Вам также может понравиться
- BS en 15085-2Документ22 страницыBS en 15085-2Gnana MoorthyОценок пока нет
- Repair Dvs Supplement PDFДокумент6 страницRepair Dvs Supplement PDFGnana MoorthyОценок пока нет
- en 15608 Euro Matls GroupingДокумент12 страницen 15608 Euro Matls GroupingCarlos Nombela Palacios100% (2)
- En 15085 - 1 & 2Документ34 страницыEn 15085 - 1 & 20502ravi100% (4)
- Iso 15609-1-2019Документ19 страницIso 15609-1-2019HarikeshRana100% (2)
- CEN ISO TR 20173 - en Grouping Syst - American MaterialДокумент61 страницаCEN ISO TR 20173 - en Grouping Syst - American Materialumur kaçamaklı100% (2)
- Iso 15614-13Документ24 страницыIso 15614-13Marija IvanovskaОценок пока нет
- Quality Requirements - Fusion Welding of Metalic MaterialДокумент8 страницQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Iso14341 AДокумент2 страницыIso14341 AAluculesei Ciprian100% (1)
- Filler Materials TestingДокумент34 страницыFiller Materials TestingSunilОценок пока нет
- Welding Procedure Specification (WPS) According To DIN EN ISO 15614-1Документ2 страницыWelding Procedure Specification (WPS) According To DIN EN ISO 15614-1Vijay OfficialОценок пока нет
- Iso 2560-2009 PDFДокумент7 страницIso 2560-2009 PDFfebby farizalОценок пока нет
- Standard: I.S. CEN/TR 14549:2004Документ7 страницStandard: I.S. CEN/TR 14549:2004Cengiz KARAKOSEОценок пока нет
- What's New in ISO 15614-12017Документ13 страницWhat's New in ISO 15614-12017alevent100% (1)
- En 15085 Design ModuleДокумент89 страницEn 15085 Design Module0502ravi100% (1)
- This Way To CE Marking: StandardsДокумент2 страницыThis Way To CE Marking: StandardsMarcoОценок пока нет
- Bs en Iso 15614 12 2014pdf PDFДокумент20 страницBs en Iso 15614 12 2014pdf PDFVasile TomsaОценок пока нет
- EN 15085 Part 5 - GaneshДокумент36 страницEN 15085 Part 5 - GaneshNiranjan Rajavel TigerОценок пока нет
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormДокумент19 страницFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- Guide To ISO14731Документ8 страницGuide To ISO14731scandalthegoodОценок пока нет
- prEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosДокумент15 страницprEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosRicardo FernandesОценок пока нет
- CEN ISO TR 14745 (2015) (E) CodifiedДокумент4 страницыCEN ISO TR 14745 (2015) (E) CodifiedacampanellajoaquimamОценок пока нет
- BS EN 30042 (Alum)Документ18 страницBS EN 30042 (Alum)Pablo OchoaОценок пока нет
- En15085 Guideline-Part2 2017-11Документ22 страницыEn15085 Guideline-Part2 2017-11Quality MSIPLОценок пока нет
- Guide Fusion Welding Standards Per enДокумент2 страницыGuide Fusion Welding Standards Per enMakhfud EdyОценок пока нет
- BS en Iso 9606-5 - 2000Документ26 страницBS en Iso 9606-5 - 2000jesoneliteОценок пока нет
- 1011-2e DIN en Ion For Arc Welding of Ferritic SteelДокумент58 страниц1011-2e DIN en Ion For Arc Welding of Ferritic SteelЛюбомир ЛюбеновОценок пока нет
- Din en Iso 15614 - 5 - 2004Документ28 страницDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.Оценок пока нет
- Terms in Welding Standard en 15085Документ6 страницTerms in Welding Standard en 150850502raviОценок пока нет
- En 15085 ClassДокумент63 страницыEn 15085 Class0502ravi100% (3)
- CEN ISO TR 20174 EN Grouping System-Japan PDFДокумент29 страницCEN ISO TR 20174 EN Grouping System-Japan PDFumur kaçamaklıОценок пока нет
- PDFДокумент15 страницPDFkumarkk1969Оценок пока нет
- Arc Basics - FA 2009 ISO 14175 Revised StandardДокумент10 страницArc Basics - FA 2009 ISO 14175 Revised StandardCatalinОценок пока нет
- KIW03616 PED Poster A3 NL Web 1Документ1 страницаKIW03616 PED Poster A3 NL Web 1Vasko PlevnikОценок пока нет
- ISO - TR - 15608 - Welding Guide Line PDFДокумент10 страницISO - TR - 15608 - Welding Guide Line PDFDacher DanielОценок пока нет
- EN ISO 9606-1 (2013) (E) CodifiedДокумент0 страницEN ISO 9606-1 (2013) (E) Codifiedvimal_mech1230% (1)
- SAFed TC 4 Welding Procedure and Welder Approval Testing 21 Mar 2019 PDFДокумент24 страницыSAFed TC 4 Welding Procedure and Welder Approval Testing 21 Mar 2019 PDFFirdaus NasirОценок пока нет
- PED 2014-68-EU Guidelines EN PDFДокумент218 страницPED 2014-68-EU Guidelines EN PDFMali MedoОценок пока нет
- Iso 15607-2003 PDFДокумент18 страницIso 15607-2003 PDFIonut Florica100% (1)
- Iso 9606-3Документ30 страницIso 9606-3Aleksandar StojanovicОценок пока нет
- BS EN ISO 15607-2003 金属材料焊接程序规范和合格鉴定.总则 PDFДокумент22 страницыBS EN ISO 15607-2003 金属材料焊接程序规范和合格鉴定.总则 PDFunknown1711100% (1)
- BS en Iso 3834-5 2015Документ18 страницBS en Iso 3834-5 2015dan100% (2)
- DD Cen TR 10347-2006Документ14 страницDD Cen TR 10347-2006prabagaran88% (8)
- Cen Iso 17844 - 2004 PDFДокумент80 страницCen Iso 17844 - 2004 PDFANОценок пока нет
- Iso 17640 2017 en PDFДокумент11 страницIso 17640 2017 en PDFTanveer Ahmed Quadri100% (1)
- Sist en Iso 6848 2015 PDFДокумент10 страницSist en Iso 6848 2015 PDFRahul garjeОценок пока нет
- Questionnaire Manufacturer Assessment PDFДокумент27 страницQuestionnaire Manufacturer Assessment PDFulasОценок пока нет
- DIN en ISO 14175-2008-06 - Welding Consumables, Gases and Gas Mixtures For Fusion Welding and Allied ProcessesДокумент13 страницDIN en ISO 14175-2008-06 - Welding Consumables, Gases and Gas Mixtures For Fusion Welding and Allied ProcessesEduardo Javier Granados SanchezОценок пока нет
- En Iso 15611 (E)Документ8 страницEn Iso 15611 (E)mustafa gözüaçık100% (2)
- Cen TR 14633 (E)Документ9 страницCen TR 14633 (E)consssОценок пока нет
- Iso 3834 2 2005 en PDFДокумент6 страницIso 3834 2 2005 en PDFRamamoorthy SundarОценок пока нет
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Документ2 страницыArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiОценок пока нет
- CEN TR 10347 2006 Indoire La CaldДокумент16 страницCEN TR 10347 2006 Indoire La CaldRichard JonesОценок пока нет
- BS en 15085 2 RailvehiclesДокумент32 страницыBS en 15085 2 RailvehiclesSangam JonОценок пока нет
- 2010315102247994Документ14 страниц2010315102247994muhdjusriОценок пока нет
- 00-Din-27 Din en 15800 SpringsДокумент19 страниц00-Din-27 Din en 15800 SpringsEricisrael100% (2)
- TS en 15085-2-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 2 Kaynak İmalatçilarinin Kali̇te Özelli̇kleri̇ Ve Belgelendi̇ri̇lmesi̇Документ24 страницыTS en 15085-2-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 2 Kaynak İmalatçilarinin Kali̇te Özelli̇kleri̇ Ve Belgelendi̇ri̇lmesi̇c3409127100% (3)
- Design of Fastenings For Use in Concrete - DD CEN TS 1992-4!5!2009Документ28 страницDesign of Fastenings For Use in Concrete - DD CEN TS 1992-4!5!2009Abdul Hamid HamatОценок пока нет
- BS EN 474-10-2006+A1-2009 Earth-Moving Machinery - Safety PDFДокумент20 страницBS EN 474-10-2006+A1-2009 Earth-Moving Machinery - Safety PDFFaheem KhanОценок пока нет
- BS en 474-9 - 2022Документ29 страницBS en 474-9 - 2022yamen sayedОценок пока нет
- Welcome The Highroad Media Presentation of The Secret Law of Attraction As Explained by Napoleon Hill Compiled From Material Exerted and Adapted From Napoleon HillДокумент4 страницыWelcome The Highroad Media Presentation of The Secret Law of Attraction As Explained by Napoleon Hill Compiled From Material Exerted and Adapted From Napoleon HillDavid HoffmanОценок пока нет
- Tee L NT Ere Han G E: Steel Interchange Modern Steel Construction One East Wacker DR., Suite 3100 Chicago, IL 60601-2001Документ2 страницыTee L NT Ere Han G E: Steel Interchange Modern Steel Construction One East Wacker DR., Suite 3100 Chicago, IL 60601-2001David HoffmanОценок пока нет
- Elizabeth Laird - The House On The HillДокумент14 страницElizabeth Laird - The House On The HillIskra100% (1)
- Thinketh PDFДокумент22 страницыThinketh PDFDavid HoffmanОценок пока нет
- Job Description SupervisorДокумент2 страницыJob Description SupervisorDavid HoffmanОценок пока нет
- Hempadur Mastic 45880-45881Документ3 страницыHempadur Mastic 45880-45881David HoffmanОценок пока нет
- Img 0001Документ1 страницаImg 0001David HoffmanОценок пока нет
- Checklist For Splicing - EnglishДокумент2 страницыChecklist For Splicing - EnglishDavid HoffmanОценок пока нет
- Jauflex Ingles J 106 IДокумент1 страницаJauflex Ingles J 106 IDavid HoffmanОценок пока нет
- Leak Test Procedure of BoilerДокумент3 страницыLeak Test Procedure of BoilerDavid Hoffman100% (3)
- MCA Solution 80 Methanol NL EN - tcm18-9842Документ8 страницMCA Solution 80 Methanol NL EN - tcm18-9842David HoffmanОценок пока нет
- AkzoNobel SMCA MSDS 0909 Tcm18-10237Документ0 страницAkzoNobel SMCA MSDS 0909 Tcm18-10237David HoffmanОценок пока нет
- LLLLLLLLДокумент3 страницыLLLLLLLLDavid HoffmanОценок пока нет
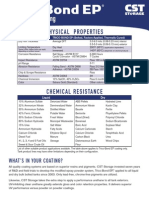
- TricoBondSpecSheet 2Документ2 страницыTricoBondSpecSheet 2David HoffmanОценок пока нет
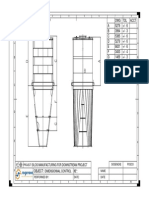
- Plan: Item: QtyДокумент1 страницаPlan: Item: QtyDavid HoffmanОценок пока нет
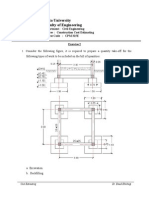
- Delta University Faculty of EngineeringДокумент2 страницыDelta University Faculty of EngineeringDavid HoffmanОценок пока нет
- The Six Pillars of Self - Esteem: 2. Self-Acceptance-Taking Responsibility For Your Thoughts, Feelings, and ActionsДокумент4 страницыThe Six Pillars of Self - Esteem: 2. Self-Acceptance-Taking Responsibility For Your Thoughts, Feelings, and ActionsDavid HoffmanОценок пока нет