Вам также может понравиться
- Cp-005-Calibration of Internal MicrometerДокумент5 страницCp-005-Calibration of Internal MicrometerSUNILОценок пока нет
- BS 7882Документ23 страницыBS 7882Curtis Keller100% (2)
- Astm E617 13Документ16 страницAstm E617 13Juan Castañeda100% (4)
- E797-2021 Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodДокумент9 страницE797-2021 Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodPlinio PazosОценок пока нет
- Rebar ChecklistДокумент2 страницыRebar ChecklistMuhammad sheryar100% (3)
- Measure Uncertainity in Torque WrenchДокумент11 страницMeasure Uncertainity in Torque WrenchAnonymous uXdS9Y7100% (2)
- Calibration ValidationДокумент12 страницCalibration ValidationAlberto LobonesОценок пока нет
- CP-004 - Calibration of External MicrometerДокумент5 страницCP-004 - Calibration of External MicrometerSUNIL100% (1)
- Instrument Calibration ProcedureДокумент16 страницInstrument Calibration ProcedureMohammad Nurayzat JohariОценок пока нет
- EURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01Документ24 страницыEURAMET Cg-14 V 2.0 Static Torque Measuring Devices 01JASN1980Оценок пока нет
- ISO IEC 17025 Accreditation Cert+Scope-GCC AccreditationДокумент23 страницыISO IEC 17025 Accreditation Cert+Scope-GCC AccreditationebbasinghОценок пока нет
- BS 7882 - 2008 PaperДокумент25 страницBS 7882 - 2008 PaperMohamed Naser0% (1)
- 06 Torque ToolsДокумент28 страниц06 Torque Toolselva RfОценок пока нет
- Jis B 7516Документ10 страницJis B 7516loly86Оценок пока нет
- Dial Gauge Calibration ProcedureДокумент6 страницDial Gauge Calibration ProcedurearabcalОценок пока нет
- Calibration PDFДокумент20 страницCalibration PDFHakim HakimОценок пока нет
- Pi Tape Calibration ProcedureДокумент11 страницPi Tape Calibration ProcedureAaron QuinnОценок пока нет
- EURAMET Cg-4 V 2.0 Uncertainty of Force MeasurementsДокумент23 страницыEURAMET Cg-4 V 2.0 Uncertainty of Force MeasurementsRicarditoОценок пока нет
- NIST Stopwatch & Timer Calibrations 2009Документ82 страницыNIST Stopwatch & Timer Calibrations 2009ririmonir100% (1)
- Lead STD Cal 8Документ3 страницыLead STD Cal 8John Dolan100% (1)
- BS 957-2008Документ11 страницBS 957-2008diegoОценок пока нет
- Calibration of Vernier CalliperДокумент6 страницCalibration of Vernier CalliperPrateek Nyati100% (1)
- Radius GageДокумент3 страницыRadius Gageshifa1983-1Оценок пока нет
- Height Gauge Calibration Procedure: 1.0 Standards and EquipmentДокумент2 страницыHeight Gauge Calibration Procedure: 1.0 Standards and EquipmentKiranОценок пока нет
- Outside Micrometer Calibration Procedure: 1.0 Standards and EquipmentДокумент2 страницыOutside Micrometer Calibration Procedure: 1.0 Standards and Equipmenterharsingh100% (1)
- Outside Micrometer CalibrationДокумент2 страницыOutside Micrometer CalibrationJJОценок пока нет
- Sample Calibration ProceduresДокумент37 страницSample Calibration Proceduresdil1750% (2)
- CP-003 Calibration of Vernier CaliperДокумент6 страницCP-003 Calibration of Vernier CaliperSUNILОценок пока нет
- EURAMET cg-13 V 2.0 Temperature Block Calibrators 01 PDFДокумент18 страницEURAMET cg-13 V 2.0 Temperature Block Calibrators 01 PDFFërnando Rodrîguëz HerreräОценок пока нет
- CP No.601-Hydraulic Type (Pressure) - RevДокумент18 страницCP No.601-Hydraulic Type (Pressure) - Revamelchan_tiqueОценок пока нет
- Calibration Interval 1Документ7 страницCalibration Interval 1fajar_92Оценок пока нет
- Kosaka Lab Scope CC 2611Документ50 страницKosaka Lab Scope CC 2611kumarОценок пока нет
- Dial Indicator Calibration Procedure TS-0051Документ3 страницыDial Indicator Calibration Procedure TS-0051alexrferreiraОценок пока нет
- BS en 1089-3 - 2011Документ20 страницBS en 1089-3 - 2011Luís Silva100% (1)
- Draft G8 Decision Rules Document 13 Dec 2018Документ21 страницаDraft G8 Decision Rules Document 13 Dec 2018mblancol100% (1)
- Final ReportДокумент53 страницыFinal ReportmirelamanteamirelaОценок пока нет
- EURAMET-Cg-14.01 Static Torque Measuring DevicesДокумент24 страницыEURAMET-Cg-14.01 Static Torque Measuring DevicesMiguel Alfonso Ruiz MendezОценок пока нет
- Instrument Calibration ProcedureДокумент10 страницInstrument Calibration ProcedureMohammad Nurayzat JohariОценок пока нет
- (BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.Документ16 страниц(BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.boborg8792Оценок пока нет
- AWS White Paper - ISO 6789-2017 v4Документ4 страницыAWS White Paper - ISO 6789-2017 v4Antmavr100% (1)
- Jis B 7507 2016Документ33 страницыJis B 7507 2016NikKatsmanОценок пока нет
- Jis B 7735-2010Документ23 страницыJis B 7735-2010Gokul100% (1)
- Jis B 7184 SummaryДокумент2 страницыJis B 7184 SummaryVimal100% (1)
- 06 Torque ToolsДокумент22 страницы06 Torque ToolsJuanGómezОценок пока нет
- ASME B89.1.13-2013 (Content)Документ4 страницыASME B89.1.13-2013 (Content)Jorge Cota AcostaОценок пока нет
- EURAMET Cg-7 V 1.0 Calibration of Oscilloscopes 01Документ45 страницEURAMET Cg-7 V 1.0 Calibration of Oscilloscopes 01libijahansОценок пока нет
- Vernier CalipersДокумент4 страницыVernier CalipersVinod KGОценок пока нет
- Norma ISO 13385Документ24 страницыNorma ISO 13385jorge_t_71100% (3)
- Calibration Procedure For Calibration of External MicrometerДокумент11 страницCalibration Procedure For Calibration of External MicrometerDiganta Hatibaruah100% (1)
- 6501Документ1 страница6501rohanmanimaniОценок пока нет
- Adjustment of Calibration IntervalДокумент14 страницAdjustment of Calibration Intervalzilangamba_s4535Оценок пока нет
- 048-012 Thread Plug GaugeДокумент5 страниц048-012 Thread Plug GaugeRavichandran DОценок пока нет
- Calibration of AnemometerДокумент4 страницыCalibration of AnemometerAhmet ŞenОценок пока нет
- Linear MeasurementДокумент58 страницLinear Measurementpdpantawane100% (2)
- Instrumentos de Metrologia de LaboratorioДокумент147 страницInstrumentos de Metrologia de LaboratorioRebecca Turner100% (1)
- Unit 2 Linear and Angular MeasurementДокумент90 страницUnit 2 Linear and Angular MeasurementVasanth Kumar33% (3)
- Lectura Ingles Mitutoyo MicrómetrosДокумент4 страницыLectura Ingles Mitutoyo MicrómetrosIvan AcevedoОценок пока нет
- Linear MeasurementДокумент79 страницLinear MeasurementRht BrdОценок пока нет
- Precision Product Guide Bulletin 356Документ20 страницPrecision Product Guide Bulletin 3564U6ogj8b9snylkslkn3nОценок пока нет
- As TG1 Simple LinearДокумент16 страницAs TG1 Simple LinearpchakkrapaniОценок пока нет
- Lab ReportДокумент20 страницLab ReportRounak Mehta0% (1)
- Compiling A C Program - Behind The ScenesДокумент2 страницыCompiling A C Program - Behind The ScenesKrishanu ModakОценок пока нет
- 4.11.-Eaton CCM Freedom - Nema Contactor and StartersДокумент37 страниц4.11.-Eaton CCM Freedom - Nema Contactor and Startersmartinel noob y baty mozОценок пока нет
- HydacДокумент4 страницыHydacmarkoОценок пока нет
- EE610: CMOS Analog EE610: CMOS Analog Circuits: L3: MOS Models-3Документ47 страницEE610: CMOS Analog EE610: CMOS Analog Circuits: L3: MOS Models-3Epili Rajkiran SarabaОценок пока нет
- SSL Bochure enДокумент17 страницSSL Bochure enlineylosadagОценок пока нет
- Owner's ManualДокумент208 страницOwner's ManualChantal LilouОценок пока нет
- Fixed Wireless Solution Fixed Wireless Solution: Gigabit GigabitДокумент34 страницыFixed Wireless Solution Fixed Wireless Solution: Gigabit GigabitSahibzada NizamuddinОценок пока нет
- Export Import Between SQL TablesДокумент5 страницExport Import Between SQL TablesSantiago Alcaraz MartinezОценок пока нет
- Privacy Policy NykaaДокумент3 страницыPrivacy Policy Nykaatushar nandwaniОценок пока нет
- Topics That We Will ExploreДокумент135 страницTopics That We Will ExploreAJОценок пока нет
- TN - SP021 - E1 - 0 Call Flow and Supplementary Service Flow in CS Domain-65Документ62 страницыTN - SP021 - E1 - 0 Call Flow and Supplementary Service Flow in CS Domain-65Tanzyy.2018Оценок пока нет
- LexionAir Flyer UKДокумент2 страницыLexionAir Flyer UKficom123Оценок пока нет
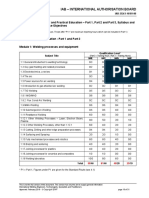
- IWE SyllabusДокумент4 страницыIWE Syllabusmdasifkhan2013Оценок пока нет
- 5G Transport Network Requirements, Architecture and Key TechnologiesДокумент27 страниц5G Transport Network Requirements, Architecture and Key TechnologiesFreedomОценок пока нет
- TJP 4.x - 1VLC000524 Rev.5, enДокумент6 страницTJP 4.x - 1VLC000524 Rev.5, enTetianaОценок пока нет
- Exercise Book (FI109) - (Joint Venture) v1.1Документ9 страницExercise Book (FI109) - (Joint Venture) v1.1Shyam JaganathОценок пока нет
- How To Setup Mobility Extension On 2n OfficerouteДокумент14 страницHow To Setup Mobility Extension On 2n Officeroutegnatagbi8696Оценок пока нет
- KeyboardДокумент8 страницKeyboardaltawanmudzharОценок пока нет
- GV75MG User Manual V1.01Документ16 страницGV75MG User Manual V1.01eduardoОценок пока нет
- Conversion Rule in ALE - IDOC ScenarioДокумент27 страницConversion Rule in ALE - IDOC ScenariokarthikbjОценок пока нет
- Lenovo Yoga 710-14ISK LA-D471P r2.0Документ53 страницыLenovo Yoga 710-14ISK LA-D471P r2.0Julio MinaОценок пока нет
- Empowerment Technology/ Prelim: 11-A, B, AND C Nadia G. Refil 09464199149Документ44 страницыEmpowerment Technology/ Prelim: 11-A, B, AND C Nadia G. Refil 09464199149John Carlo Cabiles MellizaОценок пока нет
- Nha Balut Tondo Manila - Less 1tДокумент20 страницNha Balut Tondo Manila - Less 1tTechnical Unit SjmdoОценок пока нет
- Sam Carlton CVДокумент1 страницаSam Carlton CVsam_carlton_4Оценок пока нет
- LM341/LM78MXX Series 3-Terminal Positive Voltage Regulators: Features DescriptionДокумент18 страницLM341/LM78MXX Series 3-Terminal Positive Voltage Regulators: Features Descriptiondasch7788Оценок пока нет
- 3D Construction Printing: Technical Specifications 2021Документ3 страницы3D Construction Printing: Technical Specifications 2021Camilo Sebastián Romero VivancoОценок пока нет
- BTF PDFДокумент4 страницыBTF PDFArif PujiОценок пока нет
- Digital Marketing & Strategic FoundationsДокумент33 страницыDigital Marketing & Strategic FoundationsimadОценок пока нет
- Lecture 2 - Hello World in MLДокумент49 страницLecture 2 - Hello World in MLYi HengОценок пока нет