Вам также может понравиться
- Mce516 Lecture Note 1Документ98 страницMce516 Lecture Note 1Edward JОценок пока нет
- Study of Process Parameters of Gravity Die Casting DefectsДокумент4 страницыStudy of Process Parameters of Gravity Die Casting DefectsIAEME PublicationОценок пока нет
- Advantages and Disadvantages of Different Casting ProcessesДокумент8 страницAdvantages and Disadvantages of Different Casting ProcessesTahaMustahsan100% (14)
- Powder Met CH 1Документ28 страницPowder Met CH 1thomasvictor2005Оценок пока нет
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringДокумент69 страницMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaОценок пока нет
- Week 2 Advanced Workshop PracticeДокумент28 страницWeek 2 Advanced Workshop PracticeBasit AliОценок пока нет
- L.1.3 Other Casting ProcessesДокумент44 страницыL.1.3 Other Casting ProcessesshanthakumargcОценок пока нет
- Assignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessДокумент10 страницAssignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessTushar PingateОценок пока нет
- Sand CastingДокумент5 страницSand CastingEfy BellaОценок пока нет
- ME 330 Manufacturing Processes Casting Processes (Cont.)Документ39 страницME 330 Manufacturing Processes Casting Processes (Cont.)Sibu SibuОценок пока нет
- Near Net Shape Forming Using Semi-Solid Metal FormingДокумент35 страницNear Net Shape Forming Using Semi-Solid Metal FormingSarjito100% (1)
- Final Assignment AMPДокумент9 страницFinal Assignment AMPMebrahtom LuelОценок пока нет
- Description of Machining Process: Figure 1 - Face Milling ProcessДокумент7 страницDescription of Machining Process: Figure 1 - Face Milling ProcessAmirul SyakirОценок пока нет
- Manufacturing Processes 1Документ9 страницManufacturing Processes 1Kodok SuperОценок пока нет
- DFM ch-2Документ114 страницDFM ch-2Trâp A NâtïøñОценок пока нет
- MTech Production Thesis on Advanced Casting ProcessesДокумент42 страницыMTech Production Thesis on Advanced Casting ProcessesPrikshit Gothwal100% (1)
- Basic Mechanical & MechanismДокумент56 страницBasic Mechanical & MechanismAdian SivaОценок пока нет
- Fusible Core Injection MoldingДокумент4 страницыFusible Core Injection MoldingprisimparamОценок пока нет
- CH 11Документ77 страницCH 11Davinder SinghОценок пока нет
- Innovative Casting TechniquesДокумент20 страницInnovative Casting TechniquesSubhash SharmaОценок пока нет
- 4 Various Types of Expendable Mold and Permanent Mold CastingДокумент45 страниц4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliОценок пока нет
- Topic2 Casting Spring08-09Документ85 страницTopic2 Casting Spring08-09Ayush KishoreОценок пока нет
- Casting ProcessДокумент30 страницCasting ProcessParas ThakurОценок пока нет
- Assignment IДокумент23 страницыAssignment I016 ARUNACHALAM S R MОценок пока нет
- Casting Process Guide for Manufacturing PartsДокумент3 страницыCasting Process Guide for Manufacturing Partskrishna tejaОценок пока нет
- Ch11metalcastingprocДокумент74 страницыCh11metalcastingprocCharurat KongyangОценок пока нет
- Brass Flange CastingДокумент10 страницBrass Flange CastingManjunath ReddyОценок пока нет
- Casting Series 6Документ47 страницCasting Series 6Janmayjoy Halder SwagataОценок пока нет
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsДокумент164 страницыRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmОценок пока нет
- BrownДокумент4 страницыBrownKhairus SidqiОценок пока нет
- METAL CASTING GUIDEДокумент18 страницMETAL CASTING GUIDEvelavansuОценок пока нет
- Manufacturing Processes TypesДокумент60 страницManufacturing Processes Typeswaqasnasir84Оценок пока нет
- Advanced Injection MouldingДокумент29 страницAdvanced Injection MouldingShubham ChaudharyОценок пока нет
- Manufacturing Technology - I Course ID: ME 222 (3-0-0-6)Документ33 страницыManufacturing Technology - I Course ID: ME 222 (3-0-0-6)captain indiaОценок пока нет
- Introduction To Casting ProcessesДокумент11 страницIntroduction To Casting Processesuvsing100% (2)
- Chapter 11Документ102 страницыChapter 11223399Оценок пока нет
- Metal CastingДокумент2 страницыMetal CastingSujay Das SonuОценок пока нет
- Design Guide For Forging SДокумент19 страницDesign Guide For Forging Schidambaram kasiОценок пока нет
- Permanent Mold Casting Module - 2BДокумент107 страницPermanent Mold Casting Module - 2BZeeshan RafiqОценок пока нет
- MM Experiment ReportДокумент10 страницMM Experiment ReportAbdullah ArshadОценок пока нет
- Dr. Chaitanya Sharma Phd. Iit RoorkeeДокумент40 страницDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeОценок пока нет
- HandBook Die Casting2Документ5 страницHandBook Die Casting2Terence TanОценок пока нет
- Die Casting ResearchДокумент10 страницDie Casting Researchمحمد الخالديОценок пока нет
- Manu - Process (Unit 1-4)Документ223 страницыManu - Process (Unit 1-4)vrinda.bhardwaj.52Оценок пока нет
- Casting DefectДокумент5 страницCasting DefectSaurabhОценок пока нет
- Adama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringДокумент12 страницAdama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringAbel MeketaОценок пока нет
- Ch11 More Metal CastingДокумент87 страницCh11 More Metal CastingNaresh N BabuОценок пока нет
- Casting and Welding GuideДокумент27 страницCasting and Welding GuidePavaniОценок пока нет
- Publication 11 12691 1710Документ5 страницPublication 11 12691 1710xf9bk4wpbfОценок пока нет
- MP-II COPYRIGHT PPT by SJYДокумент177 страницMP-II COPYRIGHT PPT by SJYMohit GajaralwarОценок пока нет
- Lab Report 2Документ21 страницаLab Report 2Cherif ChokeirОценок пока нет
- Permanent Mold CastingДокумент2 страницыPermanent Mold CastingEditor IJRITCCОценок пока нет
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОт EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОценок пока нет
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- The Fabrication of Materials: Materials TechnologyОт EverandThe Fabrication of Materials: Materials TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesОт EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesОценок пока нет
- Engineering Applications: A Project Resource BookОт EverandEngineering Applications: A Project Resource BookРейтинг: 2.5 из 5 звезд2.5/5 (1)
- Rando KeystrokesДокумент2 страницыRando KeystrokesabgiОценок пока нет
- 4.1 Production of Metal Powders - Compaction - Sintering and Finishing PDFДокумент19 страниц4.1 Production of Metal Powders - Compaction - Sintering and Finishing PDFabgiОценок пока нет
- MC DonaldsДокумент1 страницаMC DonaldsabgiОценок пока нет
- Ece101 Electron-Devices-And-circuits Eth 1.20 Ac29Документ2 страницыEce101 Electron-Devices-And-circuits Eth 1.20 Ac29Allen ChandlerОценок пока нет
- Semiconductor Materials and DevicesДокумент64 страницыSemiconductor Materials and Devicesabgi100% (1)
- Ece101 Electron-Devices-And-circuits Eth 1.20 Ac29Документ2 страницыEce101 Electron-Devices-And-circuits Eth 1.20 Ac29Allen ChandlerОценок пока нет
- BJTs Key operating principles and characteristicsДокумент8 страницBJTs Key operating principles and characteristicsabgiОценок пока нет
- Beaches in PondicherryДокумент2 страницыBeaches in PondicherryabgiОценок пока нет
- Sample Minutes FormatДокумент2 страницыSample Minutes Formatdroffilcz27Оценок пока нет
- Center LatheДокумент33 страницыCenter LathejohnОценок пока нет
- Tugas Si SadeДокумент25 страницTugas Si SadeNabil SatriaОценок пока нет
- Bhushan Steel's Summer Training ReportДокумент54 страницыBhushan Steel's Summer Training ReportsandeepОценок пока нет
- Machine Tool MotionsДокумент7 страницMachine Tool MotionsAbdelhay Mohamed HassanОценок пока нет
- Alcon BobbinsДокумент2 страницыAlcon BobbinsSatvik VatsaОценок пока нет
- How To Paint A CarДокумент13 страницHow To Paint A CarJohn Doeling100% (3)
- RIVKLEДокумент56 страницRIVKLEserzo75Оценок пока нет
- EN 05 BolzenДокумент18 страницEN 05 BolzenNasajonОценок пока нет
- Procedure Qualification Record PQRДокумент3 страницыProcedure Qualification Record PQRNMBaihakiARОценок пока нет
- Tool Life Wear Mach Inability Q A For StudentsДокумент13 страницTool Life Wear Mach Inability Q A For StudentsRavinder Antil100% (4)
- Investigations On Belt Polishing of Heat-Resistant Titanium AlloysДокумент7 страницInvestigations On Belt Polishing of Heat-Resistant Titanium AlloysrajeevОценок пока нет
- New Microsoft Word DocumentДокумент19 страницNew Microsoft Word DocumentŤhåýğųŢjОценок пока нет
- ASTM A193 and A194 Quick Reference GuideДокумент5 страницASTM A193 and A194 Quick Reference GuidegarrybieberОценок пока нет
- ACP SpecificationДокумент1 страницаACP Specificationakgupta733779Оценок пока нет
- Fastenal product standard for heavy hex structural boltsДокумент2 страницыFastenal product standard for heavy hex structural boltscristi_mtОценок пока нет
- A E G H J M N O C D: Test Project For The 42Nd. Worldskills Competition in Leipzig, Germany 2013. All Rights ReservedДокумент8 страницA E G H J M N O C D: Test Project For The 42Nd. Worldskills Competition in Leipzig, Germany 2013. All Rights ReservedMiller Andres Ladino Fernandez100% (1)
- Duragal Easy Welding Guide PDFДокумент28 страницDuragal Easy Welding Guide PDFRrrrrrrОценок пока нет
- Mini Wood Lathe: Model No. 055-4504-8Документ14 страницMini Wood Lathe: Model No. 055-4504-8Reza AldavoodОценок пока нет
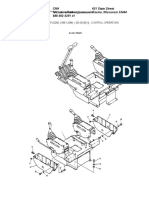
- Control OperatorsДокумент3 страницыControl OperatorsAnonymous cS9UMvhBqОценок пока нет
- Calculation Manufacturing ProcessДокумент18 страницCalculation Manufacturing ProcessEncik MaaОценок пока нет
- Canales UNISTRUTДокумент44 страницыCanales UNISTRUTMarkОценок пока нет
- Production Technology Ch24Документ16 страницProduction Technology Ch24Nimmagadda BharathОценок пока нет
- CNC Manuals (Lathe and Milling)Документ5 страницCNC Manuals (Lathe and Milling)Salman TanseerОценок пока нет
- Beaten Metalwork Techniques and ToolsДокумент10 страницBeaten Metalwork Techniques and ToolsAlfred Kuwodza100% (1)
- Machine Tools and Digital Manufacturing ExamДокумент2 страницыMachine Tools and Digital Manufacturing ExamswalihОценок пока нет
- TO Oznake ISO15787Документ7 страницTO Oznake ISO15787Diego ReggianiniОценок пока нет
- Lab 1 Computer Numerical Control (CNC)Документ275 страницLab 1 Computer Numerical Control (CNC)السيد ابراهيم عبدالعزيز عبداللهОценок пока нет
- CatalogДокумент5 страницCataloglangtu2011Оценок пока нет
- MI-25M HIGH MAST-ModelДокумент1 страницаMI-25M HIGH MAST-ModelAmit GuptaОценок пока нет
- 28b. IS 3600 - 2 - 1985 PDFДокумент2 страницы28b. IS 3600 - 2 - 1985 PDFhhr2412Оценок пока нет