Вам также может понравиться
- Hot TappingДокумент8 страницHot Tappingorqh007Оценок пока нет
- Procedimiento Hot TappingДокумент9 страницProcedimiento Hot TappingreneluisperezОценок пока нет
- Consideraciones Sobre El HOT-TAPДокумент43 страницыConsideraciones Sobre El HOT-TAPperfiles12100% (3)
- Procedimiento Hot Tapping 1971Документ7 страницProcedimiento Hot Tapping 1971tomy2003100% (1)
- Procedimiento Hot Tap PS MДокумент11 страницProcedimiento Hot Tap PS MED SA CAОценок пока нет
- Cálculo Pares de AprieteДокумент3 страницыCálculo Pares de AprietetrhurtadoОценок пока нет
- Aplicación Del Estándar API 581 A Un Activo Físico Instalado en La Industria PetroquímicaДокумент17 страницAplicación Del Estándar API 581 A Un Activo Físico Instalado en La Industria PetroquímicaLUISОценок пока нет
- Procedimiento Hot Tap PS MДокумент11 страницProcedimiento Hot Tap PS MNestor Perez100% (1)
- Api 12 J PDFДокумент6 страницApi 12 J PDFfranciscoОценок пока нет
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Документ7 страниц04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- Tanque de Almacenamiento PDFДокумент279 страницTanque de Almacenamiento PDFLuis Blas AlvaОценок пока нет
- PR MA 00128 017desmantelamiento ValvulasДокумент6 страницPR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Procedimiento de Hot TapДокумент13 страницProcedimiento de Hot TapPierre Ramirez100% (1)
- Calculo de Espesor de Pared de TuberiaДокумент2 страницыCalculo de Espesor de Pared de Tuberiajose luis tadeo sabinoОценок пока нет
- Procedimiento Corte y Rebiselado TuberiaДокумент6 страницProcedimiento Corte y Rebiselado TuberiaJairo Gonzalez ViloriaОценок пока нет
- P. para Instalacion de Cubetas.Документ17 страницP. para Instalacion de Cubetas.Max Lopez RamirezОценок пока нет
- Capitulo 701 Proteccion de Tuberia EnterradaДокумент15 страницCapitulo 701 Proteccion de Tuberia EnterradaOscar Aroca100% (1)
- Arenado de tanquesДокумент7 страницArenado de tanquesarturo avilaОценок пока нет
- Apuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Документ25 страницApuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Omar HerreraОценок пока нет
- Procedimiento de Trabajo para Realizar Hot TapДокумент10 страницProcedimiento de Trabajo para Realizar Hot TapDarioОценок пока нет
- Cálculos de Espesor de TuberíasДокумент1 страницаCálculos de Espesor de TuberíasybrahimjОценок пока нет
- API 1104 - PTMS-WPS-01 Rev 00Документ6 страницAPI 1104 - PTMS-WPS-01 Rev 00Angel AlphandОценок пока нет
- Calculo de DiametrosДокумент8 страницCalculo de DiametrosEdwin Gutierrez LunaОценок пока нет
- 13-1) Formato - Registro para Hot TappingДокумент3 страницы13-1) Formato - Registro para Hot TappingRICARDO3454Оценок пока нет
- Protocolo para Pruebas Hidrostaticas para Ductos de HidrocarburosДокумент5 страницProtocolo para Pruebas Hidrostaticas para Ductos de Hidrocarburosgeny965809100% (1)
- Bcep Coating Application Procedure - A ComentesДокумент24 страницыBcep Coating Application Procedure - A ComentesJorge LaraОценок пока нет
- Curso ASME B31.3 CasoPractico Grupo 1 Rev.0Документ14 страницCurso ASME B31.3 CasoPractico Grupo 1 Rev.0cristhian100% (3)
- Procedimiento de RevestimientoДокумент3 страницыProcedimiento de RevestimientoLennyОценок пока нет
- Icq-Man-P-168 Rev 0 Proc Rep. Mec. Camisa Tipo B k9+313 50+534 Gua-Vil.Документ34 страницыIcq-Man-P-168 Rev 0 Proc Rep. Mec. Camisa Tipo B k9+313 50+534 Gua-Vil.dayro ramosОценок пока нет
- Pruebas neumáticas de presiónДокумент13 страницPruebas neumáticas de presióndark2072Оценок пока нет
- P - 023 - PGINGMC - PERFORACION - HORIZONTAL - DIRIGIDA - Rev5 PDFДокумент18 страницP - 023 - PGINGMC - PERFORACION - HORIZONTAL - DIRIGIDA - Rev5 PDFEdgar Coavas PérezОценок пока нет
- INERTIZADOДокумент2 страницыINERTIZADOCesardesidelia100% (1)
- Get ContentДокумент11 страницGet ContentViche CarsaОценок пока нет
- Inspección Visual - West Arco PDFДокумент52 страницыInspección Visual - West Arco PDFkirato rojasОценок пока нет
- Catalogo Precios Unit Comp (13-Oct-2010)Документ4 страницыCatalogo Precios Unit Comp (13-Oct-2010)Cyntia DelgadoОценок пока нет
- Anexo 3 Procedimiento Empalme Hot TappingДокумент8 страницAnexo 3 Procedimiento Empalme Hot TappingMario Rivera AlonsoОценок пока нет
- Ac Anexo1Документ36 страницAc Anexo1Hernan Lazaro Hernandez100% (3)
- Informe Tecnico Rev. 0Документ22 страницыInforme Tecnico Rev. 0Fernando RomeroОценок пока нет
- GEN-ME0-007-REV 0-Especif Tuberias Valvulas y AccesoriosДокумент25 страницGEN-ME0-007-REV 0-Especif Tuberias Valvulas y AccesoriosCURRITOJIMENEZОценок пока нет
- Procedimiento Taping MachineДокумент10 страницProcedimiento Taping MachinePatraca DionicioОценок пока нет
- 1 Calculo de Espesores y Refuerzo Esp Pprueba ASME B31Документ9 страниц1 Calculo de Espesores y Refuerzo Esp Pprueba ASME B31Maximiliano García CalderónОценок пока нет
- SESION #6 Rev 2011 - TEDUCДокумент81 страницаSESION #6 Rev 2011 - TEDUCsolrac4371100% (1)
- Calificacion de SoldadoresДокумент28 страницCalificacion de SoldadoresDanny Astete Menes100% (1)
- Cuantificacion de PinturaДокумент51 страницаCuantificacion de PinturaLU1228Оценок пока нет
- Sandblasting y pintura tuberíasДокумент11 страницSandblasting y pintura tuberíasMarvin William Montes CristoОценок пока нет
- Examen Parte BДокумент9 страницExamen Parte BCharly100% (1)
- PROCED - Ajuste y Torque de PernosДокумент17 страницPROCED - Ajuste y Torque de PernosGian VladimirОценок пока нет
- Procedimiento de TIE INДокумент8 страницProcedimiento de TIE INCarlos Ntt100% (2)
- Procedimiento limpieza tanques sandblastingДокумент46 страницProcedimiento limpieza tanques sandblastingManuel José Rodríguez MillánОценок пока нет
- Et-006 Ajuste y TorqueoДокумент6 страницEt-006 Ajuste y Torqueomec_humalexОценок пока нет
- Corte e instalación de hot tapping en tubería de 14Документ9 страницCorte e instalación de hot tapping en tubería de 14Nilton LuisОценок пока нет
- Procedimientos SoldadurasДокумент13 страницProcedimientos SoldadurasRickiemannОценок пока нет
- Introducción Ga OneDriveДокумент12 страницIntroducción Ga OneDriveLiz marili Ramos arevaloОценок пока нет
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadДокумент12 страницProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- Soldadura de Termofusión en TuberíasДокумент9 страницSoldadura de Termofusión en TuberíasWalther MolinaОценок пока нет
- Paso A Paso Tie in Conexión Gasoducto Mechero A Linea Conexión Rack J CPF FloreñaДокумент3 страницыPaso A Paso Tie in Conexión Gasoducto Mechero A Linea Conexión Rack J CPF FloreñaJaime PatrónОценок пока нет
- Co - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeДокумент9 страницCo - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeMostaceroDiazWislerОценок пока нет
- Instalación red gas natural local comercialДокумент6 страницInstalación red gas natural local comercialAlexОценок пока нет
- TC & RTD - Montaje de Medidores de TemperaturaДокумент6 страницTC & RTD - Montaje de Medidores de Temperaturaantonio gutierrezОценок пока нет
- Astm f2620 - Termofusion Tuberis HdpeДокумент16 страницAstm f2620 - Termofusion Tuberis HdpeIsaias Quispe Ruiz100% (4)
- Guia EstandardДокумент8 страницGuia Estandardcarloselmusico7Оценок пока нет
- Areas de Formacion en Educacion Media GeneralДокумент162 страницыAreas de Formacion en Educacion Media GeneralJuan Turmero AgapitoОценок пока нет
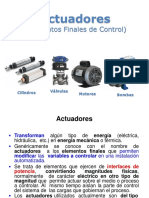
- Actuadores (Elementos Finales)Документ20 страницActuadores (Elementos Finales)RafaelLopezSalazarОценок пока нет
- Guia de Analisis NodalДокумент5 страницGuia de Analisis NodalRafaelLopezSalazarОценок пока нет
- Procedimiento de Hot TappingДокумент10 страницProcedimiento de Hot TappingRafaelLopezSalazar100% (1)
- Instalaciones Electricas InetДокумент94 страницыInstalaciones Electricas InetGuillermo Spies100% (2)
- Mejorar la eficiencia de la Oficina Municipal de Catastro de Puerto CabelloДокумент135 страницMejorar la eficiencia de la Oficina Municipal de Catastro de Puerto CabelloRafaelLopezSalazarОценок пока нет
- Azufre (Recuperacion y Tratamiento)Документ10 страницAzufre (Recuperacion y Tratamiento)RafaelLopezSalazarОценок пока нет
- Portada TesisiДокумент1 страницаPortada TesisiRafaelLopezSalazarОценок пока нет
- Proyecto PerlaДокумент69 страницProyecto PerlaRafaelLopezSalazarОценок пока нет
- Naturaleza de Los HidrocarburosДокумент26 страницNaturaleza de Los HidrocarburosRafaelLopezSalazarОценок пока нет
- Dialnet AnalisisDeSensibilidadPorSimulacionDelProcesoDeDes 4051882 PDFДокумент12 страницDialnet AnalisisDeSensibilidadPorSimulacionDelProcesoDeDes 4051882 PDFLola MentoОценок пока нет
- Presentacion Hot TappingДокумент5 страницPresentacion Hot TappingRafaelLopezSalazar100% (1)
- Relés térmicos Moeller protección motoresДокумент24 страницыRelés térmicos Moeller protección motoresLeoОценок пока нет
- Dialnet AnalisisDeSensibilidadPorSimulacionDelProcesoDeDes 4051882 PDFДокумент12 страницDialnet AnalisisDeSensibilidadPorSimulacionDelProcesoDeDes 4051882 PDFLola MentoОценок пока нет
- Valordineroflujodecajajefffigueroa 121031173919 Phpapp01Документ8 страницValordineroflujodecajajefffigueroa 121031173919 Phpapp01RafaelLopezSalazarОценок пока нет
- Bombeo Mecanico Optimizacion Diagnostico y OperacionДокумент253 страницыBombeo Mecanico Optimizacion Diagnostico y OperacionDamian Antero Maza Ancajima100% (6)
- Guia de Analisis NodalДокумент5 страницGuia de Analisis NodalRafaelLopezSalazarОценок пока нет
- Definicion Clasificacion Tasas de InteresДокумент4 страницыDefinicion Clasificacion Tasas de InteresRafaelLopezSalazarОценок пока нет
- PoblacionmuestraДокумент23 страницыPoblacionmuestraMónica KanauttОценок пока нет
- Formato APA para TesisДокумент10 страницFormato APA para TesisLeslieIvaniaОценок пока нет
- Tema4 Intercambiadoresdecalormejorado 120610183607 Phpapp01Документ42 страницыTema4 Intercambiadoresdecalormejorado 120610183607 Phpapp01chelogkОценок пока нет
- Brazo HidraulicoДокумент21 страницаBrazo Hidraulicoloyrus100% (1)
- Clase EstadisticaДокумент1 страницаClase EstadisticaRafaelLopezSalazarОценок пока нет
- Leyes de GasesДокумент2 страницыLeyes de GasesRafaelLopezSalazarОценок пока нет
- Clase EstadisticaДокумент1 страницаClase EstadisticaRafaelLopezSalazarОценок пока нет
- Valordineroflujodecajajefffigueroa 121031173919 Phpapp01Документ8 страницValordineroflujodecajajefffigueroa 121031173919 Phpapp01RafaelLopezSalazarОценок пока нет
- Aplicación de los 14 principios de Deming en los servicios de enfermeríaДокумент4 страницыAplicación de los 14 principios de Deming en los servicios de enfermeríaFernando Alfredo Jacobo Soles100% (1)
- 2569-Texto Del Artículo-7622-1-10-20180822Документ12 страниц2569-Texto Del Artículo-7622-1-10-20180822tatiana diazОценок пока нет
- Portafolio Centro de Servicios Panamericana LtdaДокумент11 страницPortafolio Centro de Servicios Panamericana LtdaGonzalez Leon JavierОценок пока нет
- BELCORPДокумент10 страницBELCORPJosep CastroОценок пока нет
- Programa Educación Hidalgo 2017-2022Документ86 страницPrograma Educación Hidalgo 2017-2022Alberto PelaezОценок пока нет
- Politicas Contables de Empresa 123Документ55 страницPoliticas Contables de Empresa 123Alexsander Mestas ManchaОценок пока нет
- Caso Fortipasta - Tercera Entrega (Semana 7)Документ23 страницыCaso Fortipasta - Tercera Entrega (Semana 7)Zhantiago Urbinoski100% (6)
- Ponencia Seis Sigma Lean Alex MotaДокумент46 страницPonencia Seis Sigma Lean Alex MotaAnonymous I29NP3cОценок пока нет
- Auditoría Genérica de Sistemas de GestiónДокумент20 страницAuditoría Genérica de Sistemas de GestióncarlОценок пока нет
- Análisis de La FabricaciónДокумент7 страницAnálisis de La FabricaciónJosé AvalosОценок пока нет
- Tuberia HDPE Material PE4710-PE100 PDFДокумент13 страницTuberia HDPE Material PE4710-PE100 PDFYnuzne100% (1)
- Estructura de clasificación de necesidades en materia de inteligencia de negocios para la empresa Spider S.A. de C.V. con el objetivo de volver a incursionar como proveedora de las armadorasДокумент21 страницаEstructura de clasificación de necesidades en materia de inteligencia de negocios para la empresa Spider S.A. de C.V. con el objetivo de volver a incursionar como proveedora de las armadorasDiaz PaulinaОценок пока нет
- Krajweski 16Документ28 страницKrajweski 16manuallc100% (1)
- Modulo 9 (Administracion I)Документ15 страницModulo 9 (Administracion I)Migdalia Taveras MagarinОценок пока нет
- Catalogo General Molinos de RetschДокумент8 страницCatalogo General Molinos de RetschJoel01venegasОценок пока нет
- Estrategia Competitiva BEMBOSДокумент29 страницEstrategia Competitiva BEMBOSDaniela Pinto0% (1)
- CASO. Clà - Nica Buenos AiresДокумент6 страницCASO. Clà - Nica Buenos AiresVeruschka Araya DiazОценок пока нет
- Fase2 207115 12Документ28 страницFase2 207115 12Leyda Duarte Barrero0% (2)
- La Calidad Como Una Estrategia en Las EmpresasДокумент3 страницыLa Calidad Como Una Estrategia en Las EmpresasjheinsjhonОценок пока нет
- Alpina - Un Caso de Innovación para La CompetitividadДокумент9 страницAlpina - Un Caso de Innovación para La CompetitividadJaviting PinzonОценок пока нет
- Actividad 3 Mapa ConceptualДокумент22 страницыActividad 3 Mapa ConceptualPaula GhgОценок пока нет
- Seminario de Investigacion Actividades ResueltasДокумент26 страницSeminario de Investigacion Actividades Resueltascarlosmilena12Оценок пока нет
- Proyecto INTEXДокумент60 страницProyecto INTEXTezoquitl PantliОценок пока нет
- Seis SigmaДокумент20 страницSeis SigmamarceperaltaОценок пока нет
- Hospital AlmenaraДокумент5 страницHospital AlmenaraRosainvsaludОценок пока нет
- Informe CMPДокумент27 страницInforme CMPmerita2010Оценок пока нет
- Palabra Vital 17 May 2012Документ24 страницыPalabra Vital 17 May 2012vrtg1laloОценок пока нет
- MANUAL004-Calidad - Manual de Limpieza y DesinfeccionДокумент31 страницаMANUAL004-Calidad - Manual de Limpieza y DesinfeccionAnthony Davidson Adanaque TimanaОценок пока нет
- Ética EmpresarialДокумент8 страницÉtica EmpresarialGabby HermosilloОценок пока нет
- Manual Control Estadistico de La Calidad Con MINITABДокумент28 страницManual Control Estadistico de La Calidad Con MINITABVictor Gb100% (3)