Вам также может понравиться
- Stern Tube Lubrication Systems ExplainedДокумент1 страницаStern Tube Lubrication Systems ExplainedAbdur RachmanОценок пока нет
- Steering Gear ManualДокумент187 страницSteering Gear ManualSavinda JanszОценок пока нет
- VTMH Am Brochure g1861 Designer-Manual eДокумент12 страницVTMH Am Brochure g1861 Designer-Manual eCleyton LeiteОценок пока нет
- Marine Propeller Shaft PowerДокумент26 страницMarine Propeller Shaft PowerJuniorJavier Olivo FarreraОценок пока нет
- Stern tube bearings and wear measurementДокумент3 страницыStern tube bearings and wear measurementaadarsh kumarОценок пока нет
- ZERO POLLUTION HIGH PERFORMANCE BEARING SYSTEMSДокумент12 страницZERO POLLUTION HIGH PERFORMANCE BEARING SYSTEMSAndrea NaranjoОценок пока нет
- Diesel Engine ConstructionДокумент53 страницыDiesel Engine ConstructionLasse HansenОценок пока нет
- Propeller Shafts (BV)Документ2 страницыPropeller Shafts (BV)João Henrique Volpini MattosОценок пока нет
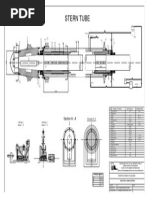
- Stern Tube Diagram Parts ListДокумент1 страницаStern Tube Diagram Parts ListBagus Gelis Pratama Putra100% (1)
- Drive PerformanceДокумент47 страницDrive PerformanceEduardo VicelisОценок пока нет
- Crankshaft, crosshead and bearing constructionДокумент47 страницCrankshaft, crosshead and bearing constructionMeghanath Adkonkar0% (1)
- Report of Marine Diesel PracticumДокумент31 страницаReport of Marine Diesel PracticumPutu Widhi ApriliaОценок пока нет
- 8 Common Problems Found in Steering Gear System of ShipsДокумент5 страниц8 Common Problems Found in Steering Gear System of ShipsNorman prattОценок пока нет
- Mtu 16V 595 Te 70Документ1 страницаMtu 16V 595 Te 70Aytaç KesginОценок пока нет
- BearingsДокумент58 страницBearingsSarath RaghavОценок пока нет
- EHV Module IДокумент92 страницыEHV Module IArun ShobyОценок пока нет
- Van Der Velden® ATLANTIC Rudder: Choose To IntegrateДокумент2 страницыVan Der Velden® ATLANTIC Rudder: Choose To IntegrateKaliostro CeroОценок пока нет
- Sea-Water Lubricated Stern Tube BearingsДокумент5 страницSea-Water Lubricated Stern Tube BearingsfrancisОценок пока нет
- The Turnomat Valve RotatorДокумент5 страницThe Turnomat Valve RotatorBharatiyulam100% (1)
- Bow Thruster Installation InstructionsДокумент9 страницBow Thruster Installation InstructionsRovert AlonzoОценок пока нет
- Tie Bolts or Tie RodsДокумент8 страницTie Bolts or Tie RodsAayush AgrawalОценок пока нет
- A Conceptual Design and Analysis Tool For AircraftsДокумент13 страницA Conceptual Design and Analysis Tool For AircraftsAltay TabancacıОценок пока нет
- SL00 383Документ5 страницSL00 383bekavacsОценок пока нет
- Crankshaft TerminologyДокумент16 страницCrankshaft TerminologySathistrnpcОценок пока нет
- VehicleDriveCalculation PDFДокумент1 страницаVehicleDriveCalculation PDFnithansaОценок пока нет
- M.a.N. 6L16-24 MK II Upgrades at Sefine Shipyard 2015Документ4 страницыM.a.N. 6L16-24 MK II Upgrades at Sefine Shipyard 2015techОценок пока нет
- Thrust BlockДокумент2 страницыThrust Blockkyaw yaОценок пока нет
- 513 613 L28 32H Compressed Air SystemДокумент9 страниц513 613 L28 32H Compressed Air SystemFlo MarineОценок пока нет
- Alley - Maclellan - Steering-Gear Marine - Eng - Jul - 01 - 1888Документ2 страницыAlley - Maclellan - Steering-Gear Marine - Eng - Jul - 01 - 1888John Smith100% (1)
- 2 Stroke Diesel Engine Components-1Документ72 страницы2 Stroke Diesel Engine Components-1EdemОценок пока нет
- Oros PistonДокумент6 страницOros Pistonbrigolmustihotmail.com100% (1)
- Crankpin Calibration ReportДокумент1 страницаCrankpin Calibration ReportDoss LawrenceОценок пока нет
- Ada462130 PDFДокумент149 страницAda462130 PDFmaxpattОценок пока нет
- The Virtual Shipyard: A Simulation Model of The Shipbuilding ProcessДокумент12 страницThe Virtual Shipyard: A Simulation Model of The Shipbuilding ProcessAdades Safede EfdОценок пока нет
- Steam Turbine Construction MaterialsДокумент14 страницSteam Turbine Construction MaterialsmarpelОценок пока нет
- Brochure 51 60DFДокумент8 страницBrochure 51 60DFSenol Seidali100% (1)
- Wartsila O Pumps Hamworthy Pump RoomДокумент8 страницWartsila O Pumps Hamworthy Pump Roomliao_marcoОценок пока нет
- HOUTTUIN Catalog GeneralДокумент12 страницHOUTTUIN Catalog GeneralRelu123Оценок пока нет
- Turbocharger Principles and Components for Marine EngineersДокумент14 страницTurbocharger Principles and Components for Marine EngineersDodi SuhendraОценок пока нет
- Aux EngineДокумент45 страницAux Enginetheva34Оценок пока нет
- 40MF Series End Suction Fire Pump & Package System BrochureДокумент4 страницы40MF Series End Suction Fire Pump & Package System BrochurearsushanОценок пока нет
- Man New Piston RingsДокумент3 страницыMan New Piston RingsMario AndrewОценок пока нет
- 516 616 L28 32H Cooling Water SystemДокумент13 страниц516 616 L28 32H Cooling Water SystemFlo MarineОценок пока нет
- A Study On Torque Rich Phenomena in Ship OperationДокумент11 страницA Study On Torque Rich Phenomena in Ship OperationAnonymous XtvvG80zuОценок пока нет
- Environmentally Friendly Marine Gensets Compliant with IMO RegulationsДокумент20 страницEnvironmentally Friendly Marine Gensets Compliant with IMO RegulationsAjinkya KhamkarОценок пока нет
- Cylinder LubricationДокумент8 страницCylinder LubricationVinay Kumar Neelam100% (1)
- IRON Pump - QV SeriesДокумент2 страницыIRON Pump - QV SeriesAbsar MamunОценок пока нет
- K90MC-C Project Guide for Two-stroke Marine EnginesДокумент279 страницK90MC-C Project Guide for Two-stroke Marine EnginesfaintaresОценок пока нет
- Checklist for FiFi installations and startup report optimizationДокумент2 страницыChecklist for FiFi installations and startup report optimizationTa Bon0% (1)
- Service Bulletin RTA-43.3 RT-flex-05Документ12 страницService Bulletin RTA-43.3 RT-flex-05Gaby CrisОценок пока нет
- Bedplate Foundation EngineДокумент11 страницBedplate Foundation EngineVinay Kumar NeelamОценок пока нет
- 6 Checking and Adjustment of Exhaust Cam LeadДокумент8 страниц6 Checking and Adjustment of Exhaust Cam LeadJomari Saligan100% (1)
- Refit Requirement - Fares1Документ35 страницRefit Requirement - Fares1boen jaymeОценок пока нет
- Engine Bearing Sizes - VW BeetleДокумент2 страницыEngine Bearing Sizes - VW BeetleDarius BooyensОценок пока нет
- 48 60Документ5 страниц48 60j1931ppОценок пока нет
- Docshare - Tips Stern Tube BoringДокумент2 страницыDocshare - Tips Stern Tube Boringfachrul rozziОценок пока нет
- Torre de Cucharas de Colada Continua Reemplazo de Rodamiento Y BujesДокумент12 страницTorre de Cucharas de Colada Continua Reemplazo de Rodamiento Y Bujesrcordero.tasОценок пока нет
- 'Replacement of Corroded and Perforated Cross Girders of BR - NO.449 DNДокумент11 страниц'Replacement of Corroded and Perforated Cross Girders of BR - NO.449 DNgopi bhupathiОценок пока нет
- Short Shut Down ReportДокумент4 страницыShort Shut Down ReportMuhammad Ahmed AltafОценок пока нет
- What Is Grease?Документ5 страницWhat Is Grease?Medha Jog KatdareОценок пока нет
- Material Used in Ship BuildingДокумент13 страницMaterial Used in Ship BuildingMedha Jog KatdareОценок пока нет
- Gear Oil: Function of A Gear LubricantДокумент2 страницыGear Oil: Function of A Gear LubricantMedha Jog KatdareОценок пока нет
- Housekeeping: Storage On DeckДокумент3 страницыHousekeeping: Storage On DeckMedha Jog KatdareОценок пока нет
- Ac and DC Solenoid ValvesДокумент3 страницыAc and DC Solenoid ValvesMedha Jog KatdareОценок пока нет
- Trouble Shooting SeperatorДокумент1 страницаTrouble Shooting SeperatorMedha Jog KatdareОценок пока нет
- Liquefied Gas Handling TerminologyДокумент9 страницLiquefied Gas Handling TerminologyMedha Jog KatdareОценок пока нет
- Engine LubricationДокумент4 страницыEngine LubricationMedha Jog KatdareОценок пока нет
- Ensuring Sat Performamce of Stern TubeДокумент6 страницEnsuring Sat Performamce of Stern TubeMedha Jog KatdareОценок пока нет
- Ac and DC Solenoid ValvesДокумент3 страницыAc and DC Solenoid ValvesMedha Jog KatdareОценок пока нет
- Purifier Maintenance & Emergency ProceduresДокумент27 страницPurifier Maintenance & Emergency ProceduresMedha Jog KatdareОценок пока нет
- Classification of PumpsДокумент22 страницыClassification of PumpsMedha Jog KatdareОценок пока нет
- Ocean Pollution and CleaningДокумент8 страницOcean Pollution and CleaningMedha Jog KatdareОценок пока нет
- Horizontal Shaft Dismantling GuideДокумент2 страницыHorizontal Shaft Dismantling GuideMedha Jog KatdareОценок пока нет
- Trouble Shooting SeperatorДокумент1 страницаTrouble Shooting SeperatorMedha Jog KatdareОценок пока нет
- Difference Between Safety Valve and Relief ValveДокумент3 страницыDifference Between Safety Valve and Relief ValveMedha Jog KatdareОценок пока нет
- Cargo Pumping SystemДокумент24 страницыCargo Pumping SystemMedha Jog Katdare100% (1)
- Cargo Tank Venting ArrangementsДокумент3 страницыCargo Tank Venting ArrangementsMedha Jog KatdareОценок пока нет
- Risk AssessmentДокумент18 страницRisk AssessmentMedha Jog KatdareОценок пока нет
- Machine Safety 0 0Документ32 страницыMachine Safety 0 0Adam RossОценок пока нет
- Scavenge FireДокумент4 страницыScavenge FireMedha Jog KatdareОценок пока нет
- Scavenge FireДокумент4 страницыScavenge FireMedha Jog KatdareОценок пока нет
- Scavenge FireДокумент4 страницыScavenge FireMedha Jog KatdareОценок пока нет
- Lobe PumpДокумент15 страницLobe PumpMedha Jog KatdareОценок пока нет
- CorroisonДокумент3 страницыCorroisonMedha Jog KatdareОценок пока нет
- Impressed Current Cathodic Protection (ICCP) SystemsДокумент4 страницыImpressed Current Cathodic Protection (ICCP) SystemsMedha Jog KatdareОценок пока нет
- Formulae and Definitions in MathematicsДокумент71 страницаFormulae and Definitions in MathematicsMedha Jog Katdare100% (1)
- Dynamics of RotationДокумент32 страницыDynamics of RotationMedha Jog KatdareОценок пока нет
- Ship-Shore Safety Check List For TankersДокумент6 страницShip-Shore Safety Check List For TankersMedha Jog Katdare67% (3)
- Censorship Is Always Self Defeating and Therefore FutileДокумент2 страницыCensorship Is Always Self Defeating and Therefore Futileqwert2526Оценок пока нет
- Influencing Decisions: Analyzing Persuasion TacticsДокумент10 страницInfluencing Decisions: Analyzing Persuasion TacticsCarl Mariel BurdeosОценок пока нет
- 1) Anuj Garg Vs Hotel Association of India: Article 15Документ26 страниц1) Anuj Garg Vs Hotel Association of India: Article 15UriahОценок пока нет
- The Rocky Mountain WestДокумент202 страницыThe Rocky Mountain WestYered Canchola100% (1)
- 2016-2017 Course CatalogДокумент128 страниц2016-2017 Course CatalogFernando Igor AlvarezОценок пока нет
- Godbolt RulingДокумент84 страницыGodbolt RulingAnthony WarrenОценок пока нет
- Narrative On Parents OrientationДокумент2 страницыNarrative On Parents Orientationydieh donaОценок пока нет
- Square Pharma Valuation ExcelДокумент43 страницыSquare Pharma Valuation ExcelFaraz SjОценок пока нет
- Unit Test: VocabularyДокумент2 страницыUnit Test: VocabularyTrang PhạmОценок пока нет
- Tayug Rural Bank v. CBPДокумент2 страницыTayug Rural Bank v. CBPGracia SullanoОценок пока нет
- Codex Magica Texe MarrsДокумент588 страницCodex Magica Texe MarrsAndrew D WadeОценок пока нет
- MGT420Документ3 страницыMGT420Ummu Sarafilza ZamriОценок пока нет
- Ncaa Financial Report Fy19 AlcornДокумент79 страницNcaa Financial Report Fy19 AlcornMatt BrownОценок пока нет
- Madhuri Economics of Banking Semester 1 ProjectДокумент35 страницMadhuri Economics of Banking Semester 1 ProjectAnaniya TiwariОценок пока нет
- The Left, The Right, and The State (Read in "Fullscreen")Документ570 страницThe Left, The Right, and The State (Read in "Fullscreen")Ludwig von Mises Institute100% (68)
- RIZAL Childhood ScriptДокумент3 страницыRIZAL Childhood ScriptCarla Pauline Venturina Guinid100% (2)
- 79.1 Enrico vs. Heirs of Sps. Medinaceli DigestДокумент2 страницы79.1 Enrico vs. Heirs of Sps. Medinaceli DigestEstel Tabumfama100% (1)
- Vas Ifrs Event enДокумент2 страницыVas Ifrs Event enDexie Cabañelez ManahanОценок пока нет
- Aristotle Model of CommunicationДокумент4 страницыAristotle Model of CommunicationSem BulagaОценок пока нет
- Architecture FirmДокумент23 страницыArchitecture Firmdolar buhaОценок пока нет
- Handout On Reed 1 Initium Fidei: An Introduction To Doing Catholic Theology Lesson 4 Naming GraceДокумент8 страницHandout On Reed 1 Initium Fidei: An Introduction To Doing Catholic Theology Lesson 4 Naming GraceLEILA GRACE MALACAОценок пока нет
- Mediocrity-The Unwated SinДокумент3 страницыMediocrity-The Unwated SinJay PatelОценок пока нет
- Pendekatan (CTL) Dan Implementasinya Dalam Rencana Pembelajaran PAI MIДокумент20 страницPendekatan (CTL) Dan Implementasinya Dalam Rencana Pembelajaran PAI MIAfandi HusinОценок пока нет
- A Bibliography of China-Africa RelationsДокумент233 страницыA Bibliography of China-Africa RelationsDavid Shinn100% (1)
- Exploratory EssayДокумент9 страницExploratory Essayapi-237899225Оценок пока нет
- High-Performance Work Practices: Labor UnionДокумент2 страницыHigh-Performance Work Practices: Labor UnionGabriella LomanorekОценок пока нет
- NS500 Basic Spec 2014-1015Документ58 страницNS500 Basic Spec 2014-1015Adrian Valentin SibiceanuОценок пока нет
- Asset To LiabДокумент25 страницAsset To LiabHavanaОценок пока нет
- Penyebaran Fahaman Bertentangan Akidah Islam Di Media Sosial Dari Perspektif Undang-Undang Dan Syariah Di MalaysiaДокумент12 страницPenyebaran Fahaman Bertentangan Akidah Islam Di Media Sosial Dari Perspektif Undang-Undang Dan Syariah Di Malaysia2023225596Оценок пока нет
- Usui MemorialДокумент6 страницUsui MemorialstephenspwОценок пока нет