Вам также может понравиться
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3От EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Оценок пока нет
- Bayer Snap Fit Joints For PlasticsДокумент26 страницBayer Snap Fit Joints For PlasticsEllen NicDiarmadaОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1От EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Рейтинг: 5 из 5 звезд5/5 (2)
- Snap Fit DesignДокумент4 страницыSnap Fit DesignJagadish_kОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2От EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Оценок пока нет
- Snap-Fits For Assembly and DisassemblyДокумент18 страницSnap-Fits For Assembly and Disassemblynoxozz100% (1)
- Snap-Fit Joints DesignДокумент26 страницSnap-Fit Joints DesignDavid García SalvatierraОценок пока нет
- Design For Snapfit Revi-10Документ26 страницDesign For Snapfit Revi-10Arasu Pandian100% (1)
- Molding CavityДокумент7 страницMolding CavitySudarno BaraОценок пока нет
- Tolerance Stack UpДокумент3 страницыTolerance Stack Upmohanrajjercy71Оценок пока нет
- 7 Points That Must Be Considered in Plastic Injection MoldingДокумент10 страниц7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenОценок пока нет
- Plastic Part DesignДокумент11 страницPlastic Part DesignSteven ChengОценок пока нет
- Snap - Fits Design Guide by DistrupolДокумент4 страницыSnap - Fits Design Guide by DistrupolNeleОценок пока нет
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- Design Guide For Reaction Injection Molded Plastic PartsДокумент26 страницDesign Guide For Reaction Injection Molded Plastic Partsxeron7126Оценок пока нет
- Injection Mold Design Engineering Complete Self-Assessment GuideОт EverandInjection Mold Design Engineering Complete Self-Assessment GuideОценок пока нет
- Injection Mold Standards 80 Eng D 20Документ21 страницаInjection Mold Standards 80 Eng D 20Deep ShahОценок пока нет
- Thermoforming Design Guide (GE Plastics) PDFДокумент57 страницThermoforming Design Guide (GE Plastics) PDFAlexis Andrés Durán OyanederОценок пока нет
- Runners and GatesДокумент35 страницRunners and Gatesbjdavies2010100% (2)
- Mold Spec GuideДокумент25 страницMold Spec Guidemrj27050% (2)
- Injection MoldingДокумент58 страницInjection MoldingPrabhu Chakrawal100% (1)
- Soudure Plastique Ultra Son PDFДокумент30 страницSoudure Plastique Ultra Son PDFamr_akram_2Оценок пока нет
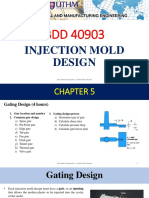
- BDD 40903 Injection Mold Design Chapter 5Документ35 страницBDD 40903 Injection Mold Design Chapter 5Churreya Chai LomОценок пока нет
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andДокумент26 страницFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanОценок пока нет
- Injection Molding Methods Design Optimization Simulation of Plastic Toy Building Block by Mold Flow AnalysisДокумент10 страницInjection Molding Methods Design Optimization Simulation of Plastic Toy Building Block by Mold Flow AnalysisIAEME PublicationОценок пока нет
- Injection Molded Part Problems & Solutions With: SkillbuilderДокумент2 страницыInjection Molded Part Problems & Solutions With: SkillbuilderradzОценок пока нет
- Introduction To Plastic Part DesignДокумент61 страницаIntroduction To Plastic Part DesignVIGNESHОценок пока нет
- 535 CatДокумент1 страница535 CatHubertОценок пока нет
- Snap Fit DesignДокумент22 страницыSnap Fit Designsachinrawool100% (1)
- Design Guidelines For SnapfitДокумент6 страницDesign Guidelines For SnapfitTiago Camargo AlvesОценок пока нет
- Mold Design FeasabilityДокумент16 страницMold Design FeasabilitySreedhar PugalendhiОценок пока нет
- GE Design GuideДокумент53 страницыGE Design GuideGuido Kats100% (1)
- Mold Flow AnalysisДокумент30 страницMold Flow AnalysisArun PrasadОценок пока нет
- Snap Fit CalculationsДокумент6 страницSnap Fit CalculationsSathish Kumar ChelladuraiОценок пока нет
- B.3.3 Plastic Parts With Integrally Molded Threads, FarbigДокумент26 страницB.3.3 Plastic Parts With Integrally Molded Threads, FarbigVasil GospodinovОценок пока нет
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Документ108 страницAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- Introduction To Injection Mold DesignДокумент78 страницIntroduction To Injection Mold DesignmimelitaОценок пока нет
- Injection Molding - Design Guidelines - Solid Concepts IncДокумент12 страницInjection Molding - Design Guidelines - Solid Concepts InckaranОценок пока нет
- Injection MoldingДокумент42 страницыInjection Moldinglovilove01Оценок пока нет
- Hot Runner SystemsДокумент17 страницHot Runner SystemsAkash Shettannavar50% (2)
- Typical Plastic Design ChecklistДокумент6 страницTypical Plastic Design ChecklistAlex DobrescuОценок пока нет
- Design For PlasticsДокумент29 страницDesign For PlasticsiescuderovОценок пока нет
- ZP - Mold Design Guide BayerДокумент44 страницыZP - Mold Design Guide Bayerjhho2Оценок пока нет
- A Definitive Guide To DFM Success - Sheet Metal Guidelines - Issue VII - Mar2015 PDFДокумент11 страницA Definitive Guide To DFM Success - Sheet Metal Guidelines - Issue VII - Mar2015 PDFralikОценок пока нет
- Mold Cost EstimationДокумент5 страницMold Cost EstimationPenjahit TedyОценок пока нет
- Design For Mouldability-UK092010Документ16 страницDesign For Mouldability-UK092010mjobson100% (1)
- 6 Plastic Part Defect - 0Документ27 страниц6 Plastic Part Defect - 0allrounder_mannОценок пока нет
- Plastics Snapfit Design Guide 5771Документ24 страницыPlastics Snapfit Design Guide 5771gr8swap100% (1)
- Protomold - Design For Mold AbilityДокумент16 страницProtomold - Design For Mold Abilitylanning15Оценок пока нет
- Snap fit design guideДокумент20 страницSnap fit design guideBolos BrownОценок пока нет
- Mould Sandwich Mould PDFДокумент5 страницMould Sandwich Mould PDFSamir KhОценок пока нет
- Linear Vibration Welding Design GuideДокумент2 страницыLinear Vibration Welding Design GuideguptaashishОценок пока нет
- Injection Molding SchematicДокумент15 страницInjection Molding SchematicSourav DipОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (137)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОт EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Transmission Pipeline Calculations and Simulations ManualОт EverandTransmission Pipeline Calculations and Simulations ManualРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Pile Design and Construction Rules of ThumbОт EverandPile Design and Construction Rules of ThumbРейтинг: 4.5 из 5 звезд4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОт EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОценок пока нет