Академический Документы
Профессиональный Документы
Культура Документы
Ethylene Propylene
Загружено:
Siva KumarОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Ethylene Propylene
Загружено:
Siva KumarАвторское право:
Доступные форматы
10.5.
1 Ethylene
Properties
Ethylene (H
2
CCH
2
) is the largest volume
building block for many petrochemicals and end
products such as plastics, resins, fibres, etc. The
IUPAC (International Union of Pure and Applied
Chemistry) name is ethene.
Physical properties
Ethylene is a colourless, flammable gas with a
slight odour. Table 1 summarizes its physical,
thermodynamic and transport properties; additional
values are available in many references (Harrison and
Douslin, 1971; Starling, 1973; Bonscher et al., 1974;
Vargaftik, 1975; Douslin and Harrison, 1976; TRC,
Thermodynamics Research Center, 1986; Jacobsen,
1988).
Chemical properties
Ethylene is a very reactive intermediate and,
therefore, is involved in many chemical reactions. The
chemistry of ethylene is based mainly around its
double bond, which reacts readily to form saturated
hydrocarbons, their derivatives and polymers. It is a
planar molecule with a carbon-carbon bond distance
of 1.34 , which is shorter than the CC bond
(s bond) length of 1.53 found in ethane, a saturated
molecule.
In ethylene, the carbon is in its sp
2
-hybridized
state. Each carbon uses two of its sp
2
-hybridized
orbitals to form s bonds with two hydrogen atoms. The
remaining sp
2
orbitals one on each carbon overlap
to form a s bond connecting the two carbons. The two
unhybridized 2p orbitals one from each carbon
overlap to give a p molecular orbital. Therefore, the
double bond in ethylene is composed of a s
component and a p component.
Based on the orbital theory of molecules, 2p
orbitals overlap to give p and p
*
orbitals; in ethylene,
however, only the p orbital is occupied at normal
conditions. Electrons in the p bond are held less
tightly and more easily polarized than electrons in a s
bond. The carbon-carbon double bond (sp) energy
is 611 kJ/mol, which is less than twice the CC bond
(s) dissociation energy of 736 kJ/mol found in ethane.
The CH bond dissociation energy is 451 kJ/mol
and the approximate acidity as measured by the
dissociation constant K
a
is 10
45
. Ethylene reacts with
electrophilic reagents like strong acids (H
), halogens,
and oxidizing agents, but not with nucleophilic
reagents such as Grignard reagents and bases. For the
fundamental mechanisms of these reactions, consult
the following references (Sykes, 1975; Carey, 1987).
Some important reactions are discussed below. Other
reactions not included in the following overview are
primarily of academic interest and comprehensive
discussions are provided in various references (Miller,
1969; Kniel et al., 1980).
Polymerization
Polymerization is one of the main reactions of
ethylene, and polyethylene ranks as its major
polymer: nCH
2
CH
2
( CH
2
CH
2
)
n
. Very
high-purity ethylene (99.9%) is polymerized under
specific conditions of temperature and pressure in
the presence of an initiator or catalyst. This is an
exothermic reaction, and both homogeneous (radical
or cationic) and heterogeneous (solid catalyst)
initiators are used (Miller, 1969; Reichert and
Geiseler, 1983; Ulrich, 1988). The products range
551 VOLUME II / REFINING AND PETROCHEMICALS
10.5
Ethylene and propylene
H
H
H
H
C C
from a few hundred to a few million atomic mass
unit in molecular weight.
Four types of basic reaction systems are of
commercial importance in the production
of polyethylene:
High-pressure (60-350 MPa) free radical
polymerization using oxygen, peroxide or other
strong oxidizers as initiators at temperatures of up
to 350C. These produce Low-Density
PolyEthylene (LDPE), a highly branched polymer
with densities from 0.91 to 0.94 g/cm
3
.
Low-pressure (0.1-20 MPa) polymerization at
temperatures of 50 to 300C using heterogeneous
catalysts such as molybdenum oxide or chromium
oxide supported on inorganic carriers. These are
used to produce High-Density PolyEthylene
552 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Property Value
Molecular weight, u 28.0536
Triple point
Temperature, C 169.164
Pressure, kPa 0.12252
Latent heat of fusion, kJ/mol 3.353
Normal freezing point
Temperature, C 169.15
Latent heat of fusion, kJ/mol 3.353
Normal boiling point
Temperature, C 103.71
Latent heat of vaporization, kJ/mol 13.548
Density of liquid
mol/l 20.27
d
4
104
0.566
Specific heat of liquid, J/molK 67.4
Viscosity of the liquid, mPas (=cP) 0.161
Surface tension of the liquid, mN/m (=dyn/cm) 16.4
Specific heat of ideal gas at 25C, J/molK 42.84
Critical point
Temperature, C 9.194
Pressure, kPa 5,040.8
Density, mol/l 7.635
Compressibility factor 0.2812
Gross heat of combustion at 25C, MJ/mol 1.411
Limits of flammability at atmospheric pressure and 25C
Lower limit in air, mol% 2.7
Upper limit in air, mol% 36.0
Auto ignition temperature in air at atmospheric pressure, C 490
Pitzers acentric factor 0.278
Dipole moment, D 0.0
Standard enthalpy of formation at 25C, kJ/mol 52.3
Standard Gibbs energy of formation at 25C for ideal gas at atmospheric pressure, kJ/mol 68.26
Solubility in water at 0C and 101 kPa, ml/ml H
2
O 0.226
Speed of sound at 0C and 409.681 kPa, m/s 224.979
Standard entropy of formation, J/molK 219.28
Standard heat capacity, J/molK 42.86
Table 1. Physical properties of ethylene
(HDPE), which is more linear in nature, with
densities of 0.94 to 0.97 g/cm
3
.
Low-pressure polymerization via ionic catalysts,
using Ziegler catalysts (aluminum alkyls and
titanium halides).
Low-pressure polymerization with Ziegler catalysts
supported on inorganic carriers.
A notable development in ethylene polymerization
is the simplified low-pressure LDPE process. The
pressure range is 0.7-2.1 MPa with temperatures less
than 100C. The reaction takes place in the gas phase
instead of the liquid phase as in the conventional
LDPE technology. These new technologies require
ultra-high-purity ethylene and many can use
metallocene catalysts (Bennett, 1999). The physical
properties of the polymers can be modified by
copolymerizing ethylene with other chemicals like
higher olefins, maleic anhydride, etc. Generally,
linearity provides strength, and branching provides
toughness to the polymer.
Oxidation
Oxidizing ethylene produces ethylene oxide:
CH
2
CH
2
0.5O
2
The reaction is carried out over a supported
metallic silver catalyst at 250-300C and 1-2 MPa.
To produce ethylene glycol, ethylene oxide is
further reacted with ethylene in the presence of excess
water and an acidic catalyst at low temperatures
(50-70C), followed by hydrolysis at relatively high
temperatures (140-230C) and moderate pressures
(2-4 MPa). At low water concentration, polyethylene
glycol is obtained.
Acetaldehyde can be obtained by the Wacker
process in which a homogeneous CuCl
2
/PdCl
2
system
is used for the oxidation:
CH
2
CH
2
0.5O
2
CH
3
CHO
The reaction is carried out in a bubble column at
120-130C and 0.3 MPa. Palladium chloride is
reduced to palladium during the reaction and then is
reoxidized by cupric chloride. Oxygen converts the
reduced cuprous chloride to cupric chloride.
Vinyl acetate is obtained by the vapour phase
oxidation of ethylene with acetic acid, which is
obtained by oxidation of acetaldehyde:
CH
2
CH
2
CH
3
COOH0.5O
2
CH
2
CHOCOCH
3
H
2
O
This process employs a palladium on carbon,
alumina or silica-alumina catalyst at 175-200C and
0.4 to 1.0 MPa.
Addition
Many addition reactions with ethylene are
important in the chemical industry.
Halogenation-hydrohalogenation is used to produce
various halides of ethylene, such as ethylene
dichloride, which is further cracked to produce
vinyl chloride, the monomer required for the
production of polyvinyl chloride (PVC):
CH
2
CH
2
Cl
2
ClCH
2
CH
2
Cl
Vinyl chloride is obtained by the
dehydrochlorination of 1,2-dichloroethane in the gas
phase (500-600C and 2.5-3.5 MPa):
ClCH
2
CH
2
Cl
CH
2
CHClHCl
Oxychlorination of ethylene is carried out in a
fixed or fluidized bed at 220C, with a suitable solid
chloride catalyst:
2CH
2
CH
2
O
2
4HCl
2ClCH
2
CH
2
Cl2H
2
O
Trichloroethylene and tetrachloroethylene are
important organic solvents that are produced by the
further chlorination of 1,2-dichloroethylene in the gas
phase, with the simultaneous dehydrochlorination in
the presence of a suitable chloride catalyst.
Oligomerization is used to produce a-olefins and
linear primary alcohols. Hydration of ethylene
produces ethanol.
Ethylbenzene, the precursor of styrene, is produced
from benzene and ethylene. The ethylation of benzene
is carried out in several different ways. In the older
technologies, the reaction is conducted in the liquid
phase in the presence of a Friedel-Crafts catalyst
(AlCl
3
, BF
3
, FeCl
3
). The new processes all use zeolite
catalysts. ABB Lummus Global and UOP (Universal
Oil Products) commercialized a process for liquid
phase alkylation based on a zeolite catalyst (Horigome
et al., 1991). Badger and Mobil offer a similar process
and also have a vapour phase alkylation process using
zeolite catalysts (Lewis and Dwyer, 1977). A process
based on a catalytic distillation reactor also has been
commercialized using zeolites (Ercan et al., 1998).
Almost all ethylbenzene produced is used for the
manufacture of styrene, which is obtained by
dehydrogenation in the presence of a suitable catalyst
at 550-640C and relatively low pressures
(Lummus Crest, 1988).
Ethanol is manufactured from ethylene by direct
catalytic hydration over a H
3
PO
4
/SiO
2
catalyst at
process conditions of 300C and 7.0 MPa (diethyl
ether is formed as a by-product):
CH
2
CH
2
H
2
O
C
2
H
5
OH
Ethylene can also be reacted to form propylene via
the metathesis of butene and ethylene (see below). The
553 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
O
CH
2
CH
2
butenes can be taken from steam cracker effluent or a
refinery Fluid Catalytic Cracking (FCC) unit. Ethylene
dimerization to butene can also be utilized, giving a
direct conversion route of ethylene to propylene. This
route is expected to become more prevalent as the
propylene demand grows and ethylene production
from ethane pyrolysis becomes more common.
Biological properties
Ethylene is slightly more potent as an anesthetic
than nitrous oxide, but the smell of ethylene causes
choking; therefore, it is no longer used as an anesthetic
agent. Diffusion through the alveolar membrane is
sufficiently rapid for equilibrium to be established
between the alveolar and the pulmonary capillary
blood with a single exposure. Ethylene is held in both
cells and plasma, in simple physical solution. The
lipoid stroma of the red blood cells absorbs ethylene,
but it does not combine with hemoglobin. It is
eliminated from the body unchanged primarily by
the lungs and most elimination is complete within
three minutes of administration.
Ethylene has been used in the controlled ripening
of various fruits and vegetables since the 1930s. It
causes the bleaching of green tissue, gives rise to foliar
abscission, suppresses certain types of dormancy, and
promotes cellular swelling. For further information on
this subject, consult references (Miller, 1969).
Manufacture via thermal cracking
Thermal cracking of hydrocarbons is the major
route for the industrial production of ethylene. The
chemistry and engineering of thermal cracking has
been reviewed by Kniel et al. (1980), Froment (1981),
Albright et al. (1983), Raseev (2003), and also in an
earlier review by Sundaram et al. (1994). In thermal
cracking, valuable by-products including propylene,
butadiene, and benzene are produced. Less valuable
methane and fuel oil are also produced in significant
quantities. An important parameter in the design of
commercial thermal cracking furnaces is the
selectivity to produce the desired products.
Mechanism, kinetics, conversion
The thermal cracking of hydrocarbons proceeds via
a free-radical mechanismas proposed by Rice (1931).
Since that discovery, many reaction schemes have been
proposed for various hydrocarbon feeds (Allara and
Edelson, 1975; Sundaram and Froment, 1978b; Allara
and Shaw, 1980; Dente and Ranzi, 1983; Willems and
Froment, 1988a, 1988b; Depeyre et al., 1989). Since
radicals are neutral species with a short life, their
concentrations under reaction conditions are extremely
small. Therefore, the integration of continuity equations
involving radical and molecular species requires special
integration algorithms (Gear, 1971). To overcome these
numerical difficulties, various approximate methods
have been introduced in the past, such as pseudo
steady-state approximation for radicals (Semenov, 1959;
Boudart, 1968), and the errors associated with such
techniques have been discussed by Sundaram and
Froment (1978a). With modern computing power, such
approximate methods are no longer required.
Thermal cracking is a complex reaction and
involves many thousands of chain reactions even for
simple ethane cracking (Sundaram and Froment,
1978b; Dente and Ranzi, 1983); however, the reactions
can be classified into several known groups (Table 2).
During initiation, two radicals are produced for
each paraffin molecule. For example:
C
2
H
6
2CH
3
Only a small fraction of reactant is involved in this
step. When naphthenes are involved, diradicals are
produced. For aromatics with side chains, H radicals
are produced. Typically, this is the rate-controlling step
under normal commercial operating conditions.
In propagation, many types of reactions are
involved, including hydrogen abstraction, methyl
abstraction, radical addition, radical decomposition
and radical isomerization.
In hydrogen abstraction, a hydrogen radical reacts
with a molecule (primarily a paraffin) and produces a
hydrogen molecule and a radical. In methyl
abstraction, a methyl radical reacts to produce a
radical and methane. Similar reactions with other
radicals (ethyl and propyl) can also occur.
In radical addition, some radicals like H, CH
3
,
etc., are added to olefins (or diolefins) to form heavier
radicals. Radical decomposition is one of the most
important types of reactions. In this case, a larger
radical decomposes to an olefin and a smaller radical.
Radicals usually decompose at the beta-position of the
radical centre where the CC bond is the weakest. In
the case of naphthenes and aromatics, this may not be
the case and a CH bond may be the weakest.
Finally, radical isomerization frequently occurs for
large radicals and explains to a large extent the
observed product distribution (i.e. many isomers).
Radical termination is the reverse of initiation.
In addition to radical reactions, molecular and
surface reactions also occur.
According to Laidler (1965), radicals are classified
as b and m radicals. b radicals (e.g. H, CH
3
) undergo
only addition reactions and do not decompose. m radicals
(e.g. C
4
H
9
) undergo mainly decomposition. Some
radicals, such as C
2
H
5
, can act as both b and m radicals.
The kinetics of thermal cracking is not simple and
involves a series of elementary reactions. The order of
554 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
the elementary reactions almost follows molecularity.
Energetically active small radicals, like H and C
2
H
3
,
may involve a third body collision. Based on the main
initiation, propagation, and termination reactions, one
can deduce the overall order of the reaction for the
decomposition of simple molecules like ethane
(Laidler, 1965).
Most paraffin decomposition follows a first order
rate-of-reaction, while olefin decomposition follows a
higher order rate-of-reaction. With the advent of
modern computers, kinetic models for thermal
cracking of hydrocarbons involving a few hundred to
a few thousand reactions and their mass and energy
balance equations can be solved in a few minutes. The
following references provide a detailed review on this
topic (Allara and Edelson, 1975; Sundaram and
Froment, 1978b; Dente et al., 1979; Allara and Shaw,
1980; Dente and Ranzi, 1983; Willems and Froment,
1988a, 1988b; Depeyre et al., 1989; Froment, 1992).
The kinetic parameters of typical reactions occurring
in thermal cracking are given in Table 2.
The terms conversion or severity are used to
measure the extent of cracking. Conversion (X) can be
easily measured for a single component feed:
component inletcomponent outlet
X
11111212111111111
component inlet
where inlet and outlet quantities are measured in
weight units.
When a mixture is cracked, one or more
components in the feed may also be formed as
products. For example, in the co-cracking of ethane
and propane, ethane is formed as a product of
propane cracking and propane is formed as a
product of ethane cracking. Therefore, the outlet
term in the above equation contains the contribution
of formation from other feed components and thus
does not represent a true conversion. For simple
mixtures, the product formation can be accounted
for and approximate true conversions can be
calculated (Sundaram and Fernandez-Baujin, 1988).
For liquid feeds like naphtha, it is impractical, if not
impossible, to calculate the true conversion. Based
on measured feed components, one can calculate a
weighted average conversion (
X) as proposed by van
Camp et al. (1985):
X
W
i
X
i
where X
i
is the conversion for the i
th
feed component
555 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Frequency factor* Activation energy
(thousands of t) (kJ/mol)
A) Initiation
C
2
H
6
2CH
3
4.010
16
366.1
B) Propagation
H-abstraction
C
2
H
6
H
C
2
H
5
H
2
1.010
11
40.6
Methyl abstraction
C
2
H
6
CH
3
C
2
H
5
CH
4
Radical addition
C
2
H
4
H
C
2
H
5
1.010
10
6.3
Radical decomposition
C
2
H
5
C
2
H
4
H 3.210
13
167.4
Radical isomerization
1-C
4
H
9
2-C
4
H
9
5.210
14
171.5
C) Termination
2C
2
H
5
n-C
4
H
10
4.010
8
0
D) Molecular reactions
C
2
H
4
C
4
H
6
cyC
6
H
10
3.010
7
125.5
E) Surface reactions
C
2
H
3
T
C
2
H
2
HT 2.010
9
131.8
Table 2. Examples of reactions occurring in thermal cracking
T= third body collision molecule
* For first order reactions the unit is s
1
and for second order reactions lmol
1
s
1
. These are typical values
and W
i
is the weighting factor (weight or mol fraction
usually).
Designers have employed other practical methods
such as a key component conversion (e.g. n-pentane),
kinetic severity factor (Zdonik and Green, 1970), or
molecular collision parameter (Lohr and Schwab,
1979) to represent severity. Alternatively, molecular
weight of the complete product distribution has been
used to define conversion for liquid feeds:
M
f
23223
1
M
e
X
1111
M
f
23223
1
24.5
In the equation, M
f
and M
e
are the molecular
weight of the feed and of the dry (steam-free) effluent
respectively. Instead of molecular weight, hydrogen
content in the C
5
product is also used:
Y1
X
1111
CY1
In the equation, Y=(H6)/(HF6), where HF is
feed hydrogen content in wt%, H is hydrogen content
in the C
5
product in wt%, and C is a constant for any
given feed.
Instead of conversion, some producers prefer to use
other identifications of severity, including coil outlet
temperature, propylene-to-methane ratio, propylene-
to-ethylene ratio, or cracking severity index (Ross and
Shu, 1979). Of course, all these definitions are
somewhat dependent on feed properties and most are
also dependent on the operating conditions.
When simple liquids like naphtha are cracked,
it may be possible to determine the feed
components by Gas Chromatography combined
with Mass Spectrometry (GC-MS; van Camp et
al., 1985); however, when gas oil is cracked,
complete analysis of the feed may not be possible.
Therefore, some simple definitions are used to
characterize the feed. When available, paraffins,
olefins, naphthenes, and aromatics (PONA)
content serves as a key property. When PONA is
not available, the Bureau of Mines Correlation
Index (BMCI) is used:
48,640
BMCI
1111
473.7g456.8
MABP
where MABP is the Molal Average Boiling Point
(expressed in K) and g is the specific gravity of the
feed.
Other properties like specific gravity, ASTM
distillation, viscosity, refractive index, Conradson
carbon, and bromine number are also used to
characterize the feed. Even nuclear magnetic
resonance spectroscopy has been used to characterize
heavy feedstocks.
Commercial furnaces
Thermal cracking of hydrocarbons is
accomplished in tubular reactors commonly known
as cracking furnaces, crackers, cracking heaters,
etc. Several engineering contractors, including
ABB Lummus Global, KBR, Linde, Stone and
Webster (a Shaw Group Company), and Technip
offer cracking furnace technology. Two cracking
furnaces may share a common stack, and the
height of the heater may vary from 30 to 50 m.
Before the 1960s, cracking tubes were arranged in
horizontal rows in a radiant chamber, leading to
low ethylene capacity (20,000 mta, metric tonnes
per annum). Modern designs use tubes arranged in
vertical rows, providing superior mechanical
performance and higher capacity. Today, the
capacity of a single cell furnace is well over
150,000 mta. Fig. 1 provides a sketch of a typical
furnace.
Reaction
The reaction proceeds in the pyrolysis coils of
the radiant section of the furnace. Since coke is
also formed during pyrolysis, steam is added as
diluent to the feed. The steam minimizes the side
reaction forming coke and also improves the
selectivity to olefins by lowering the hydrocarbon
partial pressure. The temperature of the
hydrocarbon and steam mixture entering the
radiant chamber (known as the crossover
temperature) is 500 to 700C. Lower temperatures
are used for heavy feeds like Atmospheric Gas Oil
(AGO) and Vacuum Gas Oils (VGOs) to minimize
coking in the convection section, and higher
temperatures are used for light gases like ethane
and propane, which are more refractory. Some
incipient cracking can start as low as 400C.
However, for light gases incipient conversion is
quite low. Depending upon the residence time in
the radiant coil and the required feed severity, the
coil outlet temperature is typically maintained
between 775 and 950C.
The combination of low residence time and low
hydrocarbon partial pressure produces high
selectivity to olefins at a constant feed conversion.
In the 1960s, the residence time was 0.5 to 0.8 s;
by the 1990s, the residence time was typically 0.1
to 0.2 s. Typical pyrolysis heater radiant coil
characteristics are given in Table 3. The typical
temperature, pressure, conversion, and residence
time profiles across the reactor for naphtha
cracking are illustrated in Fig. 2.
556 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Cracking reactions are endothermic (1,800 to
2,800 kJ/kg of ethylene produced) with heat
supplied by firing fuel gas and/or fuel oil in
sidewall or floor burners. Sidewall burners usually
give uniform heat distribution, but the capacity of
each burner is limited (0.1-1 MW) and hence 40 to
200 burners are required in a single furnace. With
modern floor burners, also called hearth burners,
uniform heat flux distribution can be obtained for
coils as high as 13.1 m, which are used extensively
in newer designs. The capacity of these burners is
considerably large (1-4 MW) and thus only a few
burners are required. The selection of burners
depends on the type of fuel (gas and/or liquid), the
source of combustion air (ambient, preheated or
gas turbine exhaust), and the required NO
x
levels.
The reaction mixture exiting the furnace is
quickly cooled in quench coolers called Transfer
Line Exchangers (TLEs). In earlier designs, direct
quenching (spraying water or oil) was used for
most liquid feeds. Today, almost all designs employ
indirect quenching, which generates valuable
high-pressure steam. Direct quenching is used
only, in some designs, for very heavy feeds.
Single-stage or two-stage cooling is used to
achieve the desired degree of cooling in the TLE.
In the first stage, the process gas is cooled in a
double pipe exchanger or in a shell and tube
exchanger. In the second stage, a shell and tube
exchanger is used to generate additional steam and
sometimes to preheat the feed and dilution steam
mixture. The outlet gas temperature from the TLE
varies from 350 to 650C, depending upon the
feedstock and the design. If the reaction mixture is
not cooled quickly, olefin selectivity is reduced due
to the many side reactions taking place in this
557 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
1
2
3
4
5
7
8
9
10
11
6
14
13
12 16
15
17
18
19
1- stack
2- induced draft fan
3- upper preheat coil
4- BFW preheat
5- SHP steam superheat coil
6- desuperheater BFW injection
7- lower mixed preheat coil
8- radiant coil
9- floor burner
10- wall burner
11- crossover manifold
12- primary TLE
13- SHP saturated steam line
14- steam drum
15- transfer line valve
16- secondary TLE
17- decoke valve
18- decoke bypass valve
19- decoke pot
BFW
convection
section
radiant
section
hydrocarbon feed
dilution
steam
SHP
steam
gaseous
fuel
BFW: Boiler Feed Water
SHP: Super High Pressure
Fig. 1. Typical heater configuration.
Number of coils 2-176
Coil length, m 9-80
Inside coil diameter, mm 30-200
Process gas outlet temperature, C 750-950
Clean coil metal temperature, C 900-1,080
Maximum metal temperature, C 1,040-1,150
Average heat absorption, kW/m
2
external area 50-120
Bulk residence time, s 0.1-0.6
Coil outlet pressure, kPa 150-275
Clean coil pressure drop, kPa 10-200
Ethylene capacity, mta 20,000-250,000
Table 3. Pyrolysis heater radiant coil characteristics
(single heater range)
zone. After the TLE, further cooling is achieved by
directly quenching the furnace effluent with
quench oil. The cooled furnace effluent then
proceeds to the recovery section for further
separation.
Thermal efficiency
Since only a percentage between 35 and 50% of
fired duty is absorbed in the radiant section, the
flue gas leaving the radiant chamber contains
considerable energy, which can be extracted
efficiently in the convection section of the furnace.
In the convection section, the feed is preheated
along with dilution steam to the desired crossover
temperature. Residual heat is recovered by
generating steam. The overall thermal efficiency of
modern furnaces exceeds 93%, and a value of 95%
is not uncommon. Modern heaters generate
super-high pressure steam (11 MPa) compared to
old generation heaters, which produced 4-6 MPa of
steam. Since the steam produced in the heaters is
used to drive turbines in the recovery section,
super-high pressure steam is preferred due to
higher efficiency.
The convection section is a series of cross flow
exchangers with flue gas on one side and process
fluids on the tube side. Since mainly gas-to-gas heat
transfer is involved, fin tubes are employed where
practical to improve the heat transfer rate. The
metallurgy of the tubes varies from carbon steel to
high temperature alloy depending on the service.
When high overall efficiency is desired, condensation
of acidic flue gases must be taken into account in the
selection of materials. Fouling of heat transfer surfaces
both inside and outside is unavoidable. Outside fouling
is cleaned by steam lancing and inside fouling is
usually cleaned by burning with air (and steam) or by
mechanical methods.
In new plant designs, cogeneration of electricity
and steam is economically attractive. Depending
upon the plant capacity, gas turbines (15 to 70
MW) are used to generate electric power. These
turbines usually burn fuel gas with over 200%
excess air. Therefore, the exhaust gas is not only
hot, but also rich in oxygen. Instead of directly
generating steam from the exhaust gas by using
waste heat boilers, the gas is fed to the cracking
heaters as a source of combustion oxygen.
Typically, the exhaust gas temperature is 400 to
590C with an oxygen content of 14 mol% or
more. Typical energy savings of 10 to 30% are
reported (Albano et al., 1991; Cooke and Parizot,
1991). Using hot combustion air requires special
ducting and hence the investment cost of the heater
is slightly higher.
To reduce fuel consumption, air preheat has
been used in some plants. Flue gas leaving the
furnace stack passes through an air preheater and
the preheated air is supplied to the burners. By
using mostly hearth burners, the ductwork and the
investment cost can be minimized with air preheat
and gas turbine exhaust. It is also possible to
operate with 100% wall fired furnaces, which has
been proven in commercial operation (Albano
et al., 1991). Economizers also have been used to
increase the thermal efficiency.
Environment
Stringent environmental laws require that the
emission of nitrogen oxides (NO
x
) and sulphur
oxides from furnaces be drastically reduced. In
many parts of the world, regulations require NO
x
levels of 70 vol ppm or lower on a wet basis.
Conventional burners usually produce 100 to 150
vol ppm of NO
x
. Many burner vendors now supply
low NO
x
and ultra-low NO
x
burners (40 ppm).
Since NO
x
production depends upon the flame
temperature and quantity of excess air, meeting the
required limits may not be possible through burner
design alone. Many new designs incorporate
558 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
c
o
n
v
e
r
s
i
o
n
(
%
)
conversion
t
e
m
p
e
r
a
t
u
r
e
(
C
)
r
e
s
i
d
e
n
c
e
t
i
m
e
(
s
)
residence time
max wall T
pressure
gas T
0
20
40
60
80
100
600
700
800
900
1,000
1,100
p
r
e
s
s
u
r
e
(
k
P
a
)
150
170
190
210
230
250
0
0.20
0.15
0.10
0.05
coil length (%)
0 20 40 60 80 100
Fig. 2. Conversion, pressure,
temperature and residence
time along the reactor
length for naphtha
cracking.
DeNO
x
units that employ catalytic methods to
reduce the NO
x
level. Platinum-containing
monolithic catalysts are used (Boer et al., 1990).
Each catalyst performs optimally for a specific
temperature range and most of them work properly
at around 400C. Both the American Institute of
Chemical Engineers (AIChE) and the European
Ethylene Producers Association hold regular
meetings and the proceedings contain the current
status of ethylene production and government
regulations. A recent handbook published by John
Zink Company (Baukal Jr., 2001) provides the
fundamentals of burner design and controlling
emissions in a fired heater.
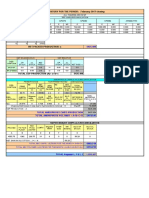
Product distribution
In addition to ethylene, many by-products are
also formed. Typical product distributions for
various feeds from a typical short-residence-time
furnace are shown in Table 4. The product
distribution is strongly influenced by the residence
time, the hydrocarbon partial pressure, the
steam/oil ratio, and the coil outlet pressure.
Generally, the higher the hydrogen content of feed,
the higher the ethylene yield. Normal paraffins
produce more ethylene and propylene than
isoparaffins. Aromatics produce very little ethylene
and propylene. Hydrocracked Vacuum Gas Oil
(HVGO) behaves like naphtha in terms of olefin
production and behaves like vacuum gas oil in
terms of fouling characteristics. This feed is the
unconverted oil from a hydrocracker, rich in
hydrogen but containing polynuclear aromatics.
Natural Gas Liquids (NGLs), also known as field
condensates, are cracked in many plants and
behave almost like a mixture of naphtha and gas
oil. The product distribution is similar to that of
full range naphtha feed except for coking. Since
the end point of NGL is not well defined, the
fouling (or coking) in the convection section and in
the TLE is of concern.
Table 4 (in the eighth and ninth columns) shows
the effect on product distribution of varying
steam/oil ratio for a typical naphtha feed. Although
this table shows the severity as maximum, it is
theoretically possible to further increase the
severity and thus increase the ethylene yield.
Increasing the severity above these practical values
produces significantly more fuel oil and methane
with a severe reduction in propylene yield. The run
length of the heater is also significantly reduced.
Beyond a certain severity level, the ethylene yield
drops (after attaining a maximum); operating near
or beyond this point results in extremely severe
coking.
Kinetic models used for designs
Due to many free radical and molecular
reactions, simplified kinetics was used in the past.
This is no longer necessary with modern
computing power. Laidler (1965) has generalized
the reaction order for overall feed decomposition
based on simple reactions for alkanes. Many
researchers have correlated the overall
decomposition as an n
th
order reaction with most
paraffin molecules following the first order and
most olefin molecules following a higher order.
Fig. 3 shows the first-order rate constant for
paraffins as a function of carbon number. In
general, isoparaffin rate constants are lower than
normal paraffin rate constants. Note that the rate
constants are somewhat dependent upon
conversion due to inhibition effects. That is, the
rate constant often decreases with increasing
conversion and the reaction order is not affected
significantly. This has been explained by
considering the formation of allyl radicals
(Buekens and Froment, 1968). To predict the
product distribution, yields are often correlated as
a function of conversion or other severity
parameters (Fernandez-Baujin and Solomon,
1975). Detailed kinetic models have also been used
(Ranzi et al., 1994; Tomlin et al., 1995).
Instead of radical reactions, models based on
molecular reactions have been proposed for the
cracking of simple alkanes and liquid feeds like
naphtha and gas oil (Hirato and Yosida, 1973;
Sundaram and Froment, 1977a, 1977b; Kumar and
Kunzru, 1985; Zou et al., 1993). However, the
validity of these models is limited and cannot be
extrapolated outside the range with confidence.
559 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
r
a
t
e
c
o
n
s
t
a
n
t
(
s
1
)
a
t
8
0
0
C
0
10
20
30
carbon number
2 4 6 8 10
Z
D
Fig. 3. Overall first order reaction rate constants for paraffin
cracking. Z, Zdonik; D, Davis
(adapted from Froment, 1981).
560 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Table 4. Product distribution obtained in a short residence time coil at 172 kPa
FEED C
2
H
6
C
3
H
8
n-C
4
H
10
i-C
4
H
10
Light
Full Full Full Light Hydrocracked
naphtha
range range range atmospheric vacuum
naphtha naphtha naphtha gas oil gas oil
Specific gravity 0.662 0.726 0.726 0.726 0.8191 0.852
ASTM, C
IBP
(Initial Boiling Point) 35.1 37.8 37.8 37.8 185.0 360.0
10 vol% 43.5 76.7 76.7 76.7 215.0 382.2
30 vol% 47.3 105.0 105.0 105.0 241.7 417.2
50 vol% 53.2 133.0 133.0 133.0 266.1 443.9
70 vol% 65.8 157.0 157.0 157.0 290.0 472.2
90 vol% 99.2 180.0 180.0 180.0 316.0 508.9
EBP
(End Boiling Point) 148.9 199.0 199.0 199.0 335.0 536.1
BMCI 3.5 12.0 12.0 12.0 23.3 15.6
Paraffins, wt% 100.00 100.00 100.00 100.00 89.60 73.80 73.80 73.80
Naphthenes, wt% 7.70 18.00 18.00 18.00
Aromatics, wt% 2.70 8.20 8.20 8.20
Iso/normal ratio 0.80 1.00 1.00 1.00
Molecular weight, u 30.0 44.0 58.0 58.0 81.0 108.0 108.0 108.0 205.0 425.0
Feed H
2
20.10 18.29 17.34 17.34 16.00 15.25 15.25 15.25 13.93 14.20
Steam/HC,wt/wt 0.30 0.30 0.40 0.40 0.50 0.50 0.50 0.75 0.75 0.75
Conversion 65% 95% 96% 95% Max Max Max Max Max Max
ethylene ethylene propylene ethylene ethylene ethylene
Yields, wt%
H
2
3.93 1.56 1.17 1.31 1.00 0.91 0.75 0.91 0.63 0.65
CH
4
3.82 25.30 21.70 23.80 18.00 15.70 12.60 15.30 11.20 12.60
C
2
H
2
0.43 0.64 0.78 0.90 0.95 0.78 0.43 0.95 0.47 0.33
C
2
H
4
53.00 39.04 39.20 15.50 34.30 30.80 25.50 32.20 26.50 29.00
C
2
H
6
35.00 3.94 3.02 0.55 3.80 3.30 4.30 2.80 3.40 3.70
C
3
H
4
0.06 0.53 1.15 3.55 1.02 1.00 0.56 1.15 0.80 0.95
C
3
H
6
0.89 11.34 15.34 19.30 14.10 14.00 17.00 14.40 13.40 13.10
C
3
H
8
0.17 5.00 0.16 0.33 0.35 0.28 0.45 0.22 0.25 0.24
C
4
H
6
1.19 4.50 4.08 2.70 4.45 4.70 4.50 4.90 5.00 5.00
C
4
H
8
0.18 0.80 1.69 16.15 3.70 3.80 6.50 3.81 3.70 3.40
C
4
H
10
0.22 0.09 4.00 5.00 0.20 0.20 0.80 0.20 0.10 0.07
C
5
0.27 1.61 1.38 1.40 2.10 2.93 4.95 3.10 2.75 1.90
C
6
-C
8
non aromatics 0.39 0.31 1.45 0.35 0.80 1.80 6.40 2.20 1.20 1.40
Benzene 0.37 2.74 2.48 4.03 6.40 6.70 4.00 5.95 6.90 7.30
Toluene 0.08 0.67 0.52 1.63 2.30 4.00 3.80 3.90 3.20 3.65
Xylene + ethyl
benzene 0.00 0.09 0.20 0.41 0.21 1.30 2.20 1.24 1.30 1.10
Styrene 0.00 0.51 0.23 0.42 0.75 0.82 0.65 0.75 0.79 0.65
C
9
-205C 0.00 0.93 0.87 0.86 1.40 1.82 2.16 1.72 2.96 2.90
Fuel oil 0.00 0.40 0.58 1.81 4.17 5.16 2.45 4.30 15.45 12.06
Total 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
With the introduction of Gears algorithm for
integration of stiff differential equations, the
complete set of continuity equations describing the
evolution of radical and molecular species can be
solved even with a personal computer. There are
many articles dealing with kinetic models based on
free radical reactions (Rice 1931, 1933;
Trotman-Dickenson, 1965; Benson, 1968; Allara
and Edelson, 1975; Sundaram and Froment, 1978b;
Dente and Ranzi, 1983; Dean, 1985; Weast, 1987;
Hillewaert et al., 1988; Ranzi et al., 1994; Pant and
Kunzru, 1996). Some of them even used a
pseudo-steady state approximation for radical
concentrations that is not required. In fact, some
radicals will never reach steady state (Sundaram
and Froment, 1978b).
Run length
Coke is produced as a side product, which
deposits on the radiant coil walls. This limits the
heat transfer to the coils and increases the pressure
drop across the coil. The coke deposition not only
limits the heat transfer, but also reduces the olefin
selectivity. Periodically, the heater must be
decoked. Typical run lengths are 15 to 100 days
between decokings. Prediction of run length of a
commercial furnace is still an art, and various
mechanisms are postulated in literature
(Proceedings [...], 1991-2004). Often heater
maintenance and operation have a more significant
influence on the run length than any other single
variable in the unit. Coke also deposits in the TLE.
The mechanisms for coking in radiant coils and
TLEs appear to be different for different feeds.
From the beginning of 1960s, Lichtenstein
(1964) empirically correlated the coking factor of
the radiant coil to operating conditions.
Fernandez-Baujin and Solomon (1975) assumed
the mass transfer of coke precursors from the bulk
of the gas to the walls was controlling the rate of
deposition. Goossens et al. (1980), Dente and
Ranzi (1983), Plehiers et al. (1990), Kopinke et al.
(1993a, 1993b), and Wauters and Marin (2002)
developed kinetic models based on the chemical
reaction at the wall as a controlling step. Bench
scale data of Sundaram et al. (1981) and others
(Newsome and Leftin, 1980; Trimm and Turner,
1981; Lee et al., 2004) appear to indicate that a
chemical reaction controls. However, flow regimes
of bench scale reactors are so different from the
commercial furnaces that the scale-up of bench
scale results cannot be applied confidently to
commercial furnaces. For example, the coke
deposited on a controlled cylindrical specimen in a
Continuous Stirred Tank Reactor (CSTR) shows
that the deposition rate decreases with time and
attains a pseudo-steady state value (Sundaram et
al., 1981). Though this is achieved in a matter of
minutes in bench scale reactors, it takes a few days
in a commercial furnace.
Initial coke deposition is affected by surface
conditions and is commonly known as catalytic
coke. The steady rate of coking following the
initial catalytic coking is known as thermal coking.
However, the influence of surface conditions on
thermal coking is not yet clear.
Many inhibitors and additives tend to reduce
the coking rate in bench scale units, but no
significant influence has been found in
commercial units. In order to take advantage of
any small benefits, many producers use some sort
of inhibitors mostly sulphur compounds to
suppress coking. Dimethyl disulphide (DMDS) or
other refinery gas containing H
2
S in the range of
typically 50 to 300 ppm is used. These
compounds are used to crack gaseous feedstocks
and sulphur-deficient liquid feedstocks. Usually,
naphtha and gas oil contain more than 100 ppm
sulphur, so sulphur is rarely added for these feeds.
Sulphur addition, at least in ethane cracking,
reduces CO formation and therefore reduces the
load on methanators in the recovery section.
Sulphur is often injected continuously with
hydrocarbon feed, although some producers prefer
to pretreat the reactor with sulphur (usually
higher than 300 ppm) for a few hours before
injecting hydrocarbon feed, and do not use
sulphur during operation. The beneficial effect of
sulphur pretreatment is still subjective. Though
steam acts as a diluent, it also suppresses coke
formation (Lee et al., 2004).
In many instances, the tube metal temperature
controls the run length, although it is not
uncommon that the pressure drop across the coil
which is equally important for gas cracking
limits the run length. Two-pass and single-pass
coils are very sensitive to fireside control (excess
air) and run length can be limited by the pressure
drop across the coil (or critical flow Venturi
pressure ratio used for distributing the flow),
instead of the tube metal temperature limit.
TLE coking is different from radiant coil
cracking. Fernandez-Baujin and Solomon (1975)
claim that condensation of coke precursors
contained in the fuel oil accounts for TLE fouling.
Mass transfer of precursors to the film is assumed
to be the controlling factor. In contrast, Chen and
Vogel (1973) and Dente et al. (1983, 1990) assume
that the chemical reaction is the controlling
mechanism and have proposed a polymerization
561 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
mechanism similar to the Ziegler-Natta
mechanism. Both models work well within the data
range. Based on commercial experience for
hydrocracked vacuum gas-oil feed (Sundaram and
Fernandez-Baujin, 1990), it appears that more than
polymerization, condensation occurs in a TLE. By
way of example, the typical TLE outlet gas
temperatures as a function of time on-stream are
shown in Fig. 4 for various feeds.
TLE fouling for gaseous feedstocks is different
from that for liquid feedstocks. With gas cracking
(especially with ethane), coke deposits on the TLE
inlet tubesheet, but does not significantly build up
inside the tubes. With time, enough coke builds up
that the tubes are partially or fully blocked,
reducing the heat transfer surface and giving rise to
higher outlet temperatures and high-pressure drop.
This can be minimized with large diameter tubes
an advantage with double pipe exchangers, linear
exchangers, and quick quench exchangers.
Generally, only a small temperature rise is
observed from start- to end-of-run.
During the radiant coil decoking, the TLE is
also partially decoked (at least for ethane cracking,
where most of the coke is deposited on the inlet
tubesheet). For complete decoking, the furnace is
usually cooled down and the TLEs are opened and
hydrojetted with high-pressure water. In some
cases, the coke in the TLEs can also be burned off
and hence no mechanical cleaning is required
(BASF, 1980; Sliwka, 1981). The radiant coil is
always cleaned by burning off the coke with steam
and air. Usually, all coils in a given heater are
decoked simultaneously and the effluent during
decoking is sent to a decoking pot or to a firebox
for burning.
The inside of the convection tubes rarely foul,
but occasionally the unsaturated molecules in the
liquid feeds will polymerize and stick to the walls,
thus reducing the heat transfer. This soft coke is
normally removed by mechanical means. In some
cases, the coke can also be burned off with air and
steam. Normally, the outside surface of the
convection section fouls due to dust and particles
in the flue gas. Periodically (6 to 36 months), the
outside surface is cleaned by steam or air lancing.
With liquid fuel firing, the surface may require
more frequent cleaning.
Coke suppression technologies
Several companies are engaged in finding an
additive or modifying the radiant coil surface to
suppress coke deposition (Tong et al., 1994;
Brown et al., 1997; Redmond and Bergeron,
1999; Magnan et al., 2002). In place of sulphur,
or sometimes in addition to sulphur, coke
suppressing additives are added to the
hydrocarbon/dilution steam mixture before
entering the coil. It is claimed that these
additives reduce the CO formation and prolong
the run length by a factor of two to four. Some
additives have been used successfully in
commercial gas cracking furnaces. The
effectiveness of these additives in liquid cracking
has yet to be proven. The cost of these chemicals
needs to be evaluated considering the benefits of
longer run lengths. Instead of adding a chemical,
some vendors have modified the radiant coil
surface by a suitable coating. This reduces the
catalytic coking, which is predominant at
start-of-run, and also reduces the adherence of
gas phase coke, a dominant factor after a few
562 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
300
350
400
450
500
550
600
650
0 50 40 30 20 10 60
T
L
E
o
u
t
l
e
t
t
e
m
p
e
r
a
t
u
r
e
(
C
)
time on-stream (days)
HVGO, high severity
full range naphtha, high severity
naphtha, moderate severity
n-butane
ethane
steam
Fig. 4. Typical TLE
(Transfer Line
Exchanger) outlet
temperatures as a function
of time on-stream for
various feedstocks.
days of operation. Bench scale experiments show
as high as a ten-fold reduction in coking rate;
however, commercial tests show only a two-fold
increase in run length for shorter residence time
gas cracking heaters. Currently, the coating is
expensive and the life of the coating is not yet
fully established. Often these coatings or surface
treatments can enhance the tube life. This topic
has been discussed at many ethylene producers
conferences (Proceedings [...], 1991-2004;
Health [...], 2001-2004).
Metallurgy and mechanical engineering issues
Thermal cracking is a matured technology
and hence recent improvements often come in the
way of improved coil metallurgy. This subject
cannot be addressed completely in this review.
However, this is a significant discussion item in
most conferences (Proceedings [...], 1991-2004;
Health [...], 2001-2004). The producers expect a
long tube life. The radiant coils are usually made
of high strength materials withstanding
temperatures up to 1,150C for several years of
operation. Often the failure mode is carburization
of the radiant coils. In some cases, creep and
bulging also contribute. Modern furnaces use the
so-called micro alloys with nickel (30 wt%),
chromium (25 wt%) and the balance iron and a
few additives (Si, C, W, Mn). These are
proprietary alloys. Both wrought alloys and cast
alloys with smooth surfaces have been used in
commercial operation. For a detailed discussion
on related items, one should consult the
proceedings published annually in the
Proceedings [...], 1991-2004 and Health [...],
2001-2004 cited earlier. To improve the heat
transfer characteristics, fin tubes (Albano et al.,
1988; Barker and Jones, 2000) and elliptical
tubes (Heynderickx and Froment, 1996) have
been used and some are in the commercial
operation for more than 15 years.
Feed impurities
While industrial furnaces can accept a wide
range of feedstocks, the feedstocks are rarely free
of contaminants. Some contaminants present in
trace quantities (ppb to ppm range) can damage the
furnace, resulting in plant shutdown. The
contaminants impact the pyrolysis heater or the
recovery section, or both. Most of the impurities
reduce run length; some to an extent that the run
length is reduced from days to hours. Again, these
are discussed in the various conference
proceedings cited earlier (Proceedings [...],
1991-2004; Health [...], 2001-2004). Mercury in
the feed notably affects the brazed aluminum
exchangers in the recovery section, and arsenic and
mercury affect the hydrogenation reactors
(McPhaul and Reid, 1995). Sodium often reduces
the radiant coil run length and increases CO and
CO
2
formation. Chlorides cause corrosion of the
tubes. Some heavy molecules, which are present in
the feed in ppm range, can cause severe coking in
the convection section and in the TLE. Some
contaminants (oxygenates) affect only the
achievable olefin purity (ethylene or propylene).
Nitrogen oxides in cracked gas effluents or feeds
can produce explosive mixtures in the chilling train
(Halle, 1994).
Decoking
The heater requires periodic decoking to
remove the coke laydown in the radiant coils, TLE,
and/or convection section. This is normally
accomplished in 12 to 48 hours by controlled
burning of the coke with a steam/air mixture in
different proportions from start to end. The initial
concentration of oxygen is kept low to control coke
burn and avoid temperature overshoot, as steam/air
decoking is an exothermic reaction. In other cases,
only steam is used for decoke, which gasifies the
coke. This reaction is endothermic and slow
compared to steam/air decoke. Some proprietary
procedures use an air only step for decoking the
TLE; when decoking cannot burn off the coke
layer, it must be mechanically cleaned.
In order to avoid contact between decoking air
and hydrocarbons, all designers and producers
adopt rigorous safety standards. These include
using interlocks to prevent unintended operations.
For example, when the heater is on decoke mode,
the interlock prevents the feed hydrocarbon valves
from opening to eliminate the contact of
hydrocarbons with air.
Recovery and purification
For gaseous and light naphtha feeds, the
pyrolysis gas leaves the TLE at 300 to 400C and
for heavy liquid feeds (i.e. gas oil), at 550 to
650C. The lowest temperature is at the beginning
of an operating cycle, when the exchangers are
clean. In order to minimize any further cracking
for liquid feeds, the temperature must be reduced
quickly. This is achieved by direct quench using
quench oil. For naphtha-based plants, quenching is
typically performed before reaching the oil quench
tower. In gas-oil plants, quenching is done
immediately after the TLE, resulting in two-phase
flow in the transferline. For gaseous feeds,
pyrolysis gas from the TLE is cooled by direct
563 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
quench in the water column before being routed to
the compressor. Pyrolysis gas from liquid feeds is
cooled first by direct quench in an oil quench
column followed by a water quench column.
For all feeds, the effluent is separated into
desired products by compression in conjunction
with condensation and fractionation at lower
temperatures.
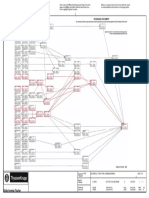
Fig. 5 represents a typical flow diagram of an
ethylene plant for a naphtha feedstock. The
quenched effluent enters the gasoline
fractionator, where the pyrolysis gas and heavy
fuel oil cuts are separated. The function of the
fractionator is to separate the pyrolysis gasoline
and pyrolysis fuel oil components and to cool the
cracked gas. The circulating quench oil is cooled
to 185C by generating dilution or low-pressure
steam. The bottom temperature of the
fractionator must be carefully controlled, since
the quench oil is unstable at high temperatures.
High residence time in combination with high
temperature results in polymerization that can
deposit in the system and also cause higher
viscosity. When light feeds are cracked, the fuel
oil content is low and therefore high
concentrations of unstable material are present.
When gas oil is cracked, though the fuel oil
content is high, it is mainly unconverted feed.
Hence the concentration of unstable material is
low and a higher bottom temperature can be
tolerated.
Due to the small temperature difference
between the hot quench oil and the steam
generators, and the large amount of heat to be
removed from the pyrolysis gas, the quench oil
flow has to be large and is typically in the range
of 15 to 25 times the flow of feedstock to the
heaters. Due to the presence of coke particles in
the quench oil, specially designed pumps are
used. The dilution steam generator is one of the
largest multiple-shell exchangers in the plant. In
addition, spare pumps and exchangers are
needed due to severe fouling (Picciotti, 1977a,
1977b, 1977c).
564 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
g
a
s
o
l
i
n
e
f
r
a
c
t
i
o
n
a
t
o
r
ethylene
fractionator
propylene
fractionator
d
e
e
t
h
a
n
i
z
e
r
d
e
p
r
o
p
a
n
i
z
e
r
d
e
b
u
t
a
n
i
z
e
r
d
e
m
e
t
h
a
n
i
z
e
r
dryer
a
c
e
t
y
l
e
n
e
c
o
n
v
e
r
t
e
r
m
e
t
h
y
l
a
c
e
t
y
l
e
n
e
a
n
d
p
r
o
p
a
d
i
e
n
e
c
o
n
v
e
r
t
e
r
f
u
e
l
o
i
l
s
t
r
i
p
p
e
r
p
r
o
c
e
s
s
w
a
t
e
r
s
t
r
i
p
p
e
r
c
a
u
s
t
i
c
a
n
d
w
a
t
e
r
w
a
s
h
t
o
w
e
r
c
o
n
d
e
n
s
a
t
e
s
t
r
i
p
p
e
r
water
steam
charge gas
compressor
1
st
- 3
rd
stages
charge gas
compressor
4
th
and 5
th
stages
q
u
e
n
c
h
t
o
w
e
r
p
y
r
o
l
y
s
i
s
h
e
a
t
e
r
fresh feed
fuel gas hydrogen methane ethane ethylene C
3
LPG
propylene
gasoline
C
4
product
fuel oil
Fig. 5. Schematic flow diagram of an ethylene plant using naphtha feedstock.
The quench tower in essence operates as a
partial condenser for the gasoline fractionator,
condensing practically all of the steam and the
heavy pyrolysis gasoline components. Separation
of the water phase from the gasoline phase occurs
in a quench water drum. Hot quench water is used
as a process heat source for the recovery section.
A portion of the gasoline phase is refluxed for the
gasoline fractionator, while the remainder is sent to
the gasoline stripper for stabilization. This gasoline
has a Research Octane Number (RON) of 95 to 99,
and is usually blended with other gasoline
products.
The pyrolysis gas leaving the quench tower is
compressed to 3.5 MPa in a four- or five-stage
centrifugal compressor. The number of stages is
determined by the maximum temperature
permissible for the fouling tendency of the
pyrolysis gas. The compressor typically consists of
three compressor casings driven by a single
extraction/condensing turbine. For large plants, two
turbines can be used. Water and hydrocarbons are
separated from the pyrolysis gas between stages,
and recycled.
Acid gases (CO
2
and H
2
S) are removed after
the third or fourth compression stage. This is an
optimum location since the gas volume has been
reduced significantly and the acid gases have not
contaminated any final products. When the
sulphur content of the feed is low, as in some
naphtha feeds, scrubbing with a dilute caustic
soda solution (typically 4 to 12% free caustic) is
cost-effective. Relatively weak solutions are
preferred to avoid the precipitation of sodium
salts and to minimize the formation of sodium
complexes and yellow oil. The pyrolysis gas
leaving the scrubber contains less than 1 ppm
acid gases and is further treated by a water wash
to remove any caustic carryover. A detailed
analysis is given by Raab (1976). Plants designed
to process high sulphur content feeds (i.e. higher
than 500 ppm) may contain a regenerative acid
gas removal system upstream of the caustic
scrubber. These systems employ
monoethanolamine, diethanolamine, or Alkazid
as solvents with a standard absorber-desorber
design. Depending upon the plant location, acid
gases are either sent to a fired heater or treated in
a Claus unit for conversion of hydrogen sulphide
to elemental sulphur. Coke suppression additives,
discussed earlier, somewhat decrease the CO
2
formation and can be economically attractive.
After acid gas removal, the pyrolysis gas from
the last stage of compression is cooled by
propylene refrigerant and sent to the charge gas
dryers. Molecular sieve dryers completely
remove water from the pyrolysis gas. Typically,
there are two dryers with one in normal
operation, while the other is being regenerated.
The dryers are designed for 24 to 48 hours
between successive regenerations. High-pressure
methane, heated with steam at 225C, is the
preferred regeneration medium. The pyrolysis
gas is partially condensed at essentially constant
pressure over the stages of the cascade
refrigeration system to about 165C, where
only the hydrogen remains in the vapour state.
The stage condensates (only one is shown
in Fig. 5) are fed to the appropriate trays of the
demethanizer. Hydrogen (95 mol%) is withdrawn
from the lowest temperature stage separator. The
demethanizer is designed for complete separation
of methane from ethylene and heavier
components, and operates at nearly 0.7 MPa for
ABB Lummus Globals low-pressure
demethanizer scheme. Condensing propylene
refrigerant supplies heat to the reboilers and
vaporizing refrigerant condenses the reflux.
The demethanizer overhead consists of methane
(95 mol%) with some minor impurities
of hydrogen, carbon monoxide, and traces
of ethylene. Brazed aluminum plate-fin exchangers
are used for the multi-pass cryogenic heat transfer
services and are installed in a cylindrical or
rectangular carbon steel container, commonly
known as a cold box. This unit is filled with
perlite or rockwool for insulation.
The demethanizer bottoms, consisting of
ethylene and heavier components, are sent to the
deethanizer a conventional tray-type fractionator
operating at a pressure of 2.4 to 2.8 MPa. An
overhead stream containing C
2
hydrocarbons and a
bottoms product of C
3
and heavier hydrocarbons
are produced. Since acetylene is not usually
recovered, the deethanizer overhead is heated to
20-100C and hydrogen is added. The mixture is
passed over a fixed bed of palladium catalyst for
acetylene hydrogenation. Due to the exothermicity
of acetylene hydrogenation, multiple beds with
intermediate cooling are preferred. The acetylene
hydrogenation reactor effluent contains less than
1 ppm of acetylene, but does contain traces of
methane and hydrogen. This is known as back-end
acetylene hydrogenation and is preferred to
front-end hydrogenation particularly in the case
of older catalysts with higher carbon-monoxide
(CO) sensitivity due to higher selectivity and
precise control as hydrogen is varied with
acetylene concentration; temperature is varied
depending on catalyst activity.
565 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Front-end acetylene hydrogenation is also
utilized in the ethylene flow scheme. This approach
requires a catalyst less sensitive to CO, and the
reactor is located upstream of the demethanizer.
For this design, typically a deethanizer or
depropanizer tower is located upstream of the
demethanizer to remove heavy fractions before
acetylene hydrogenation. The hydrogenation
catalyst is usually more sensitive to significant
variation in CO concentration, which is
experienced when cracking heaters are brought
on-line after decoke operation.
During acetylene hydrogenation, there is a net
gain of ethylene since, under normal conditions,
more acetylene is hydrogenated to ethylene than
ethylene is hydrogenated to ethane. The catalyst is
deactivated over time due to coke and green oil
(a polymer formed due to side reactions)
production and is therefore regenerated periodically
(six to twelve months). The kinetics of this reaction
has been discussed by Lam (1988) and Cider and
Schoon (1991). For some catalysts, a trace amount
of CO is used to control the selectivity of
hydrogenation; however, the new generation of
catalysts does not require CO addition.
Acetylene can be recovered by using an
absorption process with multiple towers. In the
first tower, acetylene is absorbed in acetone,
dimethyl formamide or methyl pyrrolidone (Lorber
et al., 1971; Stork et al., 1974). In the second
tower, absorbed ethylene and ethane are rejected.
In the third tower, acetylene is desorbed. Since
acetylene decomposition can result at certain
conditions of temperature, pressure and
composition, the design of this unit is critical for
safety reasons.
After acetylene hydrogenation/removal, the
dried gas enters an ethylene-ethane separator (i.e.
ethylene fractionator). This column contains 80 to
150 trays, and a reflux ratio of 2.5 to 4.0 is typical
depending upon feed composition. A pasteurizing
section is usually provided at the top of the
fractionator for removal of residual hydrogen,
carbon monoxide, and methane to achieve very
high purity ethylene (99.95%). Propylene
refrigerant is typically used as condensing and
reboiling medium. Condensing refrigerant vapour
supplies heat to the reboiler, while the refrigerant
boiling under low-pressure generates the cooling
required in the overhead condenser. An open heat
pump can be used with the integration of the
ethylene-ethane fractionator into the ethylene
refrigeration system. The ethane withdrawn from
the tower bottom is recycled to the heaters and
cracked to extinction.
The condensate stripper bottoms and the
deethanizer bottoms are processed in the
depropanizer for a sharp separation of C
3
hydrocarbons and C
4
and heavier hydrocarbons.
The reboiler may be fouled by rubber-like
polymers and require periodic mechanical
cleaning. To minimize this problem, two types of
designs are used. In the first design, the bottoms
temperature is set low, which results in an
operating pressure requiring propylene
refrigerant instead of cooling water for the
condensation of the overhead product. In the two
tower system design, cooling water is used as the
condensing medium for the high pressure tower
and propylene refrigerant for the low pressure
tower. This concept results in better overall
energy efficiency, but involves higher capital
investment.
The depropanizer bottoms are further
processed in the debutanizer for separation of C
4
product from light pyrolysis gasoline. The
debutanizer operates at a moderate pressure of
0.4 to 0.5 MPa and is a conventional fractionator
with steam-heated reboilers and water-cooled
condensers.
The overhead of the depropanizer is sent to the
propylene fractionator. The methyl acetylene (MA)
and propadiene (PD) are usually hydrogenated
before entering the tower. A MAPD converter is
similar to an acetylene converter, but operates at a
lower temperature and in the liquid phase. Due to
recent advances in catalysis, the hydrogenation is
performed at low temperatures (50-90C) in trickle
bed reactors (Stanley and Venner, 1991). Methyl
acetylene and propadiene are only rarely recovered.
Catalytic distillation technology has been used to
saturate MAPD in recent designs (Gildert et al.,
1995).
Due to the low relative volatility, fractionation
of propylene and propane is even more difficult
than the fractionation of ethylene and ethane. The
propylene fractionator operates at a pressure of
1.8 to 2.0 MPa, with nearly 160 trays required for a
high purity propylene product. Often a two-tower
design is employed when polymer grade (high
purity 99.9%) is required. A pasteurization
section may also be used when high purity is
required. The bottoms product contains mainly
propane, which can be recycled to the cracking
heaters or used as fuel.
A typical specific energy consumption curve
for various feedstocks processed at high severity is
shown in Fig. 6. The energy consumption for a
naphtha-based plant has been reduced from 8,100
kcal/kg C
2
H
4
in the 1960s to nearly 5,000 kcal/kg
566 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
in 2003. This reduction was made possible by
improvements in cracking coil technology and
recovery section design.
The energy consumption values do not include
the Olefins Conversion Technology (OCT) unit.
When OCT is integrated with an ethylene plant,
the specific energy drops by up to 10% with
similar investment cost.
Recent improvements
Some recent improvements not only reduce the
energy consumption, but also increase the capacity
of an existing plant. These approaches are
discussed below.
Large capacity cracking heaters. With large
capacity ethylene plants, it is possible to consider
high capacity heaters and still keep economical
spare heater capacity. All technology suppliers
are currently proposing large capacity heaters, in
the range of 150,000-250,000 mta of ethylene
production. New computer tools, utilizing
Computational Fluid Dynamics (CFD)
techniques, have allowed designers and
developers to better understand the aerodynamics
of the firebox side of large capacity heaters
(Platvoet et al., 2003).
Quench oil viscosity control. Increasing the
bottoms temperature of the gasoline fractionator
increases the bottoms liquids viscosity;
therefore, flux oil is often added to reduce the
viscosity. Effluents from ethane cracking can be
used as a viscosity control stripping medium,
allowing a temperature of 195-230C in the
gasoline fractionator bottom (depending on type
of feed mix). This reduces the quench oil
pumping power, eliminates the flux oil addition
(Stanley and Venner, 1991), and improves energy
efficiency.
Feed saturation. When gas feeds like ethane
and propane are cracked, dilution steam can be
added via direct humidification in towers known as
feed saturators. This design reduces the load on the
dilution steam system and/or the medium pressure
steam level.
Predemethanization. The conventional design
employs a single step, multiple-feed tower.
Utilization of a second tower upstream of the
existing primary tower reduces the load on the
primary tower, which reduces the propylene
refrigeration power requirement as well as the
propylene chilling loads. This approach typically
is not economical with low-pressure
demethanizers.
Demethanizer overhead expander.
Incorporation of an expander into the conventional
high-pressure demethanizer system will eliminate
bottlenecks in the refrigeration system, the
demethanizer condenser, and the charge gas
compressor. It reduces the operating cost by
lowering the refrigeration power requirement.
Multiple-feed deethanization and ethylene
fractionation. This approach debottlenecks the
deethanizer, ethylene fractionator, and the
refrigeration systems, thereby reducing power
consumption.
Tower internals and equipment modification.
Tower capacity expansion can be achieved through
the use of random or structured packing or through
the use of higher capacity trays, such as the UOP
multiple downcomer tray. Packing, which reduces
pressure drop and increases capacity, has been used
in the gasoline fractionator, water quench tower,
caustic and amine towers, demethanizer, the upper
zone of the deethanizer, debutanizer and
condensate strippers. Improved and redesigned
rotors of modern compressors save considerable
power. The conventional tube bundles in the
ethylene fractionator and the propylene
refrigeration condensers can be replaced with
extended surface tube bundles.
Dephlegmators. These apparatuses accomplish
feed gas separation (i.e. fractionation) in a cold
box, in combination with heat transfer. Cryogenic
dephlegmators are brazed aluminum (plate-fin or
core) heat exchangers that are specially designed to
operate as mass transfer devices. Depending upon
the feed composition, 5 to 15 theoretical stages can
be obtained with one dephlegmator. Application of
dephlegmators to ethylene plants is discussed by
Bowen (1991) and Nachenberg (1991).
Dephlegmators are relatively more capital intensive
as compared to conventional plate-fin
exchangers.
567 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
s
p
e
c
i
f
i
c
e
n
e
r
g
y
(
k
c
a
l
/
k
g
C
2
H
4
)
2,500
6,500
6,000
5,500
5,000
4,500
4,000
3,500
3,000
ethane
propane
butane
naphtha
gas oil
HVGO
Fig. 6. Specific energy consumption for a plant
built in 2003.
Pinch technology. This technology has been
applied to optimize various designs (Greene et al.,
1994). Ethylene production by thermal cracking is
an energy intensive process. Hence various optimal
arrangements of towers and refrigeration levels
have been proposed (Manley, 1996).
Membrane technology. This technology has
been used to partially separate hydrogen from other
products to improve plant efficiency. Though the
economics of this approach is questionable, it may
be attractive for ethane cracking where hydrogen
concentration is the highest in the effluent mixture.
Catalytic distillation. Combining the
hydrogenation and fractionation steps involved in
the purification of olefins is a cost-effective
innovation. In an ethylene plant, catalytic
distillation can be applied to MAPD
hydrogenation, selective hydrogenation of C
4
and
C
5
acetylenes and dienes, and to total
hydrogenation of C
3
/C
4
/C
5
olefins and dienes
(Stanley and Weidert, 2002). It can also be used
to selectively hydrogenate the C
2
through C
5
acetylenes and diolefins in a front-end
depentanizer tower. This processing step removes
35 to 40% of the hydrogen contained in the
heater effluent by chemical reaction rather than
by cryogenic separation, significantly reducing
compressor power and energy consumption.
Catalytic distillation combines hydrogenation and
separation in one reactor, resulting in capital
savings. A catalyst bed replaces a portion of the
trays in the distillation tower. Since the reflux
required for the distillation passes through the
catalyst bed, oligomers formed in the bed are
continuously washed, which increases the
catalyst life and the selectivity to olefins. The
hydrocarbon and the hydrogen enter the reaction
zone as a two-phase mixture. Since the reaction
takes place in the liquid phase, the potential for
runaway associated with the highly exothermic
hydrogenation reaction is also reduced. The
proper selection of the catalyst is crucial since a
highly active catalyst will also saturate the
valuable propylene.
Multi-component refrigeration. The
low-pressure demethanizer uses a methane
refrigeration system to provide the lowest level
cooling to the cracked gas and the reflux to the
demethanizer. This system results in investment
and operating cost advantages, compared to a
high-pressure demethanizer system utilizing lowest
level ethylene refrigeration. The latest
developments further simplify this system by
combining the ethylene and methane refrigeration
into a binary refrigeration system. This is a closed
loop, constant composition, mixed refrigeration
system and provides refrigeration typically at four
temperature levels ranging from 40C to
140C. This concept has been commercially
proven and has been extended to a tertiary
refrigeration system that leads to even further
capital cost savings. A tertiary refrigeration system
combines all refrigeration systems (methane,
ethylene and propylene) into one system, providing
refrigeration from 40 to 140C. This system
reduces capital cost significantly, improves
operation reliability, and lowers maintenance costs.
Advanced computer control systems and
training simulators. An ethylene plant contains
more than 300 equipment items. With the advent
of modern computers, the plant operation can be
simulated on a real-time basis and the results
displayed on monitors. Sophisticated
mathematical models and control panels are used
to artificially simulate emergencies and train the
operators to respond correctly when such
situations arise. In a similar way, computers are
used in a modern plant to control the entire
operation. For the heaters, a model-based control
system is gaining importance (Advanced Process
Control Handbook, 1991). Instead of simply
controlling the Coil Outlet Temperature (COT),
severity is actually controlled. The measurement
of severity (either C
3
H
6
/C
2
H
4
or C
3
H
6
/CH
4
ratio),
however, requires on-line effluent analysis using
chromatographs, which have significant lag time.
To overcome this lag time, sophisticated kinetic
models are used to predict the severity for a
given COT and compare it against the actual
measurement as it becomes available. Although
COT is used as the set point, severity is the
control variable (Stancato et al., 1991). This also
provides a means to optimally adjust severity as
fouling in the radiant coil and in the TLE occurs.
Safety and environmental factors
Care must be exercised in the design and
operation of equipment in an ethylene plant. While
ethylene is a colourless gas with a mild odour that
is not irritating to the eyes or respiratory system, it
is a hydrocarbon and, therefore, a flammable gas.
All vessels must be designed for handling the
liquids and gases during operation at the
temperatures and pressures that will exist, and
safety and depressuring valves must be provided to
relieve excessive pressure. The releasing of
hydrocarbons into the air in large amounts must be
avoided due to health and fire hazards. To protect
the plant and personnel in case of fire, a complete
fire fighting system is provided. Tanks are grouped
568 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
to minimize fire and provided with foam makers
and deluge systems.
Reviews at various stages of a project assure
safety, which is given constant attention in the
plant design. Checklist and Hazard and Operability
(HAZOP) reviews are standard practice industry-
wide. Failure Modes and Effects Analysis (FMEA),
What-If, and Qualitative Fault Tree Analysis
methods have also been used when required.
Stringent environmental laws exist in almost
every country in the world. An ethylene plant will
produce liquid, gaseous and solid wastes, which are
disposed of in an environmentally safe manner, as
dictated by local regulations.
Liquid wastes generated within the complex
consist of wastewater streams of relatively low
organic content and process wastes of high organic
content. Wastewater from various units and
operations are segregated according to the
wastewater characteristics, such as type of
contaminants, concentration, and special treatment
or pretreatment requirements. A segregated sewer
system allows for the most efficient treatment of
the wastewaters.
Atmospheric emissions from the facility are
either controlled or fugitive in nature. Controlled
emissions, resulting from process venting, waste
incineration, decoking operations, and heater
firing, are released from stacks. Fugitive emissions
occur from product loading and storage and
equipment leaks. Most modern plants use low NO
x
burners and/or SCR (Selective Catalytic
Reduction) technology and send the decoking
effluents to the firebox. In general, all continuous
process vents are flared or combusted in the
furnaces. If required, the process vents are
scrubbed prior to flaring to minimize acid gas
emissions. Flow monitors are installed in major
branches in the flare collection header to monitor
process venting. A smokeless flare has a normal
destruction efficiency of over 98%.
During normal plant operation, certain solid
wastes are generated. These wastes are treated in a
solid waste disposal area to reduce their volume
and or toxicity prior to final disposal in a secured
landfill. Combustible wastes are incinerated in a
slagging rotary kiln to reduce volume and toxicity.
Other routes to ethylene manufacture
In addition to conventional thermal cracking in
tubular furnaces, other thermal methods and
catalytic methods to produce ethylene have been
developed. None of these are commercialized as of
present.
Advanced cracking reactor
An Advanced Cracking Reactor (ACR) was
developed jointly by Union Carbide with Kureha
Chemical Industry and Chiyoda Chemical
Construction (Wett, 1972). The key to this process
is high temperature, short residence time, and low
hydrocarbon partial pressure, which improve the
selectivity to ethylene significantly. Superheated
steam is used as the heat carrier to provide the heat
of reaction. The burning of fuel (H
2
and CH
4
) with
pure oxygen generates temperatures of 2,000C
and the cracking reaction is carried out at 950 to
1,050C (Hosoi and Keister, 1975; Kearns et al.,
1979; Baldwin and Kamm, 1982) with a residence
time of less than 10 ms. Since the residence time in
the reactor is so low, a specially designed Ozaki
quench cooler for rapid quenching is required.
A prototype was in operation for over 18 months
during the 1980s. Unfortunately, all very high
temperature processes produce high amounts of
acetylene (2 wt%). Acetylene hydrogenation will
be a significant cost factor if there is no market
for acetylene.
Adiabatic cracking reactor
This principle is based on the injection of
hydrocarbon feedstock into the flue gas at elevated
temperatures. Due to the high initial temperature
(1,200C), the feed is instantaneously vaporized
and a very high rate of decomposition is obtained.
The temperature of the flue gas is controlled by
varying the oxygen/fuel ratio at the combustion
chamber and by the injection of steam in the
combustion chamber. Due to the endothermic
nature of the cracking process, the temperature
drops rapidly after the injection of the feed. A
substantial increase (over 10 wt%) in olefin yield
can be expected, but quenching the reaction to
desired conditions is still a problem. The
economics of the process are still not profitable.
This route to ethylene production has been
analyzed by Dente et al. (1981, 1985) using
mathematical models. Instead of hydrocarbon,
hydrogen has also been used as fuel, which
generates in situ dilution steam.
Fluidized bed cracking
Lurgi developed the sand cracker (Schmalfeld,
1963) using sand as the heat carrier while BASF
used coke particles as the fluidizing medium
(Steinhofer et al., 1963). Ube (Matsunami et al.,
1970) used inorganic oxide as the heat carrier, and
the Kunugi and Kunii process (Kunugi, 1980) used
a fluidized bed with coke as the heat carrier.
Thermal regenerative cracking, jointly developed
569 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
by Gulf Chemical (currently Chevron Phillips) and
Stone & Webster (Ellis et al., 1981) uses solid heat
carriers in the fluid bed. Other thermal processes
are discussed by Hu (1982).
Catalytic pyrolysis
In recent years, there have been many articles
on catalytic pyrolysis. This should not be confused
with fluid catalytic cracking, which is used in oil
refining to produce gasoline. Catalytic pyrolysis is
aimed at producing primarily ethylene. There are
many patents and research articles on this topic
covering the last twenty years (Kikuchi et al.,
1985; Kolts and Delzer, 1986; Lemonidou et al.,
1987; Lemonidou et al., 1989; Lemonidou and
Vasalos, 1989; Chernykh, 1991; Basu and Kunzru,
1992; DeHertog et al., 1998; Picciotti, 2000; Jeong
et al., 2001).
Almost all catalysts produce higher amounts of
CO and CO
2
than normally obtained with
conventional pyrolysis. This indicates that the
water-gas shift reaction is very active with these
catalysts and this usually leads to some
deterioration of the olefin yield. Significant
amounts of coke have been found in these catalysts
and thus there is a further reduction in olefin yield
with on-stream time. Most of these catalysts are
based on low surface area alumina catalysts
(Lemonidou et al., 1989). A notable exception is
the catalyst developed in the former USSR
(Chernykh, 1991). This catalyst primarily contains
vanadium as the active material on pumice and is
claimed to produce low levels of carbon oxides.
LG Petrochemicals, Korea, recently developed a
similar catalytic process (Jeong et al., 2001).
DeHertog et al. (1998) and MITI (a Japanese
research consortium; Picciotti, 2000) have also
announced relatively low temperature catalysts
primarily for naphtha cracking.
In China, fluid catalytic cracking (also known
as deep catalytic cracking) has been used in
semi-commercial units to crack gas oils and heavy
feedstocks to produce olefins (Chapin and Letzsch,
1996). Mainly zeolites and zeolite type catalysts
have been used. Cracking temperatures are still
high and the product distribution is almost
identical to that obtained in a pyrolysis unit.
However, these catalysts produce higher propylene
yields and slightly lower ethylene yields than those
achieved in thermal cracking, yielding a higher
propylene/ethylene ratio than possible with thermal
cracking alone. Reportedly, this process has been
applied in one commercial unit outside China. The
economics or the suitability to other light
feedstocks is not reported.
Cracking temperatures in catalytic pyrolysis are
somewhat lower than those observed with thermal
pyrolysis. Catalytic pyrolysis is still dominated by
free-radical reactions. As stated by Lemonidou and
Vasalos (1989), most of these catalysts affect the
initiation of pyrolysis reactions and increase the
overall reaction rate of feed decomposition. The
applicability of this process to ethane cracking is
questionable, since the equilibrium of ethane to
ethylene and hydrogen is not altered by a catalyst;
therefore, the selectivity to olefins at lower catalyst
temperatures may be inferior to that of
conventional thermal cracking. The suitability of
this process for heavy feeds, like condensates and
gas oils, has yet to be demonstrated. Often these
catalytic processes do not improve the selectivity to
olefins significantly, but only reduce the energy
consumption in the hot section. Even after many
years of research, there is limited commercial
interest for these technologies in the petrochemical
industry.
Membrane reactor
Another area of current activity uses
membranes in ethane dehydrogenation to shift the
ethane to ethylene equilibrium. Technology has
improved to produce ceramic and other inorganic
membranes (Champagnie et al., 1990) that can be
used at high temperatures (600C and above). In
addition, they can be coated with suitable catalysts
without blocking the pores of the membrane.
Therefore, catalyst coated membranes can be used
for reaction and separation.
As an example, Champagnie et al. (1990) have
discussed the use of ceramic membranes for ethane
dehydrogenation. The construction of a
commercial reactor, however, is difficult and a
sweep gas is required to shift the product
composition away from equilibrium values.
The achievable conversion also depends on the
permeability of the membrane.
Another way to use membranes is for
separation only and not for reaction. In this
method, a conventional, multiple, fixed-bed
catalytic reactor is used for the dehydrogenation.
After each bed, the hydrogen is partially separated
using membranes to shift the equilibrium. Since
separation is independent of reaction, reaction
temperature can be optimized for superior
performance.
Both concepts have been proven in bench scale
units, but are yet to be demonstrated in commercial
reactors. To improve the energy efficiency, an
endothermic reaction (pyrolysis) on one side of the
membrane and an exothermic reaction
570 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
(combustion) on the other side has been proposed
(Choudhary et al., 2000). There are no commercial
reactors yet.
Dehydrogenation of ethane
The dehydrogenation of paraffins is
equilibrium limited and hence requires high
temperatures. Using this approach and
conventional separation methods, ABB Lummus
Global and UOP offer commercialized processes
for the dehydrogenation of propane to propylene
(Vora et al., 1986). This technology has been
applied commercially and has drawn significant
interest in the Middle East with low-cost propane
feed. A similar concept is possible for ethane
dehydrogenation, but an economically attractive
commercial reactor has not been built.
Oxydehydrogenation of ethane
Due to the limitations of ethane
dehydrogenation equilibrium, research has focused
on ways to remove one of the products namely
hydrogen by chemical methods. Hydrogen is
oxidized to water and there is no equilibrium
limitation:
C
2
H
6
O
2
C
2
H
4
H
2
O
However, the same oxygen also oxidizes ethane
and ethylene to CO
2
and other oxygenated
products. Therefore, the selectivity to olefins is a
serious consideration. Recent literature citations
claim the development of low temperature, highly
selective oxydehydrogenation catalysts (Conway
and Lunsford, 1991; Laegreid, 1991). While this
process has not yet been commercialized, it seems
promising.
Recently, Schmidt et al. (2000) developed a
novel concept for ethane oxydehydrogenation.
Burning hydrogen with oxygen at catalytic sites
(platinum gauze) results in very high temperature.
The reaction is very selective to hydrogen, which
produces water. Water (steam) acts as a diluent
and also a heating medium. The exothermicity is
used to heat the feed (ethane), which is
adiabatically cracked with the in situ steam
produced. This is a thermal process. The feed is
converted to products in less than 10 ms and
hence the selectivity to ethylene is high. Since
ethane cracking produces more hydrogen than
required for oxidation to maintain the energy
balance, there is no need to import hydrogen. For
other feeds, however, it is less likely to be
economically attractive. The interesting feature of
this process is that it significantly reduces the
production of greenhouse gases and pollutants,
which are deterrents with conventional thermal
cracking furnaces.
Oxidative coupling of methane
The most stable paraffin is methane, which
has a difficult CH bond to break. During the
1980s, new catalysts were developed to activate
methane, producing methyl radicals. These
methyl radicals combine to give ethane, which
further undergoes pyrolysis reactions. This
process and its economics have been discussed in
detail (Preuss and Baerns, 1987; Baerns, 1991).
According to these sources, this process is not
economical when conventional feedstocks
(naphtha, LPG, etc.) are inexpensive. The process
could be economical when methane is available
in abundance at extremely low cost, such as in
Saudi Arabia and other geographic locations.
Since this process does not depend upon crude
oil for raw feed, research has continued in many
countries, and it is possible that it may soon be
commercialized. Instead of direct coupling,
oxidation of methane to methanol and then
to olefins has also been proposed
(Nexant, 2002), but the process is not
economically attractive.
Methanol to ethylene
Methanol to ethylene economics tracks the
economics of methane to ethylene. Methanol to
gasoline has been fully developed and, during this
development, specific catalysts to produce ethylene
were discovered. Inui e Takegami (1982) and Inui
et al. (1991) have discussed the economics of this
process and recently claimed to have a catalyst
(Ni/SAPO 34) with almost 95% selectivity to
ethylene. According to the authors, methanol is
converted to dimethyl ether, which decomposes to
ethylene and water. The method of preparation of
the catalyst, rather than the active ingredient of the
catalyst, has made the significant improvement in
yield. By optimizing the catalyst and process
conditions, the authors claim to maximize yields of
ethylene, propylene, or both. This is still in the
bench/pilot scale stage and has yet to be applied on
a commercial scale.
Dehydration of ethanol
The economics of this process depends upon
the availability and price of ethanol. High volume
production of ethylene from ethanol, which is
derived from fermentable raw materials, cannot
normally compete with ethylene produced in large,
hydrocarbon-based olefin units. This process,
however, offers several advantages to a country
571 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
with abundant fermentation materials, but limited
hydrocarbon resources (Winfield, 1960).
Activated alumina and phosphoric acid on a
suitable support became the choices for an
industrial process. Zinc oxide with alumina has
also been claimed to be a good catalyst. The actual
mechanism of dehydration is not known, but a
plausible mechanism is given below:
In industrial production, the ethylene yield is 94
to 99% of the theoretical value depending on the
processing scheme. Traces of aldehyde, acids,
higher hydrocarbons and carbon oxides as well as
water must be removed. Fixed-bed processes
developed at the beginning of the last century have
been commercialized in some countries, and
small-scale industries are still in operation
in Brazil and India. New fluid-bed processes have
been developed to reduce the plant investment
and operating costs (Winter, 1976; Taso and Reilly,
1978).
Ethylene from coal
There are several possible routes to ethylene
from coal based on both conventional and
emerging technologies. Synthesis gas derived from
coal gasification can be converted to hydrocarbons
by the Fischer-Tropsch (FT) process. The
conventional FT process produces high molecular
weight saturated and olefinic hydrocarbons and
oxygenated compounds. Ethylene can be recovered
directly or after pyrolyzing the ethane and naphtha
produced. In general, this is not an economical
process; however, there is a plant based on this
route in South Africa (Dry, 1981). Some of the FT
catalysts developed during the last decade
maximize ethylene and propylene yields. However,
in Mobils MTG (Methanol To Gasoline) or MTO
(Methanol To Olefins) processes, zeolite catalysts
are used and high olefin yields are reported (Inui,
1990).
Propylene disproportionation
A commercial plant utilizing the
disproportionation of propylene to ethylene and
butene was built in 1966 by Gulf Oil of Canada,
utilizing technology developed by Phillips:
2C
3
H
6
C
2
H
4
C
4
H
8
Since the above reaction is reversible, it can be
used to produce either propylene or ethylene and
butenes depending on relative prices. Commercial
plants based on the reverse reaction have been built
on the Gulf Coast and other locations. This is
discussed in more detail in Section 10.5.2.
Ethylene as a by-product
In refinery FCC units, a small amount of
ethylene is produced, but rarely recovered. Many
new FCC catalysts (generally ZSM 5) with
additives have improved the olefin production. As
a result, some producers have integrated their
refinery operation with an ethylene plant. Though
propylene is produced in significant amounts and
is mostly recovered, ethylene, ethane and butenes
are formed in sufficient quantities to be
economically attractive for integration with an
ethylene plant.
Shipment and storage
The supply and demand patterns for ethylene
and its derivatives have changed significantly in
the last 15 years. New ethylene projects are being
built in regions with cheaper feedstock with the
primary objective of meeting demand in high
growth regions. The trade of ethylene and its
derivatives grew from nearly 4.5 million mta of net
equivalent ethylene in 1990 to nearly 9 million mta
in 2003. Of this, nearly one million mta is traded as
ethylene. The major exporting countries are in the
Middle East and the major importing countries are
in Western Europe and Asia/Pacific. The ethylene
is mostly transported in refrigerated tanks with
capacities ranging from 2,000-10,000 metric
tonnes. These tankers are of the semi-refrigerated
type and transport liquid ethylene at atmospheric
pressure and 104C. The tankers include
reliquefaction plants on board, since it is too
expensive to vent ethylene.
While the quantity of ethylene transported by
international tankers is large, it accounts for only
1% of production. The majority of ethylene
produced in the United States and Western
Europe is moved by integrated pipeline
systems.
In the US, the Gulf Coast produces and
consumes the majority of the US ethylene
production. The plants are located along the
southeast coast of Texas extending into Louisiana
(CMAI, 1989). The plants are served by a system
of pipelines connecting the producing and
consuming plants. The ethylene is transported as a
gas at very high pressures (5-5.7 MPa; Burdick and
Leffer, 1983). Since the critical temperature for
ethylene is 9.2C, the ethylene remains as a gas at
the elevated pressures. The pipelines are buried
approximately 3 to 5 meters below the ground, so
572 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
ethylene ether ethanol ethylene
230C 300-400C
the surrounding ground temperature rarely
approaches the critical temperature.
Western Europe also operates an integrated
pipeline system. The system links the large
producers and consumers in Germany, The
Netherlands, France and Belgium. The pipeline
system is being expanded both in terms of ethylene
and the addition of propylene. Expansion of the
pipeline is being instituted to phase-out the use of
rail tankers to transport ethylene. Producers feel
that pipeline transport offers superior specification
guarantees, which rail or barge tankers cannot offer
since the operation is not directly under the users
control (Olefins [...], 1990).
A certain amount of storage is provided inside
operating plants to smooth out operational upsets.
The capacity stored can range from a few hours to
a few days of production, depending on the owners
operating philosophy. Small amounts of ethylene
are stored as a liquid in pressure tanks and held at
the required temperature by refrigeration available
from the operating unit. This method of storage is
only appropriate for a few hours of production
since the tanks must be expensive, heavy, thick
walled vessels. Cryogenic storage is used for larger
amounts of ethylene, which allows for the use of
less expensive, thinner-walled tanks. The ethylene
is kept below its critical temperature and therefore
lower pressure can be used. To keep the ethylene
below its boiling point (103.7C), some ethylene
is vaporized and then passed to a refrigeration
plant for recovery (Burdick and Leffer, 1983).
Cryogenic storage tanks employ an outer and an
inner tank with the interspaces filled with an
insulating material (Perry and Chilton, 1973).
For storage of very large quantities,
underground caverns or salt domes are used. The
cavern is created by dissolving the salt and
pumping out the brine (Perry and Chilton, 1973).
As the ethylene is pumped into the cavern, it
displaces the brine, which creates a pool that exerts
pressure on the ethylene. The ethylene is removed
by returning brine from the pool. Since the caverns
are located a few hundred meters below ground
level, temperatures are fairly constant and always
above the critical temperature of ethylene (Burdick
and Leffer, 1983).
Uses
Almost all ethylene produced is consumed as
feedstock for manufacturing other petrochemicals.
573 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
1991 1996 2000**
Polyethylene***
LDPE/LLDPE 19,250 24,516 29,024
HDPE 12,618 17,604 23,582
Ethylene dichloride 8,766 10,560 12,698
Ethylbenzene/styrene 4,213 5,163 6,349
Ethylene oxide 6,952 8,424 10,884
Ethanol 729 685
EPDM rubber**** 347 475
Oligomers 1,406 1,959
Vinyl acetate 925 1,113
Acetaldehyde 997 1,005
Others 1,872 1,143 8,163
Total 58,075 72,647 90,700
Table 5. Ethylene derivatives and world consumption*
* Worldwide consumption as ethylene equivalent in 10
3
t/yr (SRI Consulting, 1997)
** Estimate from information supplied by CMAI (Chemical Market Association)
*** LDPE, Low-Density PolyEthylene; LLDPE, Linear Low-Density PolyEthylene; HDPE, High-Density PolyEthylene
**** EPDM, Ethylene Propylene Diene Monomer
Only a very small amount has been used in the
agricultural industry for ripening fruits. Table 5 lists
major ethylene derivatives and the world consumption.
Although some ethylene is shipped across the
oceans in large quantities, the preference is to ship
first generation end-products, such as polyethylene,
ethylbenzene, etc.
Specification and analysis
Polyethylene is the predominant derivative of
ethylene and requires very high purity (99.9%)
monomer. A typical polymer grade specification of
ethylene is given in Table 6. Almost all ethylene
plants use gas chromatography or gas
chromatography combined with mass spectrometry
for analysis. For specific impurities like sulphur,
water and other hydrocarbons and elements,
ASTM standard tests are recommended (D2504-67,
D2505-67 2785-70, E203-75). The new generation
of polyethylene catalysts requires greater than
99.95% purity.
Economic aspects
In 2003, world capacity for the production of
ethylene was approximately 110.8 million metric
tonnes. The US production capacity accounted for
almost 25% of the world capacity, or approximately
27.7 million metric tons, followed by Western Europe
with almost 22% or 24 million metric tonnes
(Nakamura, 2004).
While the US and Western Europe account for half
of the worlds production capacity, the most rapid
growth in capacity has been occurring in the
developing areas of the world. Table 7 shows the
increase in capacity from 1996 through 2003 for the
major regions of the world. As can be seen from this
table, capacity growth in the developing countries will
be almost twice that of North America and Western
Europe.
Ethylene is the first chemical in total market value
among petrochemicals. Based on 2003 production
capacity of 110.8 million metric tonnes, the total
potential production value is approximately 83 billion
574 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Ethylene, mol% 99.95 min
Methane + ethane, mol% Balance
Other impurities, mol ppm
Hydrogen 5.0 max
Acetylene 1.0 max
Oxygen 1.0 max
Carbon monoxide 1.0 max
Carbon dioxide 1.0 max
Propylene 10.0 max
C
4+s
10.0 max
Water 2.0 max
Total sulphur 2.0 max
Methanol 5.0 max
Total chlorine 2.0 max
Dimethyl formamide (DMF) 1.0 max
Other compounds 5.0 max
Table 6. Specification for polymer
grade ethylene
Region 1996 2003
Growth rate,
%/year 1996-2003
North America 28.7 34.41 2.8
Western Europe 20.13 24.07 2.8
Asia + Oceania 19.80 29.35 6.9
Middle East and Africa 5.94 11.01 12.2
South and Central America 3.29 4.36 4.6
Eastern Europe 6.20 7.58 3.2
Total 84.06 110.78 4.5
Table 7. Ethylene capacity and growth rate*
* Capacity in 10
6
t/yr. Projected average growth rate is 3.2%/yr for the next five years.
World-operating rate is 90% in 2003.
dollars based on an ethylene price of 750 dollars per
metric tonne.
The economics for the production of ethylene
depends to a large extent on the prices for feedstocks
and coproducts. In the US, the feedstocks of choice
have been the lighter feeds like ethane, propane, and
butanes, as opposed to Western Europe and the Far
East, which have favoured naphtha (DeWitt and
Company, 1989-1990). Table 8 shows the percentage
of ethylene produced from the various feedstocks in
the US since 1987.
The hydrocarbon feedstock used for the
production of ethylene is shown in Fig. 7. Naphtha
cracking represents about 45% of production
capacity, while nearly 35% of capacity is produced
from ethane cracking. Most of the capacity addition
in the Middle East will be based on ethane cracking
and, therefore, the feedstock mix will change in the
coming years. This change will also impact
production of coproducts like propylene, butadiene,
and benzene. As can be seen from Table 8,
approximately 70% of US ethylene production is
from ethane, propane, and butane. This percentage
has remained fairly constant throughout the 1980s
and 1990s, and it is assumed that it will remain at
this level. During the same time frame, the use of
naphtha as a feedstock has nearly doubled,
supplanting the use of gas oil as a feedstock.
As an example, Table 9 provides the cost of
production of ethylene for ethane feedstock based on
2003 prices for the feedstocks and coproducts. This
cost of production is based on US Gulf Coast energy
costs around the hot section. Investment cost and
labour costs are not included. The plant capacity is
800,000 mta of ethylene, which is an average 2003
size for a new plant. Energy costs are often expressed
as the specific energy consumption, which is defined
as the fuel equivalent value of all utility imports and
exports around the ethylene unit. The specific energy
consumption includes the fuel fired in the furnaces,
the electric power required, and the export of steam.
Unconverted ethane and propane (formed as product)
are recycled to extinction. Acetylene and MAPD
are hydrogenated to ethylene/ethane and
propylene/propane respectively. Similar tables
can be constructed for other feedstocks.
A detailed utility balance for the recovery section can
be constructed on a similar manner. Typically,
more than 80% of the cost of production is
associated with feed cost. Hence the gross margin
575 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Year
Ethane/propane/
Naphtha (%) Gas oil (%)
butane (%)
1987 74 15 11
1988 70 25 5
1989 69 26 5
1990 68 27 5
1991 71 24 5
1992 71 24 5
1996 76 20 4
2000 70 25 5
2003 70 27 3
Table 8. US ethylene produced from various feedstocks
(Nakamura, 2004; Olefins [...], 1990; SRI Consulting, 1997)
ethane
35%
propane
9%
naphtha
45%
gas oil
5%
other
3%
C
4
3%
Fig. 7. Distribution of the different feed for ethylene
production types in the world.
analysis shown above is sufficient for illustrative
purpose.
Ethane feed gives the lowest cost of production
and the highest return on investment. As the feeds
become successively heavier, the cost of production
increases marginally, but the return on investment
decreases due to the increasingly higher capital
investment required. Table 10 shows the effect on
relative capital investment for various feedstocks as
well as for a range of capacities. However,
site-specific feedstock availability determines the
type of plant.
Another significant factor affecting capital
investment is plant capacity. Prior to 1970, ethylene
plant capacity was rarely greater than 300,000 mta.
Since the late 1990s, 1,000,000 mta plants have
become common. The incentive to build these larger
plants is the economic advantages of scale, resulting
from the reduction in capital requirements per tonne
of ethylene.
576 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
* Decoking is included. Calculations are done on 8,000 h/yr of operation to account for unscheduled plant shutdown and
maintenance
** Rate is in MW
Unit cost Rate Revenue Cost
(dollars/t) (mta) (dollars) (dollars)
Feed
HC feed 169 985,416 166,535,304
Reacted steam 2,526
Total 987,942
Products
Hydrogen 578 87,181 50,390,618
Methane off gas 155 40,282 6,243,710
Ethylene (polymer grade) 500 800,000 400,000,000
Propylene 430 12,477 5,365,110
C
4
s 205 25,738 5,276,290
C
5
-gasoline 124 20,613 2,556,012
Fuel oil 155 529 81,995
Acid gases 1,122
Total 987,942
Utilities*
Super high-pressure steam 9 1,700,000 15,300,000
Fuel 110 36,000 3,960,000
Dilution steam 6 380,500 2,283,000
Boiler feed water 2 1,780,000 3,560,000
Electricity (dollars/MW)** 3 5,120 15,360
Miscellaneous (dollars/h) 10 87,600
Total revenue/cost 485,213,735 176,441,264
Net income before tax (dollars) 308,772,471
Table 9. Economic analysis around the hot section. 800,000 mta ethylene capacity
based on ethane cracking
By 2000, it was possible to build a single
train (no duplication of compressors or other
equipment, except for cracking heaters) ethylene
plant with a capacity of 1,300,000 mta. The
limitation above 1,300,000 mta became the
suction volume to the charge gas compressor
and/or refrigeration machine. There are ethylene
plants currently under development with ethylene
capacity close to 2,000,000 mta based on ethane
cracking and 1,500,000 mta based on liquid
feedstock. Other factors limiting the size of
ethylene plants are: larger equipment items
require more costly field fabrication
as opposed to shop fabrication limiting
potential savings in investment; and increased
risk due to large initial capital outlay
and changing market conditions.
10.5.2 Propylene
Properties
Propylene (CH
3
CHCH
2
) is a colourless,
practically odourless, flammable gas and is the
building block for many petrochemicals and end
products, mostly driven by growth in demand for
engineered plastics. The IUPAC name is propene.
Table 11 summarizes its physical, thermodynamic,
and transport properties.
Propylene is a very reactive intermediate and,
therefore, is involved in many chemical reactions.
The chemistry of propylene is based mainly around
its double bond that reacts readily to form saturated
hydrocarbons, their derivatives or polymers. Its
structural formula is:
The carbon-carbon bond distance for the
double bond is 1.341 .
Manufacture
Most propylene is produced as a by-product of
ethylene plants based on the thermal cracking of
hydrocarbons and from refinery Fluid Catalytic
Cracking (FCC) units based on vacuum gas
oil/residue feeds. Other processes for on-purpose
propylene production include: metathesis
technology, propane dehydrogenation, natural gas
or methanol to olefins, and olefins interconversion
processes using fluidized or fixed bed reactors.
Metathesis technology
Metathesis technology is becoming one of the
major routes for on-purpose production of
577 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Plant capacity (mta) Ethane Propane Butane Naphtha Gas oil
Relative plant investment
300,000 1.17 1.35 1.40 1.70 1.93
500,000 1.00 1.15 1.20 1.45 1.55
600,000 0.96 1.10 1.15 1.39 1.58
800,000 0.84 0.97 1.01 1.22 1.39
1,000,000 0.76 0.89 0.92 1.12 1.30
Relative cost of production
300,000 1.05 1.15 1.16 1.15 1.48
500,000 1.00 1.09 1.11 1.08 1.40
600,000 0.99 1.08 1.09 1.06 1.38
800,000 0.96 1.06 1.07 1.04 1.35
1,000,000 0.93 1.03 1.04 1.01 1.33
Table 10. Relative ethylene plant investment and cost of production as a function
of feedstock and plant capacity
H
H
C
C
H
H
H
H
C
propylene. The word metathesis (from the Greek
metqesij) is derived from the words meta- (after,
between) and tqhmi (to place), and in chemistry
refers to the interchange of atoms between two
molecules. The chemistry of this process is based
on the straight swapping of groups between two
acyclic olefins in the presence of transition-metal
compounds, which is also called cross-metathesis.
578 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Property Value
Molecular weight 42.078
Triple point
Temperature, C 185.3
Pressure, kPa 9.510
7
Latent heat of fusion, kJ/mol 3.004
Normal freezing point
Temperature, C 185.3
Latent heat of fusion, kJ/mol 3.004
Normal boiling point
Temperature, C 47.7
Latent heat of vaporization, kJ/mol 18.42
Density of liquid
g/ml 0.5139
d
47
4
0.609
Specific heat of liquid, J/molK 92.1
Viscosity of the liquid, mPas (=cP) 0.187
Surface tension of the liquid, mN/m (=dyn/cm) 16.51
Specific heat of ideal gas at 25C, J/molK 71.21
Critical point
Temperature, C 91.85
Pressure, kPa 4620.4
Volume, cm
3
/mol 181
Compressibility factor 0.278
Gross heat of combustion of gas at 25C, MJ/mol 2.058
Limits of flammability at atmospheric pressure and 25C
Lower limit in air, mol% 2.0
Upper limit in air, mol% 11.1
Auto ignition temperature in air at atmospheric pressure, C 460
Pitzers acentric factor 0.148
Dipole moment, D 0.366
Standard enthalpy of formation at 25C, kJ/mol
Gas 20.0
Liquid 1.7
Standard Gibbs energy of formation at 25C For ideal gas at atmospheric pressure, kJ/mol 62.72
Solubility in water at 0C and 101 kPa, ml/ml H
2
O 0.446
Ionization energy, eV 9.730.02
Heat of ionization, kJ/mol 959
Standard entropy of formation, J/molK 266.61
Standard heat capacity, J/molK 64.31
Table 11. Physical properties of propylene
This chemistry, based on heterogeneous catalysts,
was first used in industrial production in a plant
(Shawinigan Chemicals) started up in 1966 based
on the Phillips Triolefin Process (now owned and
licensed by ABB Lummus Global as Olefins
Conversion Technology or OCT). This plant
produced ethylene and 2-butene from the
metathesis of propylene. As this is a reversible
reaction, if ethylene and 2-butene are used as
reactants (feeds), then propylene is produced. The
metathesis of olefins was first observed in the
1950s by many researchers working with
heterogeneous catalysts. Herbert S. Eleuterio of
DuPont first observed in 1956 that a mixture of
propylene, ethylene and 1-butene was produced
when propylene was passed over a molybdenum on
aluminum catalyst. Peters and Evering (1960) of
Standard Oil also recorded formation of ethylene
and butenes when propylene was passed over
molybdenum oxide on aluminum treated with
triisobutyl aluminum. In the late 1950s, researchers
at Phillips observed the formation of propylene and
2-pentene when they passed n-butenes over
molybdenum hexacarbonyl supported on
high-surface-area g-alumina (Banks and Bailey,
1964; Banks, 1986). Based on various observations,
Banks and Bailey (1964) discovered a reaction
involving olefinic bonds being catalytically cleaved
and recombined to form new olefinic products.
They also found that supported molybdenum and
tungsten oxides were more active than
corresponding carbonyls.
Similar unexpected reaction products were
observed due to the cleavage and reformation of
the double bonds of olefins. Calderon et al.
(1967, 1968) at Goodyear Tire & Rubber named
the reaction Olefin Metathesis. Mol et al. (1968)
of the University of Amsterdam, also observed
similar reactions in the presence of heterogeneous
catalyst.
Mechanism, kinetics and conversion
Researchers proposed various reaction
mechanisms to explain the olefin metathesis (Mol
et al., 1968; Pettit, 1971; Grubbs and Brunck,
1972; Biefeld et. al., 1973). In 1971, Yves Chauvin
and Jean-Louis Herisson of Institut Franais du
Ptrole suggested that olefin metathesis is initiated
by metal carbene (Chauvin and Herisson, 1971;
Chauvin, 1973). This work led to the 2005
Chemistry Nobel Prize for Yves Chauvin along
with the work of Robert H. Grubbs and Richard R.
Schrock. In this mechanism, they proposed that the
metal carbene reacts with an olefin to form a
metallacyclobutane intermediate, which breaks to
form a new olefin and a new metal carbene that
propagates reaction (Fig. 8). Metal carbenes play a
key role in the exchange of groups around the
carbon-carbon double bonds.
Katz and McGinnis (1975) analyzed the
kinetics of olefin metathesis. This paper explained
that if groups around the double bond are
sufficiently different, one metal carbene product
will be favoured over the other. In this case, only
one product will be formed as predicted by the
conventional mechanism. However, if groups are
not sufficiently different, three products can form:
two cross-products and one predicted by the
conventional mechanism.
Heckelsberg et al. (1969) and Banks (1979)
searched a number of heterogeneous catalysts for
metathesis reactions and found that molybdenum
and tungsten oxides supported on high-surface-area
silica were active for olefin metathesis at
temperatures several hundred degrees higher than
optimum for the alumina based catalysts. While
most transition metal catalysts were active for
metathesis, carbon-monoxide-treated magnesium
oxide catalyzed the propylene reaction without a
promoter (Katz and McGinnis, 1975). These new
catalysts broadened the reaction temperature
579 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
R
1
R
1
M
X
C C
R
1
R
1
M
X
R
1
R
2
R
3
R
1
R
3
R
4
R
1
R
4
M M
M
X
X X
M
M
R
2
R
3
R
2
R
4
cross metathesis
mechanism
overall reaction
Fig. 8. Proposed mechanism of the olefin metathesis
reaction.
range, favouring the desired metathesis reaction
over competing side reactions. This resulted in
higher equilibrium conversions (reducing reactor
size) and the catalysts were more resistant to
poisons.
Experimental studies showed that the primary
products of propylene metathesis were ethylene
and cis-/trans-2-butene (Heckelsberg et al.,
1968). It was also observed that 1-butene
favoured production of ethylene and hexene,
while 2-butene favoured propylene and pentenes.
The conversion of mixed n-butenes was higher
than either 1-butene or 2-butene metathesis by
itself, indicating significant reaction between
these butenes. The earlier, four-centred reaction
mechanism scheme helped in understanding the
double-bond isomerization activity. In some
applications, eliminating isomerization activity
prevented secondary metathesis reactions, which
resulted in high selectivity for the desired
products. In other applications, the mechanistic
scheme indicated the need for higher
isomerization activity.
The term conversion is used to measure the
extent of conversion of the reactant. Conversion
(X) can easily be measured for a single component:
component inletcomponente outlet
X
11111212111111111
component inlet
Inlet and outlet quantities are measured in
weight units.
The yield data for metathesis process can be
measured by three criteria:
Ethylene selectivity (mol%):
1 propylene
1 11111222
2 ethylene reacted
Butene selectivity (mol%):
1 propylene
1 1111122
2 butene reacted
Propylene selectivity (wt%):
propylene
11111111111
propyleneC
5
and heavier
Commercial reactor
In ABB Lummus Globals OCT, the metathesis
of olefins is accomplished in a fixed bed, adiabatic
reactor. The reaction is slightly exothermic. The
catalyst is a mixture of magnesium and tungsten
oxides. The vapour phase reaction occurs in an
ethylene-rich environment and proceeds to
equilibrium conditions. Fresh C
4
s plus unconverted
C
4
recycle are mixed with ethylene feed plus
unconverted recycle ethylene. This mixed feed is
heated prior to entering the metathesis reactor
where isomerization and equilibrium reactions take
place. The catalyst promotes the reaction of
ethylene and 2-butene to form propylene and
simultaneously isomerizes 1-butene to 2-butene.
The per-pass conversion of 2-butene is greater than
60%, with overall selectivity to propylene
exceeding 90%. The reactions occurring are
essentially isothermal. The OCT reactor effluent
contains mainly propylene and unreacted feed. It is
cooled and chilled prior to entering the product
recovery section.
Reaction. OCT converts 2-butene and ethylene
to propylene via metathesis. Two main equilibrium
reactions take place: metathesis and isomerization.
Propylene is formed by the metathesis of ethylene
and 2-butene, and 1-butene is isomerized to
2-butene, as 2-butene is consumed in the
metathesis reaction. In addition to the main
reaction, side reactions between olefins also occur
(Fig. 9). Based on the reaction stoichiometry,
3 tonnes of propylene are produced from 2 tonnes
of butene and 1 tonne of ethylene.
Run length. Coke is produced as a side product,
which deposits on the catalyst and limits the
activity and, therefore, the conversion. Some feed
impurities can also deposit on the catalyst, limiting
activity. The catalyst requires periodic regeneration
580 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
C
2
H
4
2-C
4
H
8
2C
3
H
6
metathesis
1-C
4
H
8
2-C
4
H
8
isomerization
main reactions
C
3
H
6
1-C
4
H
8
C
2
H
4
2-C
5
H
10
typical side reactions
2-C
4
H
8
1-C
4
H
8
C
3
H
6
2-C
5
H
10
1-C
4
H
8
C
2
H
4
3-C
6
H
12
ethylene 2-butene propylene
1-butene 2-butene
propylene 1-butene ethylene 2-pentene
2-butene 1-butene propylene 2-pentene
1-butene ethylene 3-hexene
Fig. 9. Scheme of the reactions involved in the synthesis
of propylene by metathesis route.
to restore activity. For regeneration, the coke is
burned off in a controlled nitrogen-air atmosphere.
Feed impurities. The metathesis catalyst is
sensitive to poisons in the feed such as arsine,
mercury, oxygenates, mercaptans, nitriles, etc.
Therefore, the feed must be treated prior to
entering the reactor.
The metathesis process can be designed to
accept butene feed from various sources. Ethylene
feed can be polymer grade ethylene or a dilute
ethylene stream. Any saturated hydrocarbons, such
as ethane and methane, do not react. Possible C
4
streams sources include: a) FCC mixed C
4
s; b)
steam cracking mixed C
4
s; c) butadiene extraction
C
4
raffinate; d) MTBE (or other isobutene removal
process) C
4
raffinate; e) butene from ethylene
dimerization process.
Any acetylenes or dienes, if present in the feed,
promote coking reactions. If butadiene is present, it
can be selectively hydrogenated to butenes to
provide additional butenes feed for the metathesis
reactor. The Selective Hydrogenation Unit (SHU)
offers a highly selective catalyst for the
hydrogenation of butadiene to butenes with
minimal saturation losses.
If isobutene is present in large concentration,
it promotes coking reactions and has low per pass
conversion. Depending on the quantity of
isobutane and isobutene in the C
4
feed, the unit
design may include a deisobutenizer to extend
the reactor run length between regenerations and
reduce the required OCT unit throughput,
resulting in an overall lower capital cost plant.
The deisobutenizer is a catalytic distillation
tower that isomerizes 1-butene to 2-butene
(i.e. CDIsom technology) to maximize recovery
of OCT feed.
Recovery and purification
Fig. 10 is a schematic flow diagram of the OCT
process. The OCT reactor effluent contains a
mixture of propylene, unconverted ethylene and
butenes, and some C
5
plus components from
by-product reactions. After cooling, the reactor
effluent is sent to the recovery section. This section
consists primarily of two towers. The first tower
separates unreacted ethylene from C
3
, and heavies
and it is recycled to the metathesis reactor. The
second tower processes bottoms from the ethylene
recovery tower to produce a polymer grade
propylene overhead product and a C
4
recycle
stream. Purge streams containing non-reactive light
material and C
4
s and heavier are removed and sent
to OSBL (OutSide Battery Limit).
Safety and environmental factors
The safety and environmental considerations
are similar to the ones discussed for ethylene plants
in par. 10.5.1.
Other routes to propylene production
Other processes are available for the production
of propylene. Some have been applied
commercially, while others are available for
commercialization.
Catalytic cracking processes
FCC processes are the second largest source of
propylene as a by-product, supplying nearly 30%
of total worldwide demand. FCC units are
designed primarily to produce motor gasoline and
distillates, and yield of these products typically
varies from 60-80 wt% on feed. Propylene is
produced as a by-product and the amount of
propylene (and light olefins) can be varied by
581 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
C
4
feed C
4
recycle
C
4
propylene
product
lights purge recycle ethylene ethylene feed
m
e
t
a
t
h
e
s
i
s
r
e
a
c
t
o
r
e
t
h
y
l
e
n
e
c
o
l
u
m
n
p
r
o
p
y
l
e
n
e
c
o
l
u
m
n
g
u
a
r
d
b
e
d
Fig. 10. Schematic flow
diagram of an olefins
conversion unit (ABB
Lummus Global OCT
Process).
using specialized catalyst formulations and
adjusting operating severity. The reaction
temperature can be as high as 700C, depending on
operating severity. The propylene yields can vary
from 4-22 wt% of feed. FCC processes are offered
by ABB Lummus Global, ExxonMobil, Kellogg
Brown & Root, Shaw Stone & Webster, Shell
International, UOP, etc. These processes are highly
capital intensive and are more suited to a refinery
environment as they are built primarily to meet
motor gasoline demand. Most of the potential
opportunities from existing units are through
additional recovery and yield enhancement.
Propane dehydrogenation
Propane dehydrogenation processes have been
used in some plants that have access to inexpensive
propane feed. The dehydrogenation reaction is
carried out in the gas phase at sub-
atmospheric/atmospheric pressure and 550-650C
in the presence of catalyst (Chromia-alumina,
Pt-on-alumina or Pt-on-Zn-aluminate). The major
source of catalyst deactivation is rapid coke
formation, which requires frequent regeneration.
The conversion per pass is limited, resulting in
significant recycle flow. The overall selectivity
towards propylene is typically 85% or higher.
ABB Lummus Global, UOP, and Phillips
Petroleum offer these technologies. These plants
are capital intensive and economics are dependent
on propane feed pricing.
Natural gas or methanol to olefins
These processes were developed to convert
stranded gas a cheap methane source to olefins.
They will compete with Gas To Liquid (GTL)
projects based on project economics. Natural gas is
first converted to methanol, then methanol is
converted to olefins. These processes can produce
varying ratios of ethylene and propylene.
UOP/Hydro and ExxonMobil have developed
processes to convert methanol to olefins (ethylene
and propylene), while Lurgis process converts
methanol to propylene and gasoline. UOP/Hydros
process uses silicoaluminophosphate (SAPO)
catalysts. A significant issue for this route is the
large amount of water (nearly 56% in methanol)
that needs to be handled in the processing steps
and transported. These projects are highly capital
and energy intensive.
Olefins interconversion processes
This covers a broad range of developing
technologies that convert olefinic C
4
s (and
heavier) in naphtha streams to propylene and other
olefinic by-products. These technologies utilize
zeolite type catalysts and use either a reactor
system similar to FCC processes or multiple fixed
beds operating at elevated temperatures. The
technologies included in this category are
Atofina/UOPs Olefin Cracking process,
ExxonMobils Olefins Interconversion, Kellogg
Brown & Roots Superflex, Lurgis Propylur, and
others. These processes have higher capital costs
than metathesis, and their economics are
dependent on feed pricing.
Propylene as a by-product
A small amount of propylene is produced as a
by-product in various processes: thermal cracking
processes in refineries (visbreaking, delayed
coking off-gas, etc.), coal gasification,
Fischer-Tropsch process, etc. The concentration
of propylene in these processes is relatively small
and is normally not economical to recover.
Shipment and storage
Currently, nearly 3,000,000 mta of propylene
and propylene derivatives are traded worldwide.
The major export is from North America to Asia, a
region short on propylene. Propylene is normally
shipped as a high-pressure gas or refrigerated
liquid in cargoes between 5,000 to 10,000 tonnes.
The shipping rates from North America to Asia in
2003 are on average nearly 150 dollars per tonne.
Therefore, import of propylene monomer is not a
long-term economic option for the derivative
plants. Most propylene trade is in propylene
derivatives, mainly polypropylene or acrylonitrile.
Asia will remain the major importer in the
foreseeable future, with the majority of the export
originating from North America and, eventually,
the Middle East.
In North America and Western Europe,
pipelines distribute most of the propylene,
although some is shipped by tankers, barges and
tank trucks. Most of the propylene in North
America is stored in salt domes and an estimated
3.5 million tonnes of underground storage space is
reserved for propylene. Aboveground storage
includes high-pressure spheres, bullets, and
refrigerated low-pressure storage tanks.
Uses
Nearly two-thirds of propylene produced
worldwide goes into the manufacture of
polypropylene resin. Other major propylene
derivatives include acrylonitrile, oxoalcohols,
582 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
propylene oxide, and cumene. Some important
chemical uses are discussed below.
Polypropylene
Polypropylene is the largest end user of propylene
and is the fastest growing of all propylene derivatives
due to its versatility. It is used in injection molding
applications (automobile parts, household appliances,
bottle caps, containers, etc.), blow molding
applications (bottles, containers, etc.), fibres (carpets,
sportswear, etc.), and films/sheets (packaging,
laminates, liners, etc.). Polypropylene has a very low
specific gravity (0.90-0.91 g/cm
3
) with relatively high
stiffness, tensile strength, heat deflection temperatures,
and good clarity and stress crack resistance. These
properties, together with lower cost, make
polypropylene a favourable choice compared to metals
or other polymers where its properties suffice for the
intended application.
The polypropylene resins are produced either
by gas or slurry-phase polymerization using mostly
Ziegler-Natta-type catalysts, although
metallocene-catalyzed polypropylene production is
gaining ground because the resins have better
physical and mechanical properties. Most of the
production processes require high purity propylene
(99.5%).
Propylene oxide
Propylene oxide is used to make propylene
glycols and urethane polyether polyols. It can be
produced by either hydroperoxidation or
chlorohydrin processes. In the hydroperoxidation
process, a hydrocarbon is first converted with
oxygen or air to a hydroperoxide, which then reacts
with propylene to produce propylene oxide and a
significant amount of coproducts. In the
chlorohydrin process, propylene first reacts with
hypochlorous acid to produce propylene
clorohydrin, which is then dehydrochlorinated
(using caustic soda or slaked lime) to propylene
oxide.
Acrylonitrile
Acrylonitrile is a commodity chemical used in
various applications including polyacrylonitrile
fibres, plastics (acrylonitrile-butadiene-styrene
resins), adiponitrile, etc. It is produced by the
catalytic ammoxidation of propylene, a vapour
phase reaction at low pressure (50-200 kPa) and
moderate temperatures (400-500C) in the
presence of catalysts (Bi
2
O
3
/MoO
3
with iron and
additives). Chemical grade propylene is typically
used as feed. One kilogram of acrylonitrile
requires 1.10 to 1.20 kilograms of propylene.
Oxo chemicals
The addition of synthesis gas to the double
bond of propylene produces butyraldehydes or
butanols. These reactions are carried out at
elevated temperatures and pressures in the
presence of catalysts (cobalt or rhodium).
n-Butanol is used as a solvent for lacquers and
coatings and is an intermediate for several
chemicals. n-Butyraldehyde is converted to
2-ethylhexanol, which is commonly used as a
plasticizer alcohol. Isobutyraldehyde is converted
to isobutanol, which is a solvent for surface
coatings.
Cumene
Cumene is produced by the alkylation of
benzene with propylene. This reaction takes place
at elevated temperature and pressure in the
presence of a catalyst (zeolite or phosphoric acid).
The earlier Hock process is a vapour phase
alkylation reaction. The new processes are mostly
liquid-phase (or two-phase alkylation) processes.
All cumene is consumed in phenol production,
which is used to manufacture phenolic resins,
caprolactam, and bisphenol.
583 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Propylene, mol% 99.95 min
Propane + ethane, mol% Balance
Other impurities, mol ppm
Hydrogen 10 max
Acetylene 1 max
Methyl acetylene (MA) 1 max
Propadiene (PD) 1 max
Oxygen 2 max
Carbon monoxide 0.1 max
Carbon dioxide 2 max
Butenes 10 max
C
4+s
(saturates) 50 max
Water 2 max
Total sulphur 2 max
Methanol 5 max
Butadiene 1 max
Ammonia 5 max
Table 12. Typical specification for polymer
grade propylene
Specification and analysis
Polypropylene, the predominant propylene
derivative, requires very high purity propylene
(99.5%). Table 12 shows a typical polymer grade
propylene specification. Almost all propylene
plants use gas chromatography or gas
chromatography combined with mass spectrometry
for analysis. For specific impurities like sulphur,
water, and other hydrocarbons and elements,
ASTM standard tests are recommended
(D2504-67, D2505-67, D-2712, D-3246, D5623).
Economic aspects
In 2003, world propylene production capacity was
approximately 57 million metric tonnes, with nearly
two-thirds coming from steam crackers, 30% from
refinery FCC units, and the balance from on-purpose
propylene production technologies (propane
dehydrogenation and metathesis). US production
capacity accounts for almost 25% of world capacity
or approximately 15 million metric tonnes in
comparison to the fastest growing Asia/Pacific region,
which produces more than 30%, or approximately 18
million metric tonnes. More than half of US propylene
supply is recovered from refinery sources.
While the US and Western Europe currently
account for over 50% of the worlds production
capacity, the most rapid growth in capacity has been
occurring in the developing areas of the world. Table
13 summarizes world consumption of various
propylene derivatives. Table 14 shows the capacity
increase from 1996 through 2003 for the major regions
of the world. It is expected that capacity growth in the
developing countries will continue to be more than
twice that of North America and Western Europe.
Propylene is a chemical with very high total market
value among the various petrochemicals. Based on
2003 production capacity, the total potential production
value is approximately 29 billion dollars based on a
propylene price of 500 dollars per metric tonne.
The economics for the on-purpose production of
propylene depends to a large extent on the prices for
feedstock and propylene. The metathesis process can
be integrated with a steam cracker or with a refinery
FCC unit.
Bibliography
Amigues P. et al. (1990) Propylene from ethylene and butane-
2, Hydrocarbon Processing, 83, 79.
Banks R.L. (1979) Olefins from olefins, CHEMTECH, 9,
494-500.
Bradshaw C.P.C. et al. (1967) Olefin dismutation. Reactions
of olefins on cobalt oxide molybdenum oxide-alumina,
Journal of Catalysis, 7, 269-276.
Casey C.P., Burkhardt T.J. (1974) Reactions of
(diphenylcarbene)pentacarbonyltungsten(o) with alkenes.
Role of metacarbene complexes in cyclopropanation and
584 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
2003
Polypropylene 35.5
Acrylonitrile 5.1
Propylene oxide 5.0
Cumene 5.9
Oxo chemicals 7.1
Others 6.7
Total 65.3
Table 13. Propylene derivatives and world
consumption (million mta)
Region 1996 2003
Growth rate,
%/yr 1996-2003
North America 15.2 17 1.6
Western Europe 13.1 14.1 1
Asia /Pacific 11.5 18.1 6.6
Middle East and Africa 1.6 2.5 6.5
South and Central America 2.3 2.75 2.5
Eastern Europe 3.2 3.4 1
Total 46.9 57.85 3
Table 14. Propylene capacity (10
6
t/yr) and growth rate
olefin metathesis reactions, Journal of the American
Chemical Society, 96, 7808-7809.
CMAI (Chemical Market Associated Inc.) (1988) CMAI
Petrochemical handbook.
CMAI (Chemical Market Associated Inc.) (1989-August 1991)
CMAI Monomers market report.
Farrauto R.J., Bartholomew C.H. (1997) Fundamentals
of industrial catalytic processes, London, Blackie Academic
& Professional.
Ivin K.J., Mol J.C. (1997) Olefin metathesis and metathesis
polymerization, San Diego (CA), Academic Press.
Kapur S. (2004) Metathesis. Low cost propylene route, CMR,
in: Proceedings of the Global business forum,
Houston/Galveston (TX), 12-14 May.
Kapur S. et al. (2001) Olefins metathesis technology, in:
Proceedings of the Annual DeWitt petrochemical review,
Houston (TX), 28-29 March, G 1-12.
Lide D.R. (editor in chief) (1994) CRC handbook of chemistry
and physics. A ready-reference book of chemical and
physical data, Boca Raton (FL)-London, CRC.
Manley D.B. (1997) Multilevel mixed refrigeration for ethylene
recovery, in: Proceedings of the annual American Institute
of Chemical Engineers-Ethylene Producers Conference,
Houston (TX), 9-13 March.
Moulijn J.A. et al. (2001) Chemical process technology,
Chichester, John Wiley.
Rase H.F. (2000) Handbook of commercial catalysts.
Heterogeneous catalysts, Boca Raton (FL)-London, CRC.
SRI Consulting (1996) Chemical economics handbook, SRI
Consulting.
Stanley S.J., Kapur S. (2002) Recent advances in olefins
production, in: Proceedings of the Annual DeWitt
petrochemical review, Houston (TX), 19-21 March, B 1-10.
Yaws C.L. (1977) Physical properties. A guide to the physical,
thermodynamic and transport property data of industrially
important chemical compounds, New York, McGraw-Hill.
Zinger S. (2004) Where can I find propylene?, in: Proceedings
of the Chemical Market Associated Inc. World petrochemical
conference, Houston (TX), 24-25 March, 185-200.
References
Advanced process control handbook (1991), Hydrocarbon
Processing, September.
Albano J.V. (1988) Applications of extended surfaces in
pyrolysis coils, Energy Progress, 8, 160-168.
Albano J.V. et al. (1991) Gas turbine integration in ethylene
plants, in: ACHEMA 91. Proceedings of the International
meeting on chemical engineering and biotechnology,
Frankfurt am Main, 9-15 June.
Albright A.L. et al. (1983) Pyrolysis. Theory and industrial
practice, New York-London, Academic Press.
Allara D.L., Edelson D.A. (1975) A computational modeling
study of the low-temperature pyrolysis of n-alkanes.
Mechanisms of propane, n-butane, and n-pentane pyrolyses,
International Journal of Chemical Kinetics, 7, 479-507.
Allara D.L., Shaw R.A. (1980) A compilation of kinetic
parameters for the thermal degradation of n-alkane
molecules, Journal of Physical and Chemical References
Data, 9, 523-559.
Baerns M. (1991) Progress in methane conversion science-
technology-economics, in: Proceedings of the SPUNG
seminar, Trondheim (Norway), 24-25 September.
Baldwin R.L., Kamm G.R. (1982) Make ethylene by ACR
process, Hydrocarbon Processing. International Edition,
61, 127-130.
Banks R.L. (1979) Olefin from olefins, CHEMTECH, 9,
494-500.
Banks R.L. (1986) Discovery and development of olefin
disproportionation, CHEMTECH, 16, 112-117.
Banks R.L., Bailey G.C. (1964) Olefin metathesis announced,
Industrial & Engineering Chemistry Product Research
and Development, 3, 170.
Barker T., Jones J. (2000) Internally finned ethylene coils,
Hydrocarbon Engineering, 5, 77-78; 80-81.
Basu B., Kunzru D. (1992) Catalytic pyrolysis of naphtha,
Industrial & Engineering Chemistry Resources, 31, 146-
155.
Baukal C.E. (editor) (2001) The John Zink combustion
handbook, Boca Raton (FL), CRC.
Bennett A.M.A. (1999) Novel, highly active iron and cobalt
catalysts for olefin polymerization, CHEMTECH, 24.
Benson S.W. (1968) Thermochemical kinetics. Methods for
the extimation of thermochemical data and rate parameters,
New York, John Wiley.
Biefeld C.G. et al. (1973) Crystal structure of bis
(triphenylphosphine)tetramethyleneplatinum (II), Inorganic
Chemistry, 12, 2166-2170.
Boer F.P. et al. (1990) Controlling power plant nox emissions,
CHEMTECH, 20, 312-319.
Bonscher F.S. et al. (1974) Viscosity and conductivity data.
1, Hydrocarbon Processing, 53, 145.
Boudart M. (1968) Kinetics of chemical processes, Englewood
Cliffs (NJ), Prentice-Hall.
Bowen C.P. (1991) Olefin expansion strategies, in: Proceedings
of the Advanced petrochemical technologies and high tech
products symposium, Nijing, Interpec China.
Brown R.E. et al. (1997) Ethane pyrolysis with Phillips
antifoulant in full scale plant operations, in: Proceedings
of the American Institute of Chemical Engineers annual
meeting, Houston (TX), 9 March.
Buekens A.G., Froment G.F. (1968) Thermal cracking of
propane. Kinetics and product distribution, Industrial &
Engineering Chemistry Process Design and Development,
7, 435-447.
Burdick D.L., Leffer L. (1983) Petrochemicals for the non-
technical person, Tulsa (OK), Pennwell, 53-56.
Calderon N. et al. (1967) Olefin metathesis. A novel reaction
for skeletal transformation of unsaturated hydrocarbons,
Tetrahedron Letters, 34, 3327-3329.
Calderon N. et al. (1968) Olefin metathesis. I: Acyclic vinylenic
hydrocarbons, Journal of the American Chemical Society,
90, 4133-4140.
Camp C.E. van et al. (1985) Severity in the pyrolysis of
petroleum fractions. Fundamentals and industrial
application, Industrial & Engineering Chemistry Process
Design and Development, 24, 561-570.
Carey F.A. (1987) Organic chemistry, New York, McGraw-Hill.
Champagnie A.M. et al. (1990) A high temperature catalytic
membrane reactor for ethane dehydrogenation, Chemical
Engineering Science, 45, 2423-2429.
585 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Chapin L.E., Letzsch W.S. (1997) Deep catalytic cracking,
Petroleum Technology Quarterly, 1, 57.
Chauvin Y. (1973) Catalyse de transformation des olfins par
les complexes du tungstne. Forme possible des
intermediaires, Comtes Rendus. Acadmie des Sciences,
276, 169-171.
Chauvin Y., Herisson J.-L. (1971) Mechanism of ruthenium
carbene mediated olefin metathesis, Makromolekulare
Chemie, 141, 161.
Chen J., Vogel W. (1973) Fouling of transferline exchangers
in ethylene services, in: Proceedings of the American
Institute of Chemical Engineers national meeting, New
Orleans (LA), March.
Chernykh S.P. (edited by) (1991) New organic synthesis
processes, Moskow, Mir.
Choudhary V.R. et al. (2000) High-temperature catalytic
oxidative conversion of propane to propylene and ethylene
involving coupling of exothermic and endothermic reactions,
Industrial & Engineering Chemistry Resources, 39, 904-
908.
Cider L., Schoon N.H. (1991) Hydrogenation of acetylene at
transient conditions in the presence of olefins and carbon
monoxide over palladium/alumina, Industrial & Engineering
Chemistry Resources, 30,1437.
CMAI (Chemical Market Associates Inc.) (1989) World light
olefins analysis, August, 1.
Conway S.J., Lunsford J.H. (1991) The oxidative
dehydrogenation of ethane over chlorine-promoted lithium-
magnesium oxide catalysts, Journal of Catalysis, 131,
513-522.
Cooke D.H., Parizot W.D. (1991) Cogenerative, direct exhaust
integration of gas turbines in ethylene production,
Transactions of American Society of Mechanical
Engineers, 113, 212-220.
Dean J.A. (editor) (1985) Langes handbook of chemistry, New
York, McGraw-Hill.
De Hertog W. et al. (1998) A catalytic process for olefins
production, in: American Institute of Chemical Engineers
Conference, Houston (TX), 15-18 March.
Dente M., Ranzi E. (1983) Mathematical modeling of
hydrocarbon pyrolysis reactions, in: Albright L.F. et al.
(editors) Pyrolysis theory and industrial practice, New
York, Academic Press, 133-175.
Dente M. et al. (1979) Detailed prediction of olefin yields
from hydrocarbon pyrolysis through a fundamental
simulation model (SPYRO), Computers and Chemical
Engineering, 3, 61-75.
Dente M. et al. (1981) Adiabatic cracking yields theoretically
predicted, in: Proceedings of the American Institute of
Chemical Engineers Spring national meeting, New Orleans
(LA), July.
Dente M. et al. (1983) Ethylene cracker transferline exchanger
fouling, in: Proceedings of the American Institute of
Chemical Engineers annual meeting, Houston (TX), March.
Dente M. et al. (1985) Steam cracking of heavy liquid
feedstocks. Cracking yields rigorously predicted, in:
Proceedings of the American Institute of Chemical
Engineers Spring national meeting, New Orleans (LA),
4-10 April.
Dente M. et al. (1990), in: Proceedings of the American Institute
of Chemical Engineers Spring meeting, Orlando (FL), 18-
22 March.
Depeyre D. et al. (1989) Modeling of thermal steam cracking
of an atmospheric gas oil, Industrial & Engineering
Chemistry Research, 28, 967-976.
DeWitt and Company (1989-1990) Ethylene annual, Houston
(TX), DeWitt and Company.
Douslin D.R., Harrison R.H. (1976) Pressure, volume,
temperature relations of ethylene, Journal of Chemical
Thermodynamics, 8, 301-330.
Dry M.E. (1981) The Fischer Tropsch synthesis, in: Anderson
J.R., Boudart M. (editors) Catalysis science and technology,
Berlin-New York, Springer, 1981-1996, 11v.; v.I, 159-255.
Ellis A.F. et al. (1981) TRC. A new olefins technology, in:
Proceedings of the American Institute of Chemical Engineers
national meeting, Houston (TX), 5-9 April.
Ercan C. et al. (1998) Mass-transfer effects in liquid-phase
alkylation of benzene with zeolite catalysts, Industrial &
Engineering Chemistry Research, 37,1724-1728.
Fernandez-Baujin J.M., Solomon S.M. (1975) An industrial
application of pyrolysis technology. Lummus SRT-III module,
in: Proceedings of the 1
st
Chemical congress of the North
American continent, Mexico City, 30 November-5
December.
Froment G.F. (1981) Thermal cracking for olefins production.
Fundamentals and their application to industrial problems,
Chemical Engineering Science, 36, 1271-1282.
Froment G.F. (1992) Kinetics and reactor designed in the
thermal cracking for olefins production, Chemical
Engineering Science, 47, 2163-2177.
Gear C.W. (1971) Numerical initial value problems in ordinary
differential equations, Englewood Cliffs (NJ), Prentice Hall.
Gildert G. et al. (1995) Combining hydrogenation with
distillation in ethylene plants, in: Proceedings of the annual
American Institute of Chemical Engineers-Ethylene
Producers Conference, Houston (TX), 19-23 March.
Goossens A.G. et al. (1980) Improve steam cracker operation,
in: Kane Les A. (compiled by) Process control and
optimization handbook for hydrocarbon processing
industries, Houston (TX)-London, Gulf, 30.
Greene D.G. et al. (1994) Thermomechanically integrated
distillation of ethylene from ethane, in: Proceedings of the
the annual American Institute of Chemical Engineers-Ethylene
ProducersConference, Atlanta (GA), 17-21 April, 703-714.
Grubbs R.H., Brunck T.K. (1972) Possible intermediate in
the tungsten-catalyzed olefin metathesis reaction, Journal
of the American Chemical Society, 94, 2538-2540.
Halle R.T. (1994) Potential hazards of nitrogen oxide
compound accumulations in cryogenic ethylene recovery
facilities, in: Oballa M.C., Shih S.S. (edited by) Catalytic
hydroprocessing of petroleum and distillates. Based on the
proceedings of the AIChE Spring national meeting, Houston
(TX), March 1993, New York, Marcel Dekker.
Harrison R.H., Douslin D.R. (1971) Derived thermodynamic
properties of ethylene, Journal of Chemical and
Engineering Data, 22, 24-30.
Health, safety and environment conference. Proceedings of the
European ethylene producers committee (2001-2004).
Heckelsberg L.F. et al. (1968) Tungsten oxide on silica catalyst
for Phillips triolefin process, Industrial & Engineering
Chemistry Product Research and Development, 7, 29-31.
Heckelsberg L.F. et al. (1969) Olefin disproportionation
catalysts, Industrial & Engineering Chemistry Product
Research and Development, 8, 259-261.
586 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Heynderickx G.J., Froment G. (1996) A pyrolysis furnace
with reactor tubes of elliptical cross section, Industrial &
Engineering Chemistry Research, 35, 2183-2189.
Hillewaert L.P. et al. (1988) Computer generation of reaction
schemes and rate equations for thermal cracking, American
Institute of Chemical Engineers Journal, 34, 17.
Hirato M., Yosida S. (1973) Simulation of the pyrolysis of
naphtha, kerosene and gasoil with a tubular reactor,
International Chemical Engineering, 13, 347.
Horigome T. et al. (1991) The first world scale plant using
the Lummus/Unocal/UOP process for ethylbenzene is a
huge success, in: Proceedings of the Catalyst conference,
Mnchen, 4 July.
Hosoi T., Keister R.G. (1975) Ethylene from crude oil,
Chemical Engineering Progress, 71, 63-67.
Hu Y.C. (1982) Unconventional olefin processes. Part I:
Crude/residual oil cracking, Hydrocarbon Processing.
International Edition, 61, 109-116.
Inui T. (1990) Structure-reactivity relationship in methanol to
olefin conversion on various microporous crystalline
catalysts, in: Proceedings of the American Chemical Society
national meeting, Boston (MA), 22-27 April.
Inui T., Takegami T. (1982) Olefins from methanol by modified
zeolites, Hydrocarbon Processing. International Edition,
61, 117-120.
Inui T. et al. (1991) Highly selective synthesis of light olefins
from methanol on the novel nickel-silicoaluminophosphate,
in: Catalytic science and technology. Proceedings of the
1
st
Tokyo Conference on advanced catalytic science and
technology, Tokyo, 1-5 July 1990, 85.
Jacobsen R.T. (written and compiled by) (1988) Ethylene
(Ethene), Oxford, Blackwell.
Jeong S.M. et al. (2001) Study on catalytic pyrolysis of naphtha
over a KvO
3
/a-Al
2
O
3
catalyst for production of light olefins,
Industrial & Engineering Chemistry Resources, 40, 6081-
6086.
Katz T.J., McGinnis J. (1975) Mechanism of the olefin
metathesis reaction, Journal of the American Chemical
Society, 97, 1592-1594.
Kearns J.D. et al. (1979) Development of scaling methods
for a crude oil cracking reactor by using short duration
test techniques, Advances in Chemistry Series, 183,
107-128.
Kikuchi K. et al. (1985) New catalytic cracking process,
Chemical Engineering Progress, June, 54-58.
Kniel L. et al. (1980) Ethylene-Keystone to the petrochemical
industry, New York, Marcel Dekker.
Kolts J.H., Delzer G.A. (1986) Enhanced ethylene and ethane
production with free-radical cracking catalysts, Science,
232, 744-746.
Kopinke F.D. et al. (1993a) Relative rates of coke formation
from hydrocarbons in steam cracking of naphtha. 2:
Paraffins, naphthenes, mono-, di-, and cycloolefins, and
acetylenes, Industrial & Engineering Chemistry Research,
32, 56-61.
Kopinke F.D. et al. (1993b) Relative rates of coke formation
from hydrocarbons in steam cracking of naphtha. 3:
Aromatic hydrocarbons, Industrial & Engineering
Chemistry Research, 32, 2620-2625.
Kumar P., Kunzru D. (1985) Modeling of naphtha pyrolysis,
Industrial & Engineering Chemistry Process Design and
Development, 24, 774-782.
Kunugi D. (1980) Chemical reaction engineering and research
and development of gas solid systems, Chemical
Engineering Science, 35, 1887-1911.
Laegreid T. (1991) ADH. The dehydrogenation process, status,
and possibilities, in: Proceedings of the SPUNG seminar,
Trondheim (Norway), 24-25 September.
Laidler K.J. (1965) Chemical kinetics, New York, McGraw-
Hill.
Lam W.K. (1988), in: Proceedings of the 4
th
Pacific Area
Chemical Engineering Congress, Acapulco, 19-22 October.
Lee J.H. et al. (2004) Effect of steam on coking in the non-
catalytic pyrolysis of naphtha components, Korean Journal
of Chemical Engineering, 21, 252-256.
Lemonidou A.A., Vasalos I.A. (1989) Preparation and
evaluation of catalysts for the production of ethylene via
steam cracking. Effect of operating conditions on the
performance of 12 CaO-7 Al
2
O
3
catalyst, Applied
Catalysis, 54, 119-138.
Lemonidou A.A. et al. (1987) Catalyst evaluation and kinetic
study for ethylene production, in: Proceedings of the
American Institute of Chemical Engineers Spring national
meeting, Houston (TX), 29 March-2 April.
Lemonidou A.A. et al. (1989) Catalyst evaluation and kinetic
study for ethylene production, Industrial & Engineering
Chemistry Resources, 28, 524-530.
Lewis P.J., Dwyer F.G. (1977) Ethylbenzene unit operates
well on dilute ethylene, Oil & Gas Journal, 75, 55-58.
Lichtenstein I. (1964) Design cracking furnaces by computer,
Chemical Engeneering Progress, 60, 64.
Lohr B., Schwab W. (1979) Advances in cracking technology
and cracking furnace design, Linde Reports on Science
and Technology, 30, 18-27.
Lorber U. et al. (1971) Acetylene recovered from ethylene
feedstock, Chemical Engineering, 78, 83-85.
Lummus Crest (1988) New styrene plant optimizer, in: Resource
recovery of municipal solid wastes. Proceedings of the
American Institute of Chemical Engineers Spring national
meeting, New Orleans (LA), 8-12 March, Paper 65B.
McPhaul D.R., Reid J.A. (1995) Ethylene plant feedstock
contaminants and treatment, in: Proceedings of the annual
American Institute of Chemical Engineers-Ethylene
Producers Conference, Houston (TX), 19-23 March.
Magnan J. et al. (2002) Improved steam cracker furnace
efficiency, Petroleum Technology Quarterly, Summer, 125.
Manley D.B. (1996) Process design for ethylene recovery, in:
Proceedings of the annual American Institute of Chemical
Engineers-Ethylene Producers Conference, New Orleans
(LA), 601-606.
Matsunami T. et al. (1970), Hydrocarbon Processing,
November, 121.
Miller S.A. (editor) (1969) Ethylene and its industrial
derivatives, London, Benn.
Mol J.C. et al. (1968) Carbon-14 studies on the mechanism
of the disproportionation of propene, Chemical
Communications, 11, 633.
Nachenberg J.A. (1991) ARS update/revamp concepts, in:
Proceedings of the 8
th
Ethylene forum, The Woodlands
(TX), 15-17 May.
Nakamura D.N. (2004) Global ethylene capacity growth slows
to lowest level since mid-1980s, Oil & Gas Journal, 102,
48-57.
587 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Newsome D.S., Leftin H.P. (1980) Coking rates in a laboratory
pyrolysis furnace, Chemical Engineering Progress, May, 76.
NEXANT (2002) Methanol to olefins, Nexant Chemical System
Report, 1 January.
Olefins pipelines set to reshape new logistics (1990), European
Chemistry News, 55, 13.
Pant K.K., Kunzru D. (1996) Pyrolysis of n-heptane. Kinetics
and modeling, Journal of Analytical and Applied Pyrolysis,
36, 103-120.
Perry R.H. (editorial direction), Chilton C.H. (senior adviser)
(1973) Chemical engineers handbook, London-Tokyo,
McGraw-Hill, 6-89.
Peters E.F., Evering B.L. (1960) US Patent 2963447 to
Standard oil.
Pettit R. (1971) Mechanism of the metal-catalyzed
disproportionation of olefins, Journal of the American
Chemical Society, 93, 7087-7088.
Picciotti M. (1977a) Optimize quench oil systems,
Hydrocarbon Processing, 56, 183.
Picciotti M. (1977b) Design quench water tower,
Hydrocarbon Processing, 56, 163.
Picciotti M. (1977c) Optimize quench water systems,
Hydrocarbon Processing, 56, 179.
Picciotti M. (2000) Advances in ethylene technology. An
update, in: Proceedings of the 2
nd
Iran Petrochemical Forum,
Teheran, 6-8 May.
Platvoet E. et al. (2003) Ethylene furnace modelling. An
integrated approach, in: Proceedings of the annual American
Institute of Chemical Engineers-Ethylene Producers
Conference, New Orleans (LA), 30 March-3 April.
Plehiers P.M. et al. (1990) Simulation of the run length of an
ethane cracking furnace, Industrial & Engineering
Chemistry Research, 29, 637-641.
Preuss U., Baerns M. (1987) Chemical technology of natural
gas. Its present state and prospects, Chemical Engineering
and Technology, 10, 297-305.
Proceedings of the annual American Insitute of Chemical
Engineers/Ethylene Producers Conference (1991-2004).
Raab M. (1976) Sodium hydroxide washes in petrochemical
production, ethylene production for example. Effect of
methods and plant conditions on the dimension (of
production), Linde Reports on Science and Technology,
23, 23.
Ranzi E. et al. (1994) Prediction of kinetic parameters for
hydrogen astraction reactions, Combustion Science and
Technology, 95, 1-50.
Raseev S. (2003) Thermal and catalytic processes in petroleum
refining, New York, Marcel Dekker.
Redmond T., Bergeron M.P. (1999) Tests demonstrate
anticoking capability of new coating, Oil & Gas Journal,
May.
Reichert K.H., Geiseler W. (editors) (1983) Polymer reaction
engineering. Influence of reaction engineering on polymer
properties, Mnchen, Hanser.
Rice F.O. (1931) The thermal decomposition of organic
compounds from the standpoint of free radicals. I: Saturated
hydrocarbons, Journal of the American Chemical Society,
53, 1959-1972.
Rice F.O. (1933) The thermal decomposition of organic
compounds from the standpoint of free radicals. III: The
calculation of the products formed from paraffin hydrocarbons,
Journal of the American Chemical Society, 55, 3035-3040.
Ross L.L., Shu W.R. (1979) Computer modeling of
hydrocarbon pyrolysis for olefins production, Advances
in Chemistry Series, 183, 129-152.
Schmalfeld P. (1963) How Lurgi improved sand crackers,
Hydrocarbon Processing and Petroleum Refiner, 42,
145-148.
Schmidt L.D. et al. (2000) New ways to make old chemicals,
American Institute of Chemical Engineers Journal, 46,
1492-1495.
Semenov N.N. (1959) Some problems in chemical kinetics and
reactivity, Princeton (NJ), University Press, 1958-1959,
2v.; v.II.
Sliwka A.D. (1981) European Patent 0036151 to BASF AG.
SRI Consulting (1997) World petrochemicals, SRI Consulting,
v.I, May.
Stancato B. et al. (1991) Advanced control/optimization for
Mitsubishi Kashima ethylene plant, in: Proceedings of the
American Institute of Chemical Engineers Spring national
meeting, Houston (TX), 7-11 April.
Stanley S.J., Venner R.M. (1991) Revamp of world scale
ethylene unit, in: Proceedings of the 4
th
World congress of
chemical engineers, Karlsruhe (Germany), 16-20 June.
Stanley S.J., Weidert D. (2002) Advances in CDHydro
applications in olefin production, in: Proceedings of the
6
th
International conference on microreaction technology,
New Orleans (LA), 10-14 March.
Starling K.E. (1973) Fluid thermodynamic properties for
light petroleum systems, Houston (TX), Gulf.
Steinhofer A. et al. (1963) Production of ethylene from crude
oil, Hydrocarbon Processing and Petroleum Refiner, 42,
119-124.
Stork K. et al. (1974) US Patent 3816976 to Lummus.
Sundaram K.M., Fernandez-Baujin J.M. (1988) Effect of
methane and hydrogen during thermal cracking of light
hydrocarbons, American Institute of Chemical Engineers
Journal, 34, 321-325.
Sundaram K.M., Fernandez-Baujin J.M. (1990) An
experience on HVGO, in: Proceedings of the American
Institute of Chemical Engineers Spring national meeting,
Orlando (FL), March 18-22.
Sundaram K.M., Froment G.F. (1977a) Modeling of thermal
cracking kinetics. I: Thermal cracking of ethane, propane
and their mixture, Chemical Engineering Science, 32,
601-608.
Sundaram K.M., Froment G.F. (1977b) Modeling of thermal
cracking kinetics. II: Cracking of iso-butane, of n-butane
and of mixture ethane-propane-n-butane, Chemical
Engineering Science, 32, 609-617.
Sundaram K.M., Froment G.F. (1978a) The accuracy of the
pseudo-steady-state approximation for radicals in thermal
cracking, International Journal of Chemical Kinetics,
10, 1189-1193.
Sundaram K.M., G.F. Froment (1978b) Modeling of thermal
cracking kinetics. III: Radical mechanisms for the pyrolysis
of simple paraffins, olefins and their mixture, Industrial
& Engineering Chemistry Fundamentals, 17, 174-182.
Sundaram K.M. et al. (1981) Coke deposition in the thermal
cracking of ethane, American Institute of Chemical
Engineers Journal, 27, 946-951.
Sundaram K. M. et al. (1994) Ethylene, in: Kirk-Othmer
Encyclopedia of chemical technology, New York, John
Wiley, 1991-1998, 27v.; v. IX.
588 ENCYCLOPAEDIA OF HYDROCARBONS
BULK PRODUCTS AND PRODUCTION LINES IN THE PETROCHEMICAL INDUSTRY
Sykes P. (1975) A guidebook to mechanism in organic
chemistry, London, Longman.
Taso U., Reilly J.W. (1978), Hydrocarbon Processing,
February.
Tomlin A.S. et al. (1995) Reduced mechanism for propane
pyrolysis, Industrial & Engineering Chemistry Research,
34, 3749-3760.
Tong Y. et al. (1994) Development of a new coke inhibitor for
ethylene unit cracking furnaces, in: Proceedings of the
American Institute of Chemical Engineers annual meeting,
Atlanta (GA), 17-21 April.
TRC (Thermodynamics Research Center) (1986) TRC
Thermodynamic tables. Hydrocarbons, The Texas University
System, College Station (TX).
Trimm D.L., Turner C.J. (1981) The pyrolysis of propane. I:
Production of gases, liquids and carbon, Journal of
Chemical Technology and Biotechnology, 31, 195-204.
Trotman-Dickenson A.F. (1965) The abstraction of hydrogen
atoms by free radicals, Advances in Free-Radical
Chemistry, 1, 1-38.
Ulrich H. (1988) Raw materials for industrial polymers,
Mnchen, Hanser.
Vargaftik N.B. (1975) Tables on the thermophysical properties
of liquids and gases in normal and dissociated states,
Washington (D.C.), Hemisphere.
Vora B.V. et al. (1986) Oleflex C
2
-C
5
dehydrogenation
updated, in: Proceedings of the American Institute of
Chemical Engineers meeting on new developments in olefin
technology, New Orleans (LA), 6-10 April.
Wauters S., Marin G.B. (2002) Kinetic modeling of the coke
formation during steam cracking, Industrial & Engineering
Chemistry Research, 41, 2379-2391.
Weast R.C. (editor in chief) (1987) CRC Handbook of chemistry
and physics, Boca Raton (FL), CRC.
Wett T. (1972) Kureha cracks crude oils for olefins, Oil &
Gas Journal, 70, 76.
Willems P.A., Froment G.F. (1988a) Kinetic modeling of the
thermal cracking of hydrocarbons. I: Calculation of
frequency factors, Industrial & Engineering Chemistry
Research, 27, 1959-1966.
Willems P.A., Froment G.F. (1988b) Kinetic modeling of
the thermal cracking of hydrocarbons. II: Calculation of
activation energies, Industrial &Engineering Chemistry
Research, 27, 1966-1971.
Winfield M.E. (1960) Catalytic dehydration and hydration,
in: Emmett P.H. (edited by) Catalysis, New York, Van
Nostrand Reinhold, 1954-1960, 7v.; v.VII, 93-182.
Winter O. (1976) Ethylene from ethanol, in: Proceedings of
the 1
st
Brazilian petrochemical congress, Rio de Janeiro,
7-12 November.
Zdonik S.B. et al. (1970) Manufacturing ethylene, Tulsa (OK),
Petroleum Publishing.
Zou R. et al. (1993) Study on a kinetic model of atmospheric
gas oil pyrolysis and coke deposition, Industrial &
Engineering Chemistry Research, 32, 843-847.
Sanjeev Kapur
ABB Lummus Global
Houston, Texas, USA
589 VOLUME II / REFINING AND PETROCHEMICALS
ETHYLENE AND PROPYLENE
Вам также может понравиться
- Water Gas Shift Reaction: Research Developments and ApplicationsОт EverandWater Gas Shift Reaction: Research Developments and ApplicationsОценок пока нет
- Click To Edit Master Subtitle StyleДокумент16 страницClick To Edit Master Subtitle StyleMUHAMMAD AKRAMОценок пока нет
- Comparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFДокумент9 страницComparison of Approaches To Determine Hydrogen Consumption During Catalytic Hydrotreating of Oil Fractions PDFNoheilly Vásquez100% (1)
- Hydrotreating - UOP - A Honeywell CompanyДокумент59 страницHydrotreating - UOP - A Honeywell CompanySamОценок пока нет
- 08 HydroprocessingДокумент38 страниц08 HydroprocessingrciographyОценок пока нет
- Crude Oil RefiningДокумент24 страницыCrude Oil RefiningSaranrajPachayappanОценок пока нет
- Thesis On Hydro CrackingДокумент87 страницThesis On Hydro Crackingapi-3709413Оценок пока нет
- 017 Catalytic CrackingДокумент10 страниц017 Catalytic CrackingJess TobiasОценок пока нет
- Catalytic IsomerizationДокумент7 страницCatalytic Isomerizationanasaie20% (1)
- Eliminating Inert Entry For CatalystДокумент2 страницыEliminating Inert Entry For CatalystAndri SaputraОценок пока нет
- Heat Transfer Equipment 1. Heat Exchangers: Chemical Engineering DesignДокумент45 страницHeat Transfer Equipment 1. Heat Exchangers: Chemical Engineering DesignMuthuОценок пока нет
- Energy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFДокумент7 страницEnergy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFGabriela Urdaneta100% (1)
- 06 Delayed Coking PDFДокумент34 страницы06 Delayed Coking PDFsureshmechanical86Оценок пока нет
- Risk Assessment of Nox Gum in COLD Box of Olefin Plant Step Forward PDFДокумент10 страницRisk Assessment of Nox Gum in COLD Box of Olefin Plant Step Forward PDFIbrahimОценок пока нет
- FW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginДокумент58 страницFW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginBharavi K S100% (2)
- What Is DesulfurizationДокумент20 страницWhat Is DesulfurizationYash NandurkarОценок пока нет
- Em FlexicokingДокумент8 страницEm FlexicokingHenry Saenz0% (1)
- Cat Reforming Part 2 3 PDF FreeДокумент68 страницCat Reforming Part 2 3 PDF FreeLê Trường AnОценок пока нет
- UOP MeroxfixedbedДокумент2 страницыUOP MeroxfixedbednebulakersОценок пока нет
- Coke Formation in The Thermal CrackinДокумент7 страницCoke Formation in The Thermal Crackinfaez100% (1)
- Modeling of Hydro CrackerДокумент19 страницModeling of Hydro Crackerapi-3709413100% (2)
- FCC UnitДокумент28 страницFCC UnitMohsin KhanОценок пока нет
- RP153E Toc PDFДокумент12 страницRP153E Toc PDFAshwani KumarОценок пока нет
- FCC TRNG PDFДокумент27 страницFCC TRNG PDFrameshkarthik810Оценок пока нет
- 1 - CL619 RPD - Properties Calculation PDFДокумент166 страниц1 - CL619 RPD - Properties Calculation PDFPankaj Kumar SainiОценок пока нет
- Kurita Mitigating Coke FormationДокумент3 страницыKurita Mitigating Coke FormationMarcelОценок пока нет
- Hydrotreater Optimization With WpheДокумент29 страницHydrotreater Optimization With Wpheandrei12320003181Оценок пока нет
- Hydrocracker Complex Presentation For BPST 23Документ50 страницHydrocracker Complex Presentation For BPST 23fbriandityaОценок пока нет
- Topsoe Claus Tail Aug09 Low Res - AshxДокумент8 страницTopsoe Claus Tail Aug09 Low Res - AshxJustin DeVitoОценок пока нет
- Crude Oil Assay (Assignment 1) (FINAL)Документ12 страницCrude Oil Assay (Assignment 1) (FINAL)Fabliha KhanОценок пока нет
- Trambouze, P. - Petroleum Refining (Materials and Equipment)Документ754 страницыTrambouze, P. - Petroleum Refining (Materials and Equipment)JosueGuayuscaSoriaGalvarro100% (1)
- 02 Naphtha Hydro Treating (Compatibility Mode) - OptДокумент52 страницы02 Naphtha Hydro Treating (Compatibility Mode) - OptJhon Molina100% (6)
- Miscellaneous FCC AspectsДокумент114 страницMiscellaneous FCC AspectskotilskОценок пока нет
- Optimizing Bitumen Upgrading SchemeДокумент38 страницOptimizing Bitumen Upgrading SchemeATUL SONAWANEОценок пока нет
- Gasoline PropertiesДокумент6 страницGasoline PropertiesbahadorОценок пока нет
- Heavy Oil HydrotreatingДокумент15 страницHeavy Oil HydrotreatingSIMON LIUОценок пока нет
- Hydrotreater Revamps MUSTANG PTQДокумент4 страницыHydrotreater Revamps MUSTANG PTQDavid SmithОценок пока нет
- 4 Merox Kero JetДокумент2 страницы4 Merox Kero Jetfarhansualeh100% (3)
- 2014 PTQ q4Документ156 страниц2014 PTQ q4digeca100% (1)
- 2008 NPRA Q&A and Technology ForumДокумент90 страниц2008 NPRA Q&A and Technology ForumTuan YusoffОценок пока нет
- Condensate StabilizerДокумент16 страницCondensate Stabilizern73686861Оценок пока нет
- DCC ConferenceДокумент40 страницDCC ConferenceSuchart TarasapОценок пока нет
- NHT Furnace OptimisationДокумент6 страницNHT Furnace Optimisationcoolmanyu2k5Оценок пока нет
- Debutaniser OptimisationДокумент5 страницDebutaniser OptimisationAntonОценок пока нет
- Distillate HydrocrackingДокумент23 страницыDistillate HydrocrackingMahmoud Nasr100% (1)
- Oil and Gas Journal - February, 02 2009 PDFДокумент84 страницыOil and Gas Journal - February, 02 2009 PDFAnonymous KWScd5Es7Оценок пока нет
- Emerging Technologies For The Conversion of ResiduesДокумент24 страницыEmerging Technologies For The Conversion of ResiduesRuth AbelloОценок пока нет
- Residue Upgrading With Sydecsm Delayed Coking FWДокумент10 страницResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809Оценок пока нет
- Application Crude Distillation InstrumentsДокумент1 страницаApplication Crude Distillation InstrumentsHARISHKOTHARU48Оценок пока нет
- 13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsДокумент29 страниц13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsxinghustОценок пока нет
- Crude Distillation PosterДокумент1 страницаCrude Distillation Postervivek_rec100% (1)
- Catalytic Reformer SimДокумент10 страницCatalytic Reformer Simmihaileditoiu2010Оценок пока нет
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyДокумент57 страницPredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliОценок пока нет
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsДокумент5 страницBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Оценок пока нет
- Nicholas Oligomerization PDFДокумент16 страницNicholas Oligomerization PDFTanase DianaОценок пока нет
- Crude AssayДокумент11 страницCrude AssayTrịnh Nguyên TrườngОценок пока нет
- Advances in Delayed CokingДокумент8 страницAdvances in Delayed Cokingjojumathew100% (1)
- Planned Order TemplateДокумент1 страницаPlanned Order TemplateSiva KumarОценок пока нет
- InventoryДокумент4 страницыInventorySiva KumarОценок пока нет
- Unit ConversionДокумент1 страницаUnit ConversionSiva KumarОценок пока нет
- Daily Production Report December - 2019 (24.12.19)Документ51 страницаDaily Production Report December - 2019 (24.12.19)Siva KumarОценок пока нет
- FileДокумент2 страницыFileSiva KumarОценок пока нет
- InventoryДокумент4 страницыInventorySiva KumarОценок пока нет
- SDS For Water Column OverheadДокумент11 страницSDS For Water Column OverheadSiva KumarОценок пока нет
- Technical Specifications: 50Hz Powered by Perkins SeriesДокумент4 страницыTechnical Specifications: 50Hz Powered by Perkins SeriesSiva KumarОценок пока нет
- Intrument Range ListДокумент5 страницIntrument Range ListSiva KumarОценок пока нет
- AMP Color Testing MethodДокумент1 страницаAMP Color Testing MethodSiva KumarОценок пока нет
- Additional Emergency Lighting Requirement in Plant Area: No. Location Point No PurposeДокумент2 страницыAdditional Emergency Lighting Requirement in Plant Area: No. Location Point No PurposeSiva KumarОценок пока нет
- C4054 UIF PR 1010 DB 00001 0 General Process DescriptionДокумент64 страницыC4054 UIF PR 1010 DB 00001 0 General Process DescriptionSiva Kumar100% (1)
- SSP Pending Jobs SL No Points Responsible Target DateДокумент2 страницыSSP Pending Jobs SL No Points Responsible Target DateSiva KumarОценок пока нет
- Storage location-SCM: SL No Department Material Type Storage Location NameДокумент3 страницыStorage location-SCM: SL No Department Material Type Storage Location NameSiva KumarОценок пока нет
- Pet Polycondensation Side ReactionsДокумент6 страницPet Polycondensation Side ReactionsGeorge MarkasОценок пока нет
- School FormДокумент3 страницыSchool FormSiva KumarОценок пока нет
- Plant Capacity 220 Heater Design DataДокумент4 страницыPlant Capacity 220 Heater Design DataSiva KumarОценок пока нет
- Final Project Report Plastic Bottle ManufactureДокумент101 страницаFinal Project Report Plastic Bottle Manufactureaskaridumbo82% (33)
- 1 Solid State Polymerization of Poly Ethylene Terephthalate I Experimental Study of The Reaction Kinetics and Properties PDFДокумент16 страниц1 Solid State Polymerization of Poly Ethylene Terephthalate I Experimental Study of The Reaction Kinetics and Properties PDFSiva KumarОценок пока нет
- Insane ProjectДокумент220 страницInsane ProjectsurajphilipsОценок пока нет
- New Doc 2018-02-27 - 1 PDFДокумент1 страницаNew Doc 2018-02-27 - 1 PDFSiva KumarОценок пока нет
- C4054 UIF PR 1010 DB 00006 0 OM V1 6 Schedule For Pre CommissioningДокумент1 страницаC4054 UIF PR 1010 DB 00006 0 OM V1 6 Schedule For Pre CommissioningSiva KumarОценок пока нет
- C4054 Uif PR 1010 FB 00001 2Документ1 страницаC4054 Uif PR 1010 FB 00001 2Siva KumarОценок пока нет
- Haccp 06 PDFДокумент13 страницHaccp 06 PDFSiva KumarОценок пока нет
- Pet Polycondensation Side ReactionsДокумент6 страницPet Polycondensation Side ReactionsGeorge MarkasОценок пока нет
- c4054 Uif PR 1015 DB 00001 0 Om V2a 05 CPC Sts PreparationДокумент13 страницc4054 Uif PR 1015 DB 00001 0 Om V2a 05 CPC Sts PreparationSiva KumarОценок пока нет
- C4054 UIF PR 1010 DB 00001 0 General Process DescriptionДокумент64 страницыC4054 UIF PR 1010 DB 00001 0 General Process DescriptionSiva Kumar100% (1)
- Cutting Defect FormatДокумент1 страницаCutting Defect FormatSiva KumarОценок пока нет
- INVENTORY FOR THE PERIOD: March 2016 ClosingДокумент4 страницыINVENTORY FOR THE PERIOD: March 2016 ClosingSiva KumarОценок пока нет
- DEG TankДокумент2 страницыDEG TankSiva KumarОценок пока нет