Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- DesignBuilder v6 Documentation A4Документ1 832 страницыDesignBuilder v6 Documentation A4Shiva MohanОценок пока нет
- Rev 10Документ3 страницыRev 10api-273257329Оценок пока нет
- Gestamp Monthly Action PlanДокумент3 страницыGestamp Monthly Action Planapi-273257329Оценок пока нет
- Rev 12Документ2 страницыRev 12api-273257329Оценок пока нет
- CustomerДокумент4 страницыCustomerapi-273257329Оценок пока нет
- Rev 8Документ2 страницыRev 8api-273257329Оценок пока нет
- Rev 10Документ3 страницыRev 10api-273257329Оценок пока нет
- Ak-2 Class A Release Criteria Rev 3Документ4 страницыAk-2 Class A Release Criteria Rev 3api-273257329Оценок пока нет
- 2092 Rev 2Документ2 страницы2092 Rev 2api-273257329Оценок пока нет
- Rev 12Документ2 страницыRev 12api-273257329Оценок пока нет
- Corrective Action Request (CAR) 8-Discipline Steps: Form DescriptionДокумент3 страницыCorrective Action Request (CAR) 8-Discipline Steps: Form Descriptionapi-273257329Оценок пока нет
- Rev 8Документ2 страницыRev 8api-273257329Оценок пока нет
- 14-7-15 f25 Bodyside Outer LH 2122Документ10 страниц14-7-15 f25 Bodyside Outer LH 2122api-273257329Оценок пока нет
- f-15 Rear Door Inner LH 8875 B BlankДокумент7 страницf-15 Rear Door Inner LH 8875 B Blankapi-273257329Оценок пока нет
- 8d Gestamp Ak 4 Lamination and Inclusions Rev 2Документ4 страницы8d Gestamp Ak 4 Lamination and Inclusions Rev 2api-273257329Оценок пока нет
- Lamination Ci Update Nov 2014Документ6 страницLamination Ci Update Nov 2014api-273257329Оценок пока нет
- f-15 Front Door Inner LH 8855 B BlankДокумент8 страницf-15 Front Door Inner LH 8855 B Blankapi-273257329Оценок пока нет
- f-15 Rear Door Inner LH 8875 A BlankДокумент7 страницf-15 Rear Door Inner LH 8875 A Blankapi-273257329Оценок пока нет
- 2085 Rev 6Документ1 страница2085 Rev 6api-273257329Оценок пока нет
- HP 1Документ12 страницHP 1api-273257329Оценок пока нет
- F 15 Front Door Inner LH 8855 A BlankДокумент7 страницF 15 Front Door Inner LH 8855 A Blankapi-273257329Оценок пока нет
- 10-2-2014 Gestamp Part 2302Документ7 страниц10-2-2014 Gestamp Part 2302api-273257329Оценок пока нет
- 05aДокумент1 страница05aapi-273257329Оценок пока нет
- HSM Gouges and Scratches: Continuous Improvement Action ItemsДокумент1 страницаHSM Gouges and Scratches: Continuous Improvement Action Itemsapi-273257329Оценок пока нет
- Gestamp - Eg Body Side - Surface FeaturesДокумент9 страницGestamp - Eg Body Side - Surface Featuresapi-273257329Оценок пока нет
- 2122 Rev 8Документ1 страница2122 Rev 8api-273257329Оценок пока нет
- Defectmanual 2Документ37 страницDefectmanual 2api-273257329Оценок пока нет
- Ce Great Minds PrebДокумент5 страницCe Great Minds PrebSharaGailFuscabloОценок пока нет
- 2017 LATBSDC CRITERIA - Final - 06 08 17 PDFДокумент72 страницы2017 LATBSDC CRITERIA - Final - 06 08 17 PDFRannie IsonОценок пока нет
- Floating Houses - Chances and Problems: H. Stopp & P. StrangfeldДокумент13 страницFloating Houses - Chances and Problems: H. Stopp & P. StrangfeldRadhika KhandelwalОценок пока нет
- Electrolytic Plasma Treatment Processing of Conductive MaterialsДокумент5 страницElectrolytic Plasma Treatment Processing of Conductive Materialsnicu1212Оценок пока нет
- IS 2185-3 (1984) - Concrete Masonry Units, Part 3 - Autoclaved Cellular Aerated Concrete BlocksДокумент21 страницаIS 2185-3 (1984) - Concrete Masonry Units, Part 3 - Autoclaved Cellular Aerated Concrete Blocksmanish_shashikantОценок пока нет
- Lecture02 Slides ME382 UofMДокумент13 страницLecture02 Slides ME382 UofMCasey HollowayОценок пока нет
- RCABC Roof Curb Pentrations and OpeningsДокумент13 страницRCABC Roof Curb Pentrations and OpeningsdomcristiniОценок пока нет
- Is 1343Документ65 страницIs 134335Оценок пока нет
- Sikaplast® 204: Product DatasheetДокумент2 страницыSikaplast® 204: Product DatasheetTiger CageОценок пока нет
- 4-1 Low Cycle Fatigue - High Cycle Fatigue - BДокумент9 страниц4-1 Low Cycle Fatigue - High Cycle Fatigue - BkandeabigaelОценок пока нет
- Soil Structure Berbagai Macam Struktur TanahДокумент17 страницSoil Structure Berbagai Macam Struktur TanahFauziah AlmunawarohОценок пока нет
- Is.8364.1989 0Документ10 страницIs.8364.1989 0NPD QualityОценок пока нет
- Precedent Reliatel WiringДокумент64 страницыPrecedent Reliatel WiringMihai IavorschiОценок пока нет
- Lubricated Plug Valves: Price List #3119 - Effective: 3/1/19Документ16 страницLubricated Plug Valves: Price List #3119 - Effective: 3/1/19nurhadiОценок пока нет
- Flash CalcinationДокумент4 страницыFlash CalcinationalulatekОценок пока нет
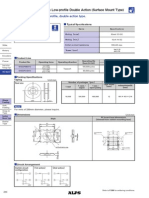
- 0.6mm Low-Profile, Double Action TypeДокумент3 страницы0.6mm Low-Profile, Double Action TypeshyhuОценок пока нет
- Two Way SlabДокумент80 страницTwo Way SlabD SRINIVAS100% (1)
- 100 Questions For IEEДокумент18 страниц100 Questions For IEEmusleh19Оценок пока нет
- Di H2O Supply: External Calibration Gas PortДокумент2 страницыDi H2O Supply: External Calibration Gas Portanwar sadatОценок пока нет
- Module 2 Bernoulli's Equation - ME 319-ME32S3 - Fluid MachineriesДокумент8 страницModule 2 Bernoulli's Equation - ME 319-ME32S3 - Fluid MachineriesOkay Printing100% (1)
- Principles of Natural and Mechanical VentilationДокумент37 страницPrinciples of Natural and Mechanical VentilationSameera Bommisetty100% (2)
- Review ArticleДокумент16 страницReview ArticleAnteneh GeremewОценок пока нет
- LP in Periodic Table of ElementsДокумент7 страницLP in Periodic Table of ElementsShyra May GalendezОценок пока нет
- PRIMOTECH - Solar Water HeaterДокумент14 страницPRIMOTECH - Solar Water HeaterPrimotech EnergyОценок пока нет
- DVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFДокумент2 страницыDVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDavid AlmeidaОценок пока нет
- Construction Cost MonitoringДокумент13 страницConstruction Cost MonitoringOng George Sammy100% (1)
- An Interface Element For The Simulation of Delamination in Unidirectional Fiber-Reinforced Composite LaminatesДокумент19 страницAn Interface Element For The Simulation of Delamination in Unidirectional Fiber-Reinforced Composite LaminatesKamal ShayedОценок пока нет
- Asco - Jkh8551g401mmsДокумент4 страницыAsco - Jkh8551g401mmsBiến tần MICNOОценок пока нет
- ECSS E ST 32 08C Rev.1 (15october2014)Документ23 страницыECSS E ST 32 08C Rev.1 (15october2014)sundar_subash25Оценок пока нет