Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Cutting A GemДокумент18 страницCutting A Gemmobsivac100% (1)
- GuidewireClaimCenter Performance TestPlanДокумент18 страницGuidewireClaimCenter Performance TestPlanshanthan117Оценок пока нет
- Slips PreventionДокумент12 страницSlips Preventionapi-270822363Оценок пока нет
- NASA ERAST Program Develops High-Altitude UAVsДокумент17 страницNASA ERAST Program Develops High-Altitude UAVsEgz AguilarОценок пока нет
- Introduction to Generators, Protection Schemes, Relays and MaintenanceДокумент44 страницыIntroduction to Generators, Protection Schemes, Relays and MaintenancerahulNrana100% (1)
- Mechanical Testing of MaterialsДокумент38 страницMechanical Testing of MaterialsAanand Rishabh DagaОценок пока нет
- Properties of LPGДокумент33 страницыProperties of LPGmukund madhav100% (2)
- OHS Body of Knowledge Risk April, 2012Документ50 страницOHS Body of Knowledge Risk April, 2012amirq4Оценок пока нет
- Preventing Falls UkДокумент6 страницPreventing Falls Ukapi-270822363Оценок пока нет
- Prevention of Noise InducedДокумент14 страницPrevention of Noise Inducedapi-270822363Оценок пока нет
- Noise Control ArticleДокумент8 страницNoise Control Articleapi-270822363Оценок пока нет
- Trips PreventionДокумент2 страницыTrips Preventionapi-270822363Оценок пока нет
- Science Os Slips Falls and TripsДокумент8 страницScience Os Slips Falls and Tripsapi-270822363Оценок пока нет
- Protection From RadiationДокумент8 страницProtection From Radiationapi-270822363Оценок пока нет
- Radiation Control Measures 2Документ25 страницRadiation Control Measures 2api-270822363Оценок пока нет
- Radiation Control in SpaceДокумент7 страницRadiation Control in Spaceapi-270822363Оценок пока нет
- Slips and Falls HazardsДокумент6 страницSlips and Falls Hazardsapi-270822363Оценок пока нет
- Radiation StandardДокумент28 страницRadiation Standardapi-270822363Оценок пока нет
- Preventing Slips NSWДокумент24 страницыPreventing Slips NSWapi-270822363Оценок пока нет
- Radiation Exposure Standard1Документ83 страницыRadiation Exposure Standard1api-270822363Оценок пока нет
- Radiation Protection and ControlДокумент169 страницRadiation Protection and Controlapi-270822363Оценок пока нет
- Managing The Risk of Falls at WorkplacesДокумент54 страницыManaging The Risk of Falls at Workplacesceliofsilva8993Оценок пока нет
- Guide For Preventing Slips ComcareДокумент24 страницыGuide For Preventing Slips Comcareapi-270822363Оценок пока нет
- NHEWS Vibration Exposure Provision Vibration Controls Australian Workplaces July 2010Документ67 страницNHEWS Vibration Exposure Provision Vibration Controls Australian Workplaces July 2010KBОценок пока нет
- Preventing Slips and Falls Through LeisureДокумент6 страницPreventing Slips and Falls Through Leisureapi-270822363Оценок пока нет
- Raynauds Men and WomenДокумент7 страницRaynauds Men and Womenapi-270822363Оценок пока нет
- Vibration Induced Whit FeetДокумент11 страницVibration Induced Whit Feetapi-270822363Оценок пока нет
- Department of Health and AgeingДокумент24 страницыDepartment of Health and Ageingapi-270822363Оценок пока нет
- Vibration Exposure LimitsДокумент5 страницVibration Exposure Limitsapi-270822363Оценок пока нет
- Diagnosis of Raynauds PhenomenonДокумент7 страницDiagnosis of Raynauds Phenomenonapi-270822363Оценок пока нет
- Vibration CalculatorДокумент1 страницаVibration Calculatorapi-270822363Оценок пока нет
- Hand Arm Vibration SyndromДокумент10 страницHand Arm Vibration Syndromapi-270822363Оценок пока нет
- Vhand Arm Vibration FactsheetДокумент3 страницыVhand Arm Vibration Factsheetapi-270822363Оценок пока нет
- Vibration CalculatorДокумент1 страницаVibration Calculatorapi-270822363Оценок пока нет
- NHEWS Vibration Exposure Provision Vibration Controls Australian Workplaces July 2010Документ67 страницNHEWS Vibration Exposure Provision Vibration Controls Australian Workplaces July 2010KBОценок пока нет
- Noise MeasurementДокумент11 страницNoise Measurementapi-270822363Оценок пока нет
- Next Gen Ford Ranger Digital BrochureДокумент10 страницNext Gen Ford Ranger Digital BrochureTri BureauОценок пока нет
- Jeepney Demand and Supply in Baguio CityДокумент19 страницJeepney Demand and Supply in Baguio CityJanna CrowОценок пока нет
- R5310105-Structural Analysis - IIДокумент4 страницыR5310105-Structural Analysis - IIsivabharathamurthyОценок пока нет
- Xtract V 3 0 8Документ72 страницыXtract V 3 0 8Don Ing Marcos LeónОценок пока нет
- Titanvene Lldpe-LctnДокумент4 страницыTitanvene Lldpe-LctnRifan HarfaniОценок пока нет
- Trigonox101 PdsДокумент3 страницыTrigonox101 PdsPaula RiveraОценок пока нет
- Risc Cisc in Microcontroller and MicroprocessorДокумент31 страницаRisc Cisc in Microcontroller and Microprocessormanvir kaurОценок пока нет
- 1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesДокумент23 страницы1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesThanh XomОценок пока нет
- TF Section - MICET 2016Документ21 страницаTF Section - MICET 2016Eddie D SouzaОценок пока нет
- Peristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsДокумент13 страницPeristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsRakeshconclaveОценок пока нет
- Tli R3.0 PDFДокумент6 465 страницTli R3.0 PDFz_sadiq25% (4)
- Phase Diagrams IntroductionДокумент76 страницPhase Diagrams IntroductionGikiTopiОценок пока нет
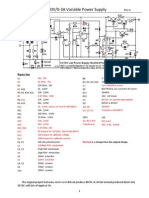
- Modified 0-30V - 0-3A Variable Power Supply - Rev.2Документ2 страницыModified 0-30V - 0-3A Variable Power Supply - Rev.2Manuel Cereijo NeiraОценок пока нет
- Presentation FileДокумент10 страницPresentation FileInnoVentureCommunityОценок пока нет
- RT 50Документ2 страницыRT 50valentin prouteauОценок пока нет
- AGA-3 Comparison Normal BetaДокумент12 страницAGA-3 Comparison Normal BetahailriqОценок пока нет
- Contactor Cap Lc1dДокумент4 страницыContactor Cap Lc1dAlfiansyah Dharma Setia DjaketraОценок пока нет
- SN 761672 AДокумент19 страницSN 761672 ANhất TríОценок пока нет
- How To Sputter Thin Films of Metal Onto GlassДокумент5 страницHow To Sputter Thin Films of Metal Onto Glassfred_m_48601Оценок пока нет
- Sheds Direct Ireland's Wooden BrochureДокумент12 страницSheds Direct Ireland's Wooden BrochureVictor Celestino Montañez CarranzaОценок пока нет
- Oracle E-Business Suite Release 11i Upgrade To R12.1Документ60 страницOracle E-Business Suite Release 11i Upgrade To R12.1Vladimir PacotaipeОценок пока нет
- T REC K.Sup16 201905 I!!PDF E PDFДокумент24 страницыT REC K.Sup16 201905 I!!PDF E PDFMark LionОценок пока нет
- CP 05 - Determine The Young S Modulus of A MaterialДокумент2 страницыCP 05 - Determine The Young S Modulus of A MaterialABBIE ROSEОценок пока нет
- MET312 Non Destructive Testing SyllabusДокумент8 страницMET312 Non Destructive Testing SyllabusHARI KRISHNANОценок пока нет