is a high-strength, blind structural fastener that is used on difficult
riveting jobs when access to one side of the work is impossible. The jo-bolt
consists of three factory-assembled parts: an aluminum alloy or alloy steel nut, a
threaded alloy steel bolt, and a corrosion-resistant steel sleeve. The head styles
available for jo-bolts are the 100-degree flush head, the hexagon protruding head,
and the 100-degree flush millable head.
Вам также может понравиться
- Aircraft HardwareДокумент103 страницыAircraft HardwareJuly Tade100% (1)
- Airraft HardwaresДокумент38 страницAirraft HardwaresDyesalyn B. CapitoОценок пока нет
- Aircraft HardwareДокумент36 страницAircraft HardwareUmar HasanОценок пока нет
- Lesson 5 Sheet Metal RivetsДокумент38 страницLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- Know Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalДокумент3 страницыKnow Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalbenОценок пока нет
- WS Ii BoltsДокумент115 страницWS Ii BoltsRicha LalwaniОценок пока нет
- Aircraft FastenerДокумент91 страницаAircraft FastenerPrasanthОценок пока нет
- MODULE 6.5 FastenersДокумент12 страницMODULE 6.5 FastenerssreeramОценок пока нет
- Aircraft Fastener NotesДокумент76 страницAircraft Fastener NotesHarimau Merah100% (2)
- Boeing FastenersДокумент40 страницBoeing Fastenersskynorth100% (16)
- Aircraft Metal Structural RepairДокумент160 страницAircraft Metal Structural RepairAlrino Dwi Prasetyo100% (2)
- Aircraft Wiring InstallationДокумент228 страницAircraft Wiring InstallationMannix29100% (6)
- Aircraft Drawing and Blueprint Reading (En)Документ54 страницыAircraft Drawing and Blueprint Reading (En)BeaОценок пока нет
- 0903 Aircraft WiringДокумент36 страниц0903 Aircraft Wiringmatteo_1978Оценок пока нет
- Aircraft Structures IIДокумент106 страницAircraft Structures IIvodmox75% (4)
- Chapter 7 - PropellersДокумент41 страницаChapter 7 - PropellersKim Rioveros100% (1)
- Faa CT 8080 4FДокумент146 страницFaa CT 8080 4FRoyston LimОценок пока нет
- Aircraft HardwareДокумент52 страницыAircraft HardwareMatthew Silab100% (1)
- Aircraft Propeller Control and OperationДокумент26 страницAircraft Propeller Control and Operationgulshan100% (2)
- Aircraft Hardware New PDFДокумент50 страницAircraft Hardware New PDFM Miftakul Huda11100% (2)
- TM 1-1500-328-23-1 Aviation General Maintenance & PracticeДокумент429 страницTM 1-1500-328-23-1 Aviation General Maintenance & Practiceokamo0% (1)
- StandardAero - PW100 EngineДокумент2 страницыStandardAero - PW100 EnginechanduОценок пока нет
- M17Документ37 страницM17Sundaram MohanОценок пока нет
- Aerospace Products BrochureДокумент15 страницAerospace Products BrochurejesszeusОценок пока нет
- Aircraft Wiring and Bonding-Completo PDFДокумент416 страницAircraft Wiring and Bonding-Completo PDFDAVID FAJARDO PUERTOОценок пока нет
- 17 - Propellers Cat AДокумент335 страниц17 - Propellers Cat AFitrianisutantiОценок пока нет
- Asna 2050Документ9 страницAsna 2050Carlos Arévalo100% (1)
- EASA Mod 7A BK 7 RivetsДокумент65 страницEASA Mod 7A BK 7 RivetsVasco M C Santos100% (1)
- Lesson 4 STATION NUMBER AND ZONAL SYSTEMДокумент3 страницыLesson 4 STATION NUMBER AND ZONAL SYSTEMjeevan basnyat100% (1)
- 212 MM CH62Документ46 страниц212 MM CH62Carlos ViverosОценок пока нет
- Electical System Fast Track Series Questions and Answers by Dale CraneДокумент13 страницElectical System Fast Track Series Questions and Answers by Dale CranesomeshОценок пока нет
- Aircraft Mechanics Specification HandbookДокумент255 страницAircraft Mechanics Specification HandbookJames100% (9)
- Rivets PatchДокумент100 страницRivets PatchOmar SalazarОценок пока нет
- 7 SRMДокумент22 страницы7 SRMChristian Oliveira100% (3)
- Beech Kit Catalog April 2009Документ755 страницBeech Kit Catalog April 2009Gerardo AltunaОценок пока нет
- m-17 Propeller QuestionsДокумент28 страницm-17 Propeller QuestionsqwesadОценок пока нет
- Basic Aircraft StructureДокумент94 страницыBasic Aircraft Structurevipin murali100% (4)
- 09-Main Rotor HUB SystemsДокумент46 страниц09-Main Rotor HUB SystemsAfshin Manouchehri100% (1)
- Aircraft Materials, Structures, Damages, Repair and AgeingДокумент18 страницAircraft Materials, Structures, Damages, Repair and AgeingFrancisco Zurisaddai MenesesОценок пока нет
- Electical System Fast Track Series Questions and Answers by Dale CraneДокумент26 страницElectical System Fast Track Series Questions and Answers by Dale CraneAviation World100% (6)
- Cessna 206 Chapter 24 Illustrated Parts CatalogueДокумент33 страницыCessna 206 Chapter 24 Illustrated Parts Cataloguekanwar100% (1)
- Airframe and Powerplant Mechanic Certification GuideДокумент67 страницAirframe and Powerplant Mechanic Certification GuideAndres AyalaОценок пока нет
- Aircraft ToolsДокумент98 страницAircraft ToolsAdrian Aquino100% (3)
- Aircraft Repair The Missing ManualДокумент144 страницыAircraft Repair The Missing ManualJesse100% (1)
- Avionics FundamentalsДокумент55 страницAvionics FundamentalsSyed Iqmal100% (3)
- Amt School 1-Week A P Guaranteed Written Oral Practical Exam Preparation Course AgendaДокумент7 страницAmt School 1-Week A P Guaranteed Written Oral Practical Exam Preparation Course AgendaNancyS123Оценок пока нет
- Landing GearДокумент41 страницаLanding Geartarakae04100% (1)
- Australian Aerospace Engineering - V2 CatalogueДокумент224 страницыAustralian Aerospace Engineering - V2 Cataloguesuzi king100% (1)
- SS5100 Rev 34 (Hole Sizes)Документ30 страницSS5100 Rev 34 (Hole Sizes)mtcengineering100% (2)
- Balancing & Rigging - Flight Control SystemДокумент44 страницыBalancing & Rigging - Flight Control Systemarun_devaraj100% (1)
- Alcoa Fastening SystemsДокумент131 страницаAlcoa Fastening SystemsWanbo LiuОценок пока нет
- Helicopter FundamentalsДокумент66 страницHelicopter FundamentalsYuvaraj Tingiri100% (1)
- B1-17 Propeller Systems SRДокумент138 страницB1-17 Propeller Systems SRAlexander Mcfarlane100% (1)
- Aircraft Structural ComponentsДокумент32 страницыAircraft Structural ComponentsLivil LyleОценок пока нет
- Solid Rivet InformationДокумент6 страницSolid Rivet InformationKukyong LeeОценок пока нет
- Aircraft Structurses - Part IIДокумент17 страницAircraft Structurses - Part IIhellenhse1Оценок пока нет
- Rivet ID and NAS523 CodeДокумент4 страницыRivet ID and NAS523 Codeslam12125100% (1)
- Aircraft RivetsДокумент50 страницAircraft RivetsPranjal DograОценок пока нет
- Aeng 213 Aircraft Materials Construction and Repair (Finals)Документ9 страницAeng 213 Aircraft Materials Construction and Repair (Finals)Bea SaguinsinОценок пока нет
- AN BoltsДокумент8 страницAN BoltsAnthony McfayОценок пока нет
- Caterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFДокумент23 страницыCaterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFfkdmma100% (1)
- Babylock BL18 SMДокумент22 страницыBabylock BL18 SMDavid GarnerОценок пока нет
- F00130EN-05 Legrand Outlet SoucketДокумент8 страницF00130EN-05 Legrand Outlet SoucketAbdulaziz AlrawiОценок пока нет
- Blind Faster Process PDFДокумент38 страницBlind Faster Process PDFJuan Fernando Quintero Balcazar100% (1)
- Brosur MRBДокумент15 страницBrosur MRBTrellindo Solusi TeknikОценок пока нет
- Steel Crane Girder Design ExampleДокумент4 страницыSteel Crane Girder Design Examplesaman2580100% (1)
- MEE 212 Pre - CH 3Документ16 страницMEE 212 Pre - CH 3alhassan Abdul MaleeqОценок пока нет
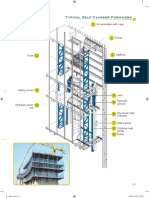
- Typical Self Climber Formwork: Access Ladder With CageДокумент7 страницTypical Self Climber Formwork: Access Ladder With CageJinxian XuОценок пока нет
- Mehak Industries: Quality Assurance Plan For Logitudinal/Circumferential Welded M.S. PipeДокумент1 страницаMehak Industries: Quality Assurance Plan For Logitudinal/Circumferential Welded M.S. PipeSadiq ShakilОценок пока нет
- HP300 GA and Dimensional Drawings MM1472950 - 0Документ10 страницHP300 GA and Dimensional Drawings MM1472950 - 0Thiago PaivaОценок пока нет
- Repairing Jaeger & Smiths SpeedometersДокумент25 страницRepairing Jaeger & Smiths SpeedometersMichael Carnell100% (2)
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesДокумент21 страницаJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuОценок пока нет
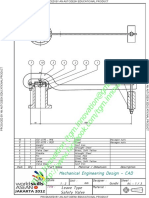
- Task 6 - Leave Type Safety ValveДокумент3 страницыTask 6 - Leave Type Safety ValveTeguh RaharjoОценок пока нет
- FIR Filter CharacteristicsДокумент11 страницFIR Filter Characteristics21l106Оценок пока нет
- Rexnord Tollok - Locking Assembly PDFДокумент43 страницыRexnord Tollok - Locking Assembly PDFJhordan UgarteОценок пока нет
- Riser Diagram E: "Construction of Tanauan Super Health Center"Документ1 страницаRiser Diagram E: "Construction of Tanauan Super Health Center"Liana BantayanОценок пока нет
- Pre Tensioning SystemsДокумент19 страницPre Tensioning SystemsDiego H FernandezОценок пока нет
- Bomba Warman 3x2Документ44 страницыBomba Warman 3x2Alex ContrerasОценок пока нет
- Metric Socket Head Cap Screws1 PDFДокумент2 страницыMetric Socket Head Cap Screws1 PDFRavi BabaladiОценок пока нет
- Palfinger PK 15500 Load ChartДокумент2 страницыPalfinger PK 15500 Load ChartD Chandra Sekhar100% (2)
- CEMDEF40 Module 1 - Introduction To Mechnanics of MaterialsДокумент29 страницCEMDEF40 Module 1 - Introduction To Mechnanics of MaterialsengrrrrОценок пока нет
- Ester HydrolysisДокумент3 страницыEster Hydrolysissheik abdullaОценок пока нет
- Specifications: I. General ProvisionsДокумент4 страницыSpecifications: I. General Provisionsemem CatzОценок пока нет
- 12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enДокумент11 страниц12) Vulkan Vulastik-L 2800, 2801, 2810, 2811, 2830, 2831 enAshish Jha50% (2)
- Parts On Group (1150D) - CASE CRAWLER TRACTOR (1/76-12/86)Документ167 страницParts On Group (1150D) - CASE CRAWLER TRACTOR (1/76-12/86)manuales2022Оценок пока нет
- Martillo Hidrahulico 2012082Документ143 страницыMartillo Hidrahulico 2012082Angel Armando Buentello100% (1)
- 3 Mounting PositionsДокумент17 страниц3 Mounting PositionsErich ThomasОценок пока нет
- Grundfos MTHДокумент4 страницыGrundfos MTHEletro Mecanica GuaraОценок пока нет
- Unit 8 Loaders 装载机Документ23 страницыUnit 8 Loaders 装载机cumtjerryОценок пока нет
- Slaghog Narrow User ManualДокумент11 страницSlaghog Narrow User ManualMetin AğayaОценок пока нет