Вам также может понравиться
- Introduction to Vibration Analysis Programs (40Документ52 страницыIntroduction to Vibration Analysis Programs (40Sam100% (3)
- Intelligent Fault Diagnosis and Remaining Useful Life Prediction of Rotating MachineryОт EverandIntelligent Fault Diagnosis and Remaining Useful Life Prediction of Rotating MachineryРейтинг: 5 из 5 звезд5/5 (2)
- Turbomachinery Vibration Monitoring PDFДокумент150 страницTurbomachinery Vibration Monitoring PDFTheerayoot Poomchai100% (3)
- Forsthoffer’s Component Condition MonitoringОт EverandForsthoffer’s Component Condition MonitoringРейтинг: 4 из 5 звезд4/5 (2)
- Vibration Dignostic ChartДокумент5 страницVibration Dignostic ChartIbrahim Sammour92% (12)
- READ 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsДокумент758 страницREAD 0. Bently, Donald - Hatch, Charles T - Grissom, Bob (Editor) - Fundamentals of Rotating Machinery DiagnosticsZaryab Hyder89% (9)
- Donald E. Bently - Handbook Fundamentals of Rotating Machinery Diagnostics PDFДокумент757 страницDonald E. Bently - Handbook Fundamentals of Rotating Machinery Diagnostics PDFGandrig F Vendris98% (47)
- GT Intro and Vibration Diagnostic Basics - Piedmont PDFДокумент71 страницаGT Intro and Vibration Diagnostic Basics - Piedmont PDFAnonymous OFwyjaMyОценок пока нет
- Vibration Analysis Training & Certification Courses by Predict InstituteДокумент7 страницVibration Analysis Training & Certification Courses by Predict InstitutefaisalОценок пока нет
- Vibration Analysis For Reciprocating CompressorsДокумент48 страницVibration Analysis For Reciprocating CompressorsJose PradoОценок пока нет
- Orbit Analysis-2019-2561Документ23 страницыOrbit Analysis-2019-2561Zaheer Ahmad Raza100% (4)
- Bently Nevada MmsДокумент30 страницBently Nevada MmsAmarnath Yadav100% (4)
- An Introduction To Time Waveform AnalysisДокумент21 страницаAn Introduction To Time Waveform AnalysisMohd Asiren Mohd Sharif100% (3)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionОт EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionОценок пока нет
- Vibration MonitoringДокумент67 страницVibration MonitoringApurv Khandelwal100% (4)
- Mechanical Vibrations and Condition MonitoringОт EverandMechanical Vibrations and Condition MonitoringРейтинг: 5 из 5 звезд5/5 (1)
- Tunisia Bently Presentation DayДокумент208 страницTunisia Bently Presentation DayHamdi Mohamed100% (1)
- System 1 Bently Performance User Guide - 142M7884Документ22 страницыSystem 1 Bently Performance User Guide - 142M7884Miguel Angel Castillo OrellanaОценок пока нет
- Cat II Cover A4 250912Документ4 страницыCat II Cover A4 250912Shahbaz KhanОценок пока нет
- GEA20093 Orbit V32N4 2012Q4 HRДокумент60 страницGEA20093 Orbit V32N4 2012Q4 HRChad HuntОценок пока нет
- Orbit AnalysisДокумент5 страницOrbit AnalysisMaurizio Sciancalepore0% (1)
- Diagnostic Techniques For Vibration Analysis of BearingsДокумент9 страницDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- VA II TrainingДокумент393 страницыVA II Trainingjawadhussain195% (19)
- TransducersДокумент121 страницаTransducersfazzlieОценок пока нет
- Basics of Vibration AnalysisДокумент36 страницBasics of Vibration Analysisbagusindarto86% (7)
- Machinery Diagnostic PlotsДокумент16 страницMachinery Diagnostic Plotsfazzlie100% (1)
- Vibration Analysis Level I Course GuideДокумент230 страницVibration Analysis Level I Course Guidejawadhussain189% (9)
- Practical Machinery Vibration Analysis and Predictive MaintenanceОт EverandPractical Machinery Vibration Analysis and Predictive MaintenanceРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Bently Nevada 3500 PresentationДокумент46 страницBently Nevada 3500 PresentationIndranil Hatua94% (17)
- ISO 18436 Category IV Vibration Analyst TrainingДокумент4 страницыISO 18436 Category IV Vibration Analyst TrainingDean Lofall0% (1)
- ISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaДокумент1 страницаISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaMohammed Kamel Tony100% (1)
- Vibration Monitoring System PFL PDFДокумент73 страницыVibration Monitoring System PFL PDFrizwan100% (1)
- Cat IiДокумент72 страницыCat Iizeroseya100% (2)
- Vibration Cat II Practise ExamДокумент3 страницыVibration Cat II Practise Examalxmaas91% (11)
- Siemens Rotating Machinery GuideДокумент191 страницаSiemens Rotating Machinery GuideSathish KumarОценок пока нет
- Dresser RandДокумент71 страницаDresser RandLong Nguyen100% (1)
- Basic Vibration Seminar: ALPS Maintaineering Services, IncДокумент101 страницаBasic Vibration Seminar: ALPS Maintaineering Services, Incbadgeo77Оценок пока нет
- Cat IiДокумент71 страницаCat Iimustafa100% (13)
- Orbit and Timebase Plot AnalysisДокумент16 страницOrbit and Timebase Plot AnalysisAnonymous w6TIxI0G8l100% (1)
- Orbits and SCL PresentationДокумент18 страницOrbits and SCL PresentationChad Hunt100% (3)
- Detect Machinery Faults by Using Peak VueДокумент13 страницDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
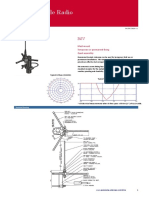
- Private Mobile Radio: Elevated AntennaДокумент2 страницыPrivate Mobile Radio: Elevated AntennaJon-Pierre BooysenОценок пока нет
- Power Inductors We-Pd (Cont.) : Design KitsДокумент1 страницаPower Inductors We-Pd (Cont.) : Design Kitsrajareddy235Оценок пока нет
- Optical Encoder SpecificationsДокумент4 страницыOptical Encoder SpecificationsalfredoОценок пока нет
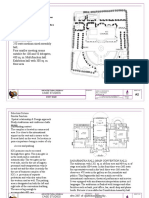
- Project: Floresta Gardens Retail Buildings Fan Coil Units ScheduleДокумент1 страницаProject: Floresta Gardens Retail Buildings Fan Coil Units SchedulekaamОценок пока нет
- Cupiagua CPF: UPS Inverter and Static Switch Function Test CertificateДокумент1 страницаCupiagua CPF: UPS Inverter and Static Switch Function Test CertificateKhaled FatnassiОценок пока нет
- MT-MTZ-NTZ WДокумент6 страницMT-MTZ-NTZ Wdiego suazoОценок пока нет
- Design Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseДокумент35 страницDesign Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseSyaiful AzharОценок пока нет
- KV hr36m31 sm2 PDFДокумент149 страницKV hr36m31 sm2 PDFNeil StockОценок пока нет
- Design Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseДокумент35 страницDesign Analysis of Parts of Francis Turbine: Provision of Features To Blend Some Reaction Into ImpulseMarcelo DelgadoОценок пока нет
- HPVG_Datenblatt_en_final_kleinДокумент63 страницыHPVG_Datenblatt_en_final_klein1989vasu.pОценок пока нет
- Irf2110 AplicationДокумент30 страницIrf2110 Aplicationanand100% (1)
- Catalogo Compresores Hermeticos Piston MT MTZ NTZ Danfoss PDFДокумент8 страницCatalogo Compresores Hermeticos Piston MT MTZ NTZ Danfoss PDFPablo Angel ToiaОценок пока нет
- Bocsh rexroth пропорциональные клапаныДокумент45 страницBocsh rexroth пропорциональные клапаныalesker.alekperov71Оценок пока нет
- High-Efficiency Variable Arc Spray Nozzles (HE-VAN) : Tech SpecДокумент4 страницыHigh-Efficiency Variable Arc Spray Nozzles (HE-VAN) : Tech SpecJeffОценок пока нет
- Stu7Lom: 1. Spectftcat - OnsДокумент9 страницStu7Lom: 1. Spectftcat - OnsSОценок пока нет
- WEG Weg VFD Training July 2017 Training EnglishДокумент29 страницWEG Weg VFD Training July 2017 Training EnglishriansyahОценок пока нет
- Modelingof Kobes High PerformanceheatДокумент24 страницыModelingof Kobes High PerformanceheatsmiskardiОценок пока нет
- Handbook of Formulae and ConstantsДокумент43 страницыHandbook of Formulae and Constantssuhaib hassanОценок пока нет
- Siement Turbine Over Hauling ProcedureДокумент75 страницSiement Turbine Over Hauling Procedurerajurajangam100% (2)
- The New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?Документ14 страницThe New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?rajurajangam100% (1)
- How A Well Is Drilled On LandДокумент19 страницHow A Well Is Drilled On LandrajurajangamОценок пока нет
- VFD Pumping SystemsДокумент22 страницыVFD Pumping Systemsrajurajangam100% (1)
- Cib DC22692Документ16 страницCib DC22692Ashutosh SharmaОценок пока нет
- (Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFДокумент2 страницы(Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFAntonio FresiОценок пока нет
- Terms and Condition PDFДокумент2 страницыTerms and Condition PDFSeanmarie CabralesОценок пока нет
- 3 Course Contents IIIBДокумент5 страниц3 Course Contents IIIBshahabОценок пока нет
- KSRTC BokingДокумент2 страницыKSRTC BokingyogeshОценок пока нет
- UKIERI Result Announcement-1Документ2 страницыUKIERI Result Announcement-1kozhiiiОценок пока нет
- 3DS MAX SYLLABUSДокумент8 страниц3DS MAX SYLLABUSKannan RajaОценок пока нет
- Las Q1Документ9 страницLas Q1Gaux SkjsjaОценок пока нет
- Unit 5 - FitДокумент4 страницыUnit 5 - FitAustin RebbyОценок пока нет
- 01 Automatic English To Braille TranslatorДокумент8 страниц01 Automatic English To Braille TranslatorShreejith NairОценок пока нет
- Jurisdiction On Criminal Cases and PrinciplesДокумент6 страницJurisdiction On Criminal Cases and PrinciplesJeffrey Garcia IlaganОценок пока нет
- De Thi Chuyen Hai Duong 2014 2015 Tieng AnhДокумент4 страницыDe Thi Chuyen Hai Duong 2014 2015 Tieng AnhHuong NguyenОценок пока нет
- 7th Kannada Science 01Документ160 страниц7th Kannada Science 01Edit O Pics StatusОценок пока нет
- Asian Construction Dispute Denied ReviewДокумент2 страницыAsian Construction Dispute Denied ReviewJay jogs100% (2)
- Oop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Документ14 страницOop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Hashir KhanОценок пока нет
- Aptio ™ Text Setup Environment (TSE) User ManualДокумент42 страницыAptio ™ Text Setup Environment (TSE) User Manualdhirender karkiОценок пока нет
- International Convention Center, BanesworДокумент18 страницInternational Convention Center, BanesworSreeniketh ChikuОценок пока нет
- Sample Property Management AgreementДокумент13 страницSample Property Management AgreementSarah TОценок пока нет
- BA 9000 - NIJ CTP Body Armor Quality Management System RequirementsДокумент6 страницBA 9000 - NIJ CTP Body Armor Quality Management System RequirementsAlberto GarciaОценок пока нет
- 1 Estafa - Arriola Vs PeopleДокумент11 страниц1 Estafa - Arriola Vs PeopleAtty Richard TenorioОценок пока нет
- POS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFДокумент23 страницыPOS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFNguyễn Duy QuangОценок пока нет
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentДокумент19 страницL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiОценок пока нет
- Analytical DataДокумент176 страницAnalytical DataAsep KusnaliОценок пока нет
- Railway RRB Group D Book PDFДокумент368 страницRailway RRB Group D Book PDFAshish mishraОценок пока нет
- How To Make Money in The Stock MarketДокумент40 страницHow To Make Money in The Stock Markettcb66050% (2)
- E-TON - Vector ST 250Документ87 страницE-TON - Vector ST 250mariusgrosyОценок пока нет
- Bancassurance Black Book Rahul 777-2Документ62 страницыBancassurance Black Book Rahul 777-2Shubham ShahОценок пока нет
- Week 3 SEED in Role ActivityДокумент2 страницыWeek 3 SEED in Role ActivityPrince DenhaagОценок пока нет
- 4Q Labor Case DigestsДокумент53 страницы4Q Labor Case DigestsKaren Pascal100% (2)
- Wind EnergyДокумент6 страницWind Energyshadan ameenОценок пока нет