Вам также может понравиться
- Simbologia Tablero Maquinaria PesadaДокумент2 страницыSimbologia Tablero Maquinaria Pesadajhonja75179% (39)
- NTC 4137Документ49 страницNTC 4137Arley Muñoz Ortiz100% (1)
- Manual Usos Del CobreДокумент123 страницыManual Usos Del CobremaluendajoseОценок пока нет
- RESOLUCION293Документ99 страницRESOLUCION293Blas Añazco100% (1)
- Válvula AntisismicaДокумент5 страницVálvula AntisismicaFireproof Sistemas ElectromecánicosОценок пока нет
- Norma Técnica Colombiana 3712Документ5 страницNorma Técnica Colombiana 3712José Palencia100% (2)
- Filtro SPIRAX SARCO Bridado PDFДокумент2 страницыFiltro SPIRAX SARCO Bridado PDFPaulo MaresОценок пока нет
- Ra7 116Документ6 страницRa7 116ignacio_nk2782Оценок пока нет
- Sensor CP10-Instrucciones de Instalación y MantenimientoДокумент2 страницыSensor CP10-Instrucciones de Instalación y MantenimientoJavier Adrian SilvaОценок пока нет
- Calculo de Diametro Tuberias Sistema Diesel Db5Документ4 страницыCalculo de Diametro Tuberias Sistema Diesel Db5Rafael Vidal ArauzoОценок пока нет
- Normas AstmДокумент5 страницNormas AstmMarco MolinaОценок пока нет
- NTC 5071 PDFДокумент9 страницNTC 5071 PDFMIGUEL ANGEL ZAFRA FONTALОценок пока нет
- SD-E-21 Especificaciones Técnicas Diseño Construcción e Instalación de Una Acometida Rev. 3Документ23 страницыSD-E-21 Especificaciones Técnicas Diseño Construcción e Instalación de Una Acometida Rev. 3Raul SebastiamОценок пока нет
- AsmeДокумент105 страницAsmeveromarmolejoОценок пока нет
- NTC3857Документ36 страницNTC3857Diego Fernando Vidal PastranaОценок пока нет
- Anexo A - Especificación TécnicaДокумент21 страницаAnexo A - Especificación TécnicaAlbertoGarnicaОценок пока нет
- SD-E-21 Especificaciones Técnicas Diseño Construcción e Instalación de Una Acometida Rev. 4Документ20 страницSD-E-21 Especificaciones Técnicas Diseño Construcción e Instalación de Una Acometida Rev. 4Alejandro HerviasОценок пока нет
- NTC2576Документ16 страницNTC2576cesar_durango100% (1)
- Detector de Velocidad CeroДокумент2 страницыDetector de Velocidad CeroL. Raul Huarca N.Оценок пока нет
- Catalogo de Soportes FlexiblesДокумент289 страницCatalogo de Soportes FlexiblesBryan Pérez PérezОценок пока нет
- Tubería de Resina Reforzada Con Fibra de Vidrio para La Recolección Y Transporte de Hidrocarburos Líquidos Y Gaseosos Y Fluidos CorrosivosДокумент44 страницыTubería de Resina Reforzada Con Fibra de Vidrio para La Recolección Y Transporte de Hidrocarburos Líquidos Y Gaseosos Y Fluidos CorrosivosSissy PA100% (1)
- Manual Productos ExtrucolДокумент43 страницыManual Productos ExtrucolMaliton QuimbayoОценок пока нет
- Lista de Precios Fosa 2013Документ15 страницLista de Precios Fosa 2013Fercho NoriegaОценок пока нет
- Curso Gas NaturalДокумент6 страницCurso Gas NaturalAnonymous Bq1h5dОценок пока нет
- Simbologia y Codigo de Literales de InstrumentacionДокумент1 страницаSimbologia y Codigo de Literales de Instrumentacionlos_pinos2100% (1)
- NTC - 2983Документ9 страницNTC - 2983Maritza RuedaОценок пока нет
- Valoracion Tecnica y EconomicaДокумент2 страницыValoracion Tecnica y EconomicaMario César Bartra FloresОценок пока нет
- Tablacomparativa-Nom-001-Sede-2012 y Nom-001-Sede-2018Документ85 страницTablacomparativa-Nom-001-Sede-2012 y Nom-001-Sede-2018Henrry Galvez100% (1)
- NTC3944Документ5 страницNTC3944Sergio Ángulo MelendezОценок пока нет
- Norma Técnica Colombiana 3769Документ6 страницNorma Técnica Colombiana 3769DIRECTOR COMERCIALОценок пока нет
- NTC2150 Recubrimiento ElectroliticoДокумент18 страницNTC2150 Recubrimiento ElectroliticoPedro Barcelo JureОценок пока нет
- NTC 522-1 RECIPIENTES METÁLICOS CILINDROS DE ACERO CON COSTURA PARA GASES LICUADOS DE PETRÓLEO (GLP) CON CAPACIDAD DESDE 5 KG HASTA 46 KGДокумент28 страницNTC 522-1 RECIPIENTES METÁLICOS CILINDROS DE ACERO CON COSTURA PARA GASES LICUADOS DE PETRÓLEO (GLP) CON CAPACIDAD DESDE 5 KG HASTA 46 KGfredy acosta100% (1)
- Norma Técnica Colombiana 3950 PDFДокумент11 страницNorma Técnica Colombiana 3950 PDFAnonymous NpiKhs5bОценок пока нет
- Capacitación Pigs - Elastómeros PVM (00000003) PDFДокумент54 страницыCapacitación Pigs - Elastómeros PVM (00000003) PDFelichavez84100% (2)
- Spanish LV5 1000Документ298 страницSpanish LV5 1000Jose Emmanuel CortésОценок пока нет
- Código de Colores para Aislamientos PDFДокумент1 страницаCódigo de Colores para Aislamientos PDFUlises Villagomez JaramilloОценок пока нет
- COM-HT-002 B Kit Aislamiento PDFДокумент6 страницCOM-HT-002 B Kit Aislamiento PDFNilton Santillan OrtegaОценок пока нет
- Cursos SoldaduraДокумент2 страницыCursos SoldaduraRafaeldiaz0% (1)
- NTC - 3631 - 3A PDFДокумент27 страницNTC - 3631 - 3A PDFLisbey AguirreОценок пока нет
- NRF-249-PEMEX-201011 Sistemas de Fuerza IninterrumpibleДокумент42 страницыNRF-249-PEMEX-201011 Sistemas de Fuerza Ininterrumpiblefernandolozada79100% (1)
- Api 5L X-70 PDFДокумент11 страницApi 5L X-70 PDFnelОценок пока нет
- Normas de Seguridad Ip65Документ4 страницыNormas de Seguridad Ip65Ciro Romero EstradaОценок пока нет
- Presentacion SDGNДокумент38 страницPresentacion SDGNIsmael CaballeroОценок пока нет
- Comparacion Normativa Nacional y Europea Produccion de PelletДокумент7 страницComparacion Normativa Nacional y Europea Produccion de PelletSimon SerqueiraОценок пока нет
- Grupos Electrogenos Mercedes BenzДокумент7 страницGrupos Electrogenos Mercedes Benzwalsystem22Оценок пока нет
- Marcelo Cortes Instalaciones A Gas Gasco Junio 2013 PDFДокумент25 страницMarcelo Cortes Instalaciones A Gas Gasco Junio 2013 PDFAliceОценок пока нет
- Respuesta A Observaciones IIIДокумент32 страницыRespuesta A Observaciones IIITato BarriosОценок пока нет
- Nag 201Документ123 страницыNag 201Ricardo HopeОценок пока нет
- Norma Tecnica Mascara de SoldarДокумент28 страницNorma Tecnica Mascara de SoldarGabi MontoyaОценок пока нет
- NP 49 017 15 AA Parámetros de Confort TérmicoДокумент12 страницNP 49 017 15 AA Parámetros de Confort Térmicoruben osorioОценок пока нет
- FT Bridas c40Документ2 страницыFT Bridas c40Eulogio Peraza100% (1)
- Supervision en SoldadurasДокумент25 страницSupervision en SoldadurasManuel PC100% (1)
- NTC3649 PDFДокумент9 страницNTC3649 PDFEdinsonОценок пока нет
- Norma Tecnica Colombiana 2700Документ5 страницNorma Tecnica Colombiana 2700Jhonatan PrietoОценок пока нет
- NTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFДокумент48 страницNTC 2290 Electrodos Revestidos para Soldadura de Aceros Inoxidables PDFjavoidea696526Оценок пока нет
- NTC 3354 Electrodos y Varillas para Soldadura de Fundiciones de Hierro PDFДокумент34 страницыNTC 3354 Electrodos y Varillas para Soldadura de Fundiciones de Hierro PDFjavoidea696526Оценок пока нет
- NTC 3571 Electrodos Desnudos y Varillas para Soldadura de Aluminio y Sus Aleaciones PDFДокумент37 страницNTC 3571 Electrodos Desnudos y Varillas para Soldadura de Aluminio y Sus Aleaciones PDFjavoidea696526Оценок пока нет
- NTC 2191 Electrodos Revestidos para Soldaduras de Aceros Al Carbono PDFДокумент70 страницNTC 2191 Electrodos Revestidos para Soldaduras de Aceros Al Carbono PDFjavoidea69652650% (2)
- NTC 161 Barras (Y Rollos) Lisos y Corrugados de Acero Al Carbono PDFДокумент20 страницNTC 161 Barras (Y Rollos) Lisos y Corrugados de Acero Al Carbono PDFMarcos Suarez100% (1)
- NTC9 PDFДокумент13 страницNTC9 PDFSantiago GarnicaОценок пока нет
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFДокумент32 страницыNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526Оценок пока нет
- Lista de Chequeo VerificaciónДокумент1 страницаLista de Chequeo Verificaciónjhonja751Оценок пока нет
- Teoria Teorema Pitagoras Funciones TrigonometricasДокумент12 страницTeoria Teorema Pitagoras Funciones Trigonometricasjhonja751Оценок пока нет
- Solución Taller Métodos Proyección 2DДокумент6 страницSolución Taller Métodos Proyección 2Djhonja751Оценок пока нет
- Fallas - Culata y JuntaДокумент3 страницыFallas - Culata y Juntajhonja751Оценок пока нет
- Preguntas Sobre CulataДокумент3 страницыPreguntas Sobre Culatajhonja751Оценок пока нет
- Presentacion Las 4 CДокумент6 страницPresentacion Las 4 Cjhonja751Оценок пока нет
- GFPI-F-135 Guia de Aprendizaje 02Документ7 страницGFPI-F-135 Guia de Aprendizaje 02jhonja751Оценок пока нет
- Cierre Corriente PDFДокумент28 страницCierre Corriente PDFjhonja751Оценок пока нет
- Redes de Distribución de Gas NaturalДокумент15 страницRedes de Distribución de Gas Naturaljhonja751Оценок пока нет
- Plano de Iluminación 1Документ1 страницаPlano de Iluminación 1jhonja751Оценок пока нет
- 3 GFPI-F-019 Formato Guia de Aprendizaje 02 1Документ5 страниц3 GFPI-F-019 Formato Guia de Aprendizaje 02 1jhonja751Оценок пока нет
- Manual Sierra-Sinfin PDFДокумент16 страницManual Sierra-Sinfin PDFjhonja751Оценок пока нет
- Evidencia 7 Estudio de CasoДокумент9 страницEvidencia 7 Estudio de Casojhonja751Оценок пока нет
- Normas MontacargasДокумент2 страницыNormas Montacargasjhonja751Оценок пока нет
- 1 GFPI-F-019 Formato Guia de AprendizajeДокумент8 страниц1 GFPI-F-019 Formato Guia de Aprendizajejhonja751Оценок пока нет
- Evidencia 1 Informe ResultadosДокумент9 страницEvidencia 1 Informe Resultadosjhonja751Оценок пока нет
- Serie 2 BДокумент2 страницыSerie 2 BAdriana CastellanosОценок пока нет
- INTRODUCCIONДокумент1 страницаINTRODUCCIONEliana SaenzОценок пока нет
- Tantalio y NiobioДокумент20 страницTantalio y NiobioAleja Estupiñan SilvaОценок пока нет
- Analisis Elemental CuantitativoДокумент8 страницAnalisis Elemental CuantitativoEdgardo_Ramire_4956Оценок пока нет
- Planta de PlomoДокумент69 страницPlanta de PlomoCesar Eduardo Mego SaucedoОценок пока нет
- Laboratorio 2Документ27 страницLaboratorio 2Mili Kath PCОценок пока нет
- Nte 950 Recubrimientos MetalicosДокумент8 страницNte 950 Recubrimientos MetalicosAlexandra Ubaque BedoyaОценок пока нет
- Funciones Quimicas InorganicasДокумент9 страницFunciones Quimicas InorganicasLuis Perez PradoОценок пока нет
- Taller EstequiometriaДокумент10 страницTaller EstequiometriaJose Marlove Gonzalez Hernandez25% (4)
- Complejo de VaskaДокумент7 страницComplejo de VaskaDomingo José Hernández MolinaОценок пока нет
- PolioxometalatoДокумент2 страницыPolioxometalatoVictorОценок пока нет
- Concentrados de ZNДокумент34 страницыConcentrados de ZNJazFachinОценок пока нет
- Serie Actividad Metales, Celda Electroquimica EntalpiaДокумент5 страницSerie Actividad Metales, Celda Electroquimica EntalpiaAlexis71% (7)
- Ejercicios de Farday 2 (Alumno) 27-Abr.-2022Документ4 страницыEjercicios de Farday 2 (Alumno) 27-Abr.-2022Julian PerezОценок пока нет
- Universidad Nacional Del AltiplanoДокумент6 страницUniversidad Nacional Del AltiplanoalexОценок пока нет
- Semana 9 - Reacciones QuimicasДокумент5 страницSemana 9 - Reacciones QuimicasNilОценок пока нет
- 4.metales FerreosДокумент59 страниц4.metales FerreosChaman KingОценок пока нет
- Recuperatorio de Fisicoquímica 2 Trimestre 3°2° Turno TardeДокумент2 страницыRecuperatorio de Fisicoquímica 2 Trimestre 3°2° Turno TardeMartin BuchananОценок пока нет
- Cuanderno 1 Común Tabla PeríodicaДокумент22 страницыCuanderno 1 Común Tabla PeríodicafranciscoОценок пока нет
- Me TalesДокумент2 страницыMe TalesEleazarColladoОценок пока нет
- Diagrama de FlujoДокумент2 страницыDiagrama de FlujoDeimer zapaОценок пока нет
- Electrorefinacion Del PlomoДокумент9 страницElectrorefinacion Del PlomoDick Chavez QuintanaОценок пока нет
- E MisionesДокумент275 страницE MisionesAndrea FrancoОценок пока нет
- Artículo en EspañolДокумент14 страницArtículo en EspañolPaola SanchezОценок пока нет
- Actividades 3º ESO - 2019 PDFДокумент5 страницActividades 3º ESO - 2019 PDFMaria fradeОценок пока нет
- Manual Valvula SolenoideДокумент2 страницыManual Valvula Solenoideestebang956Оценок пока нет
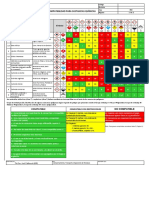
- Tabla Incompatibilidad Sust QuímicasДокумент2 страницыTabla Incompatibilidad Sust QuímicasMarlon Alvarez Rucu100% (1)
- HSI 141 Soplador CentrifugoДокумент6 страницHSI 141 Soplador CentrifugoEdg MerlínОценок пока нет
- Flejes de Precision PDFДокумент12 страницFlejes de Precision PDFGerardo LopezОценок пока нет
- INO Nodulos Costras SulfurosДокумент98 страницINO Nodulos Costras SulfurossdsdasdasdadsadsОценок пока нет