Вам также может понравиться
- COLLOIDAL GOLD RECIPE - CitrateДокумент9 страницCOLLOIDAL GOLD RECIPE - CitrateDevon Narok100% (4)
- BS en 15383 2013 PDFДокумент34 страницыBS en 15383 2013 PDFIoana NisiparuОценок пока нет
- WPQ TemplateДокумент1 страницаWPQ Templatejoshrathburn1980Оценок пока нет
- Plumbing-Max FajardoДокумент175 страницPlumbing-Max Fajardoaj80% (5)
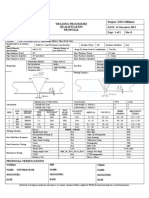
- Welding Procedure Specification For GTAWДокумент9 страницWelding Procedure Specification For GTAWraja reyhanОценок пока нет
- ts203 PDFДокумент45 страницts203 PDFSergio AlejandroОценок пока нет
- WPS Asme Ix PDFДокумент4 страницыWPS Asme Ix PDFSergiu LungОценок пока нет
- Itp Electrical SwitchgearДокумент4 страницыItp Electrical SwitchgearpertmasterОценок пока нет
- Wps Mig PDF FreeДокумент3 страницыWps Mig PDF Freehanz bermejoОценок пока нет
- G. Std. ITP For Pipeline Job PDFДокумент4 страницыG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWОценок пока нет
- QAP For Conical StrainerДокумент2 страницыQAP For Conical StrainersatishchidrewarОценок пока нет
- Schedule of Test Welder Qualification:: 041/VIII/STWQ/2014Документ2 страницыSchedule of Test Welder Qualification:: 041/VIII/STWQ/2014Muhammad Fitransyah Syamsuar PutraОценок пока нет
- 2G & 5GДокумент2 страницы2G & 5GRahul MoottolikandyОценок пока нет
- QAP For PQR'S - For Impact TestingДокумент3 страницыQAP For PQR'S - For Impact TestingDries VandezandeОценок пока нет
- Cold Tap Coating Report 2Документ1 страницаCold Tap Coating Report 2Jamal BakhtОценок пока нет
- Itp TankageДокумент7 страницItp TankageIr FankovicОценок пока нет
- Specific Gravity PDFДокумент457 страницSpecific Gravity PDFvasantnajanОценок пока нет
- Visual Welding Inspection Procedure Doc Scribd - Google SearchДокумент2 страницыVisual Welding Inspection Procedure Doc Scribd - Google SearchMuhamad Richard MenarizkiОценок пока нет
- Msog-m1611-Qaqc-gp-002 - Code 2 - Itp Piping and StructuresДокумент5 страницMsog-m1611-Qaqc-gp-002 - Code 2 - Itp Piping and StructuresMohd SaffririzalОценок пока нет
- SAIC-W-2077 Weld Joint Identification SystemДокумент1 страницаSAIC-W-2077 Weld Joint Identification Systemkarioke mohaОценок пока нет
- NDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofДокумент9 страницNDE TABLE For HEADER BOX - R0 Modified With Type 1 Joint ofrony16novОценок пока нет
- Material Inspection Report: Project Name Date InspДокумент22 страницыMaterial Inspection Report: Project Name Date InspRafiqKuОценок пока нет
- Technical Bid Evaluation SheetДокумент3 страницыTechnical Bid Evaluation SheetPer Bagus HandokoОценок пока нет
- Ug PipingДокумент1 страницаUg PipingVinoth KumarОценок пока нет
- Instrumentation and ControlsДокумент2 страницыInstrumentation and ControlsTrí NguyễnОценок пока нет
- WPS - Smaw - 2Документ6 страницWPS - Smaw - 2Harkesh RajputОценок пока нет
- P Q R - 005Документ2 страницыP Q R - 005Courtney DukeОценок пока нет
- Circularity Inspection Report: Shell Course (LW) CW CWДокумент14 страницCircularity Inspection Report: Shell Course (LW) CW CWaszlizaОценок пока нет
- Welding Procedure Specification (WPS) : N.A N.AДокумент1 страницаWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiОценок пока нет
- Procedure For DYE PENETRANT TestingДокумент10 страницProcedure For DYE PENETRANT TestingKarrar Talib100% (1)
- Welder and Welder Operator Qualification Record FormДокумент1 страницаWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohОценок пока нет
- Hydro Test ReportДокумент2 страницыHydro Test ReportAnonymous a8oga83Оценок пока нет
- PWHTДокумент103 страницыPWHTChetan B KapadiaОценок пока нет
- Specification For Visula Welding InspectionsДокумент5 страницSpecification For Visula Welding InspectionsAhmed Shaban KotbОценок пока нет
- Information and Inspection: Type of Test: Service Test / Leak TestДокумент2 страницыInformation and Inspection: Type of Test: Service Test / Leak TestNorman MoralesОценок пока нет
- CPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingДокумент18 страницCPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingAdil Ijaz100% (1)
- TopCoreBelco 101 FCДокумент9 страницTopCoreBelco 101 FCCesar ArellanoОценок пока нет
- Inspection & Test Plan: Dangote Oil Refinery CompanyДокумент7 страницInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatОценок пока нет
- JK Pipeline Welding & Installation Traceability Procedure CoДокумент1 страницаJK Pipeline Welding & Installation Traceability Procedure Cogst ajahОценок пока нет
- QCF307 Post Weld Heat TreamentДокумент1 страницаQCF307 Post Weld Heat TreamentminhnnОценок пока нет
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmДокумент1 страницаWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiОценок пока нет
- GMCo - WPSДокумент8 страницGMCo - WPSMohamed AtefОценок пока нет
- Hydrostatic Test Procedure For Ug Non-Metallic Piping SystemДокумент16 страницHydrostatic Test Procedure For Ug Non-Metallic Piping SystemabrayalamОценок пока нет
- Suggested Wps Forms ASME - IX 2010Документ5 страницSuggested Wps Forms ASME - IX 2010Ajay ChodankarОценок пока нет
- CV of Engineer MD Sazid Alam1Документ8 страницCV of Engineer MD Sazid Alam1Alam MD SazidОценок пока нет
- Approved Weld Procedure SpecificationsДокумент38 страницApproved Weld Procedure SpecificationsJohan0001Оценок пока нет
- Tips Wps FormatДокумент5 страницTips Wps FormatWaqas WaqasОценок пока нет
- Electrode Brand Name and Class MirfaДокумент13 страницElectrode Brand Name and Class MirfaAnonymous rYZyQQot55Оценок пока нет
- Welding MapДокумент1 страницаWelding MapSriram Vj100% (1)
- Wq-sj-Almco-qual-03129 - Pa and Tofd Procedure Rev AДокумент41 страницаWq-sj-Almco-qual-03129 - Pa and Tofd Procedure Rev AJerry Man UtdОценок пока нет
- Full Water Test ProcedureДокумент3 страницыFull Water Test Procedureasmira rosliОценок пока нет
- QC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002Документ3 страницыQC Surveillance Report (SR) Circulation Sheet: Cancelled Activity On 017-PRK-31002ulfaОценок пока нет
- Temporary Bline List For Tank (Sheet-1 & Sheet-2)Документ2 страницыTemporary Bline List For Tank (Sheet-1 & Sheet-2)thmaraishriОценок пока нет
- Design List For Hvac Equipments: Project: Hvac System - Living Quarter Bk3-Bk10 VietsovpetroДокумент2 страницыDesign List For Hvac Equipments: Project: Hvac System - Living Quarter Bk3-Bk10 VietsovpetrovamcodongОценок пока нет
- P1 Group Pipe Purging ProcedureДокумент2 страницыP1 Group Pipe Purging Procedurembrush810Оценок пока нет
- Doc. No Revision No Revision DateДокумент6 страницDoc. No Revision No Revision DateShyam SinghОценок пока нет
- MSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryДокумент1 страницаMSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryMohd SaffririzalОценок пока нет
- PTДокумент7 страницPTMohdHuzairiRusliОценок пока нет
- Liquid Penetrant Examination ProcedureДокумент15 страницLiquid Penetrant Examination ProcedureANH TAI MAI100% (1)
- WPS AMC-0195 Rev 01Документ3 страницыWPS AMC-0195 Rev 01umer.shariff87Оценок пока нет
- Machote WPQ SoldadoresДокумент17 страницMachote WPQ SoldadoresAries MarteОценок пока нет
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserДокумент80 страницAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepОценок пока нет
- AsmeДокумент11 страницAsmeManoj BallaОценок пока нет
- Chapter 4 Carbon and Its CompoundsДокумент44 страницыChapter 4 Carbon and Its CompoundsKaran Raj SinghОценок пока нет
- Bronze Ball Valve 600 WOGДокумент35 страницBronze Ball Valve 600 WOGCarlos Luis Esquerdo MarcanoОценок пока нет
- FLAME-2022 Paper 681Документ9 страницFLAME-2022 Paper 681swastik soniОценок пока нет
- Standard Welding Procedure Specification (SWPS) For: Site LicenseДокумент26 страницStandard Welding Procedure Specification (SWPS) For: Site LicenseAlex MendozaОценок пока нет
- SF - Glass-Fiber-Reinforced Concrete (GFRC)Документ6 страницSF - Glass-Fiber-Reinforced Concrete (GFRC)SunilОценок пока нет
- Dew Point Compressed Air Application Note B210991EN B LOW v1Документ4 страницыDew Point Compressed Air Application Note B210991EN B LOW v1edgardОценок пока нет
- Foundary WorkshopДокумент37 страницFoundary WorkshopAsmitaОценок пока нет
- Electrochemical Behaviour and Analysis of ZN andДокумент13 страницElectrochemical Behaviour and Analysis of ZN andluv muvОценок пока нет
- Katalog Honeywell GabunganДокумент8 страницKatalog Honeywell GabunganAnugrah FebrinoОценок пока нет
- Felt Baby PenguinДокумент4 страницыFelt Baby PenguinmONICAОценок пока нет
- RUBLS SILIC Silicone RubberДокумент5 страницRUBLS SILIC Silicone RubberaqarqorОценок пока нет
- Deoflow - F - DogДокумент2 страницыDeoflow - F - Dogex caliburОценок пока нет
- Evaluation of Agricultural LimestoneДокумент2 страницыEvaluation of Agricultural LimestonesoumyaОценок пока нет
- Bca Fsor (2018q1)Документ33 страницыBca Fsor (2018q1)KaWei100% (1)
- Construction and Building Materials: Yasumichi Koshiro, Kenichi IchiseДокумент7 страницConstruction and Building Materials: Yasumichi Koshiro, Kenichi IchiseSaad UllahОценок пока нет
- Oils (AutoRecovered)Документ15 страницOils (AutoRecovered)Real NanotechОценок пока нет
- The Study of Bonding Mechanism of Expandable Graphite Based Intumescent CoatingДокумент6 страницThe Study of Bonding Mechanism of Expandable Graphite Based Intumescent CoatingMatheus CiveiraОценок пока нет
- Cross-Linked Polymer Synthesis: SynonymsДокумент11 страницCross-Linked Polymer Synthesis: Synonymsdca13Оценок пока нет
- 2020-03 Technical Data Sheet LiOH BG CMPДокумент4 страницы2020-03 Technical Data Sheet LiOH BG CMPSergey GlazzОценок пока нет
- Super CAL HTДокумент2 страницыSuper CAL HTNandakumarОценок пока нет
- TDS - VISCOATEX™ 730 - en - WW-2021-02-18Документ2 страницыTDS - VISCOATEX™ 730 - en - WW-2021-02-18Hai NguyenОценок пока нет
- TataniumДокумент2 страницыTataniumRanjit GwaliaОценок пока нет
- A. Precedure/ Data Collection (15 Marks)Документ2 страницыA. Precedure/ Data Collection (15 Marks)Davies MasumbaОценок пока нет
- SCRДокумент5 страницSCRpramod_tryОценок пока нет
- RIOXAMДокумент2 страницыRIOXAMJuar VaveОценок пока нет
- Technomig 150 Dual Synergic 230VДокумент2 страницыTechnomig 150 Dual Synergic 230VVicОценок пока нет