Вам также может понравиться
- Taller 5 - Método NoroesteДокумент11 страницTaller 5 - Método Noroestemarianela75% (4)
- Corrugado IДокумент163 страницыCorrugado Icmeira113367% (3)
- Guía Rápida: Jefe de DiseñoДокумент10 страницGuía Rápida: Jefe de DiseñoLilian LopezОценок пока нет
- Teoria EmpaquesДокумент47 страницTeoria EmpaquessprauznitzОценок пока нет
- AMEE Curso Diseño Estructural de Cartón Corrugado PDFДокумент130 страницAMEE Curso Diseño Estructural de Cartón Corrugado PDFCuenta GrupalОценок пока нет
- Envasado y empaquetado de productos alimentarios. INAD0108От EverandEnvasado y empaquetado de productos alimentarios. INAD0108Рейтинг: 5 из 5 звезд5/5 (1)
- Resumen Capítulo 2 Libro Sunil ChopraДокумент7 страницResumen Capítulo 2 Libro Sunil ChopraJuan QC100% (2)
- Cajas Plegadizas 1Документ10 страницCajas Plegadizas 1NataliaОценок пока нет
- Tarea PDFДокумент4 страницыTarea PDFRobertoHernandezОценок пока нет
- Cajas Plegadizas.3Документ10 страницCajas Plegadizas.3NataliaОценок пока нет
- Trabajo PolimerosДокумент43 страницыTrabajo PolimerosSamuelOsedaОценок пока нет
- Practica 4Документ10 страницPractica 4Lucita Pinedo MacedoОценок пока нет
- Album - DescripcionДокумент7 страницAlbum - DescripcionFrescia Tinoco MontesОценок пока нет
- Envases de Papel y Cartón ExamenДокумент5 страницEnvases de Papel y Cartón ExamenMilishyta K-popОценок пока нет
- Carvinsa Cartón CorrugadoДокумент36 страницCarvinsa Cartón CorrugadoPromperuОценок пока нет
- El CartonДокумент38 страницEl CartonRoger Sánchez Dehne100% (1)
- Plásticos: Introducción A LosДокумент22 страницыPlásticos: Introducción A Losnieves60Оценок пока нет
- Guia de EmpaqueДокумент57 страницGuia de Empaqueequie25100% (2)
- Envases y EmpaquesДокумент41 страницаEnvases y EmpaquesMai AvircataОценок пока нет
- Pract.2.Funciones de Los Envase y EmbalajesДокумент10 страницPract.2.Funciones de Los Envase y EmbalajesflorencioflorentinoОценок пока нет
- Empaques FlexiblesДокумент15 страницEmpaques FlexiblesbigtoliОценок пока нет
- Ejemplo Calculo Resistencia Caja Corr Nov2012 PDFДокумент2 страницыEjemplo Calculo Resistencia Caja Corr Nov2012 PDFKevinAmayaОценок пока нет
- 3 Manual - Bolsas, Contenedores y VasosДокумент15 страниц3 Manual - Bolsas, Contenedores y VasosAbigail MontielОценок пока нет
- Clase 1 Envase, Empaque y EmbalajeДокумент34 страницыClase 1 Envase, Empaque y EmbalajeSusan Rojas PachecoОценок пока нет
- CartonДокумент10 страницCartonCamila Parrales MarinОценок пока нет
- Automatización y Compactación Del PETДокумент33 страницыAutomatización y Compactación Del PETIsabella HerreraОценок пока нет
- Empaque SДокумент35 страницEmpaque SFer Ma GoОценок пока нет
- Cajas Plegadizas Cajas Corrugadas1Документ2 страницыCajas Plegadizas Cajas Corrugadas1Sandra MontoyaОценок пока нет
- Areas Tematicas de Empaque y EmbalajeДокумент2 страницыAreas Tematicas de Empaque y EmbalajeSindi Yamileth Carranza CarranzaОценок пока нет
- Fichas de Empaques - 2013Документ57 страницFichas de Empaques - 2013Christian Chacon VidalОценок пока нет
- Funciones de Empaques y EmbalajesДокумент22 страницыFunciones de Empaques y EmbalajesNIVIAОценок пока нет
- Procesos de TermoformadoДокумент16 страницProcesos de TermoformadoMarcos OrozcoОценок пока нет
- Empaques FlexiblesДокумент15 страницEmpaques FlexiblesJuan Manuel MoyaОценок пока нет
- Ficha Ensayos Papel y CartonДокумент2 страницыFicha Ensayos Papel y CartonOlga GarciaОценок пока нет
- Principios Del CartonДокумент3 страницыPrincipios Del CartonDani Martin RockanloverОценок пока нет
- Qué Es La Resistencia EctДокумент11 страницQué Es La Resistencia EctJosé Eduardo Pezo CastroОценок пока нет
- Evaluacion de La Resistencia de Peliculas Plasticas Frente A AcidosДокумент15 страницEvaluacion de La Resistencia de Peliculas Plasticas Frente A AcidosNelly Sofía Vásquez VillacortaОценок пока нет
- Envases de Cartulina 2017Документ45 страницEnvases de Cartulina 2017Maii LopezОценок пока нет
- TFG-N 1112 PDFДокумент103 страницыTFG-N 1112 PDFzta ztaОценок пока нет
- Extrusión de Película CastДокумент11 страницExtrusión de Película CastYanetОценок пока нет
- DescargarДокумент67 страницDescargarGustavo Prz100% (1)
- Cartón YpapelДокумент24 страницыCartón YpapelJonas Jz100% (1)
- Disenio para El ReciclajeДокумент6 страницDisenio para El ReciclajeAdrian H LarreguiОценок пока нет
- PackagingДокумент17 страницPackagingLeialiasОценок пока нет
- 1 Envases y EmbalajesДокумент189 страниц1 Envases y EmbalajesKaren MoraОценок пока нет
- NTC 4507 Plásticos - Métodos para Determinar Los Cambios Dimensionales Lineales en Películas y Láminas Termoplásticas No Rígidas A Temperatura Elevada - 20070620Документ11 страницNTC 4507 Plásticos - Métodos para Determinar Los Cambios Dimensionales Lineales en Películas y Láminas Termoplásticas No Rígidas A Temperatura Elevada - 20070620sentimiento azul100% (1)
- Cartón y PapelДокумент47 страницCartón y PapelCuenta Grupal67% (3)
- 3b-Pruebas D e Laboratorio OkДокумент11 страниц3b-Pruebas D e Laboratorio OkG Are JmzОценок пока нет
- Practica 4 Ensayo Papel y CartonДокумент9 страницPractica 4 Ensayo Papel y CartonBrenda Sánchez Lozano100% (1)
- Carton para AlimentosДокумент11 страницCarton para AlimentosGabriel Grullon ReinosoОценок пока нет
- Laboratorio de Vidrio 1-2023Документ16 страницLaboratorio de Vidrio 1-2023Liset MichelОценок пока нет
- Co ExtrusionДокумент28 страницCo ExtrusionWilliam RoaОценок пока нет
- Estructuras Carton CorrugadoДокумент122 страницыEstructuras Carton Corrugadojro84Оценок пока нет
- Clasificacion Del Carton CorrugadoДокумент1 страницаClasificacion Del Carton CorrugadoOscar Fabian Garzon GarzonОценок пока нет
- Ajuste y embalado de muebles y elementos de carpintería. MAMD0209От EverandAjuste y embalado de muebles y elementos de carpintería. MAMD0209Оценок пока нет
- Encuadernación industrial en líneas de rústica. ARGC0110От EverandEncuadernación industrial en líneas de rústica. ARGC0110Оценок пока нет
- Pruebas de Laboratorio IMPEE 028-032Документ5 страницPruebas de Laboratorio IMPEE 028-032Juan QCОценок пока нет
- NB Iso 2493 - 2004Документ9 страницNB Iso 2493 - 2004Jose CallpaОценок пока нет
- Doble CierreДокумент10 страницDoble CierreDelgado Christian67% (3)
- Bursting Strength ReporteДокумент7 страницBursting Strength ReporteGenero7Оценок пока нет
- Ensayo de Traccion-Lab Ing Materiales CorregidoДокумент16 страницEnsayo de Traccion-Lab Ing Materiales CorregidoMEIER JOSUE QUILLAHUAMAN HUAMANОценок пока нет
- C8174-4 Canaza Practica Informe Ensayo Resistencia A Flexión de Una VigaДокумент9 страницC8174-4 Canaza Practica Informe Ensayo Resistencia A Flexión de Una VigaHerlan CanazaОценок пока нет
- Axiomatización de La ProbabilidadДокумент18 страницAxiomatización de La ProbabilidadJuan QCОценок пока нет
- AUTOEVALUACION InnovaciónДокумент3 страницыAUTOEVALUACION InnovaciónJuan QCОценок пока нет
- Orientación Sobre AutoestimaДокумент4 страницыOrientación Sobre AutoestimaJuan QCОценок пока нет
- 27 Respuestas para Los Que Inician El BudismoДокумент14 страниц27 Respuestas para Los Que Inician El BudismoJuan QC100% (1)
- Pruebas de Laboratorio IMPEE 028-032Документ5 страницPruebas de Laboratorio IMPEE 028-032Juan QCОценок пока нет
- Compresión de Envases PlásticosДокумент2 страницыCompresión de Envases PlásticosJuan QCОценок пока нет
- Dia - I.E.S.P - Gregorio MendelДокумент148 страницDia - I.E.S.P - Gregorio MendelAnonymous ELpvb3Оценок пока нет
- Osuna Padilla Ivan ArmandoДокумент94 страницыOsuna Padilla Ivan ArmandoNutriologo Luis Garcia CampechanoОценок пока нет
- Astronomia - Practicas de Geologia PlanetariaДокумент8 страницAstronomia - Practicas de Geologia PlanetariaFrancisco Javier Sánchez CruzОценок пока нет
- Proyecto Lapiceros Ecologicos 1Документ6 страницProyecto Lapiceros Ecologicos 1Jhair Marvin TenicelaОценок пока нет
- PARACETAMOLДокумент2 страницыPARACETAMOLCarolina LopezОценок пока нет
- Roscas 2Документ23 страницыRoscas 2fabrizio segaОценок пока нет
- Carta de La Salud Compasion Julio 2019Документ4 страницыCarta de La Salud Compasion Julio 2019Alayn Hernández FernándezОценок пока нет
- CAPÍTULO 11 - Bioenergética - La Función Del ATPДокумент14 страницCAPÍTULO 11 - Bioenergética - La Función Del ATPMartha A HervertОценок пока нет
- El Secado de La VacaДокумент10 страницEl Secado de La VacaMileydy del carmen Delgado lunaОценок пока нет
- Tarea 6 y 7 de Analisis de La ConductaДокумент12 страницTarea 6 y 7 de Analisis de La ConductaLupe AlmonteОценок пока нет
- Tabla Numeros A DimensionalДокумент5 страницTabla Numeros A DimensionalItzel Garcia Belmonte100% (2)
- Farmacologia - AnticoagulantesДокумент84 страницыFarmacologia - AnticoagulantesUSMP FN ARCHIVOS100% (2)
- Deber 2 de Integrales IndefinidasДокумент7 страницDeber 2 de Integrales IndefinidasChristian Borja TacuriОценок пока нет
- Presentación 4: Colón Ante La Reina" (1843), de Emanuel Gottlieb (1816-1868)Документ5 страницPresentación 4: Colón Ante La Reina" (1843), de Emanuel Gottlieb (1816-1868)Lorena Valdes MoralesОценок пока нет
- Promoción Dr. Carlos Flores Bustamante BICENTENARIO 2021 INDEPENDENCIA DEL PERÚДокумент405 страницPromoción Dr. Carlos Flores Bustamante BICENTENARIO 2021 INDEPENDENCIA DEL PERÚJorge Yeshayahu Gonzales-LaraОценок пока нет
- 13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoДокумент2 страницы13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoFranco RamirezОценок пока нет
- Clases TeóricasДокумент99 страницClases TeóricasCarli Del VecchioОценок пока нет
- Mead - Los Himnos de HermesДокумент34 страницыMead - Los Himnos de HermesIago Mazich100% (1)
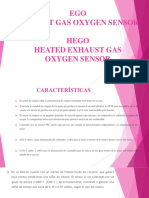
- Sensor HegoДокумент14 страницSensor HegoJhonatan Sangovalin50% (2)
- Producto 6 Msc. Francisco IcazaДокумент4 страницыProducto 6 Msc. Francisco Icazasanty pro1023 IcazaОценок пока нет
- Investigacion OctanajeДокумент6 страницInvestigacion OctanajeLuis Gustavo Ugarte VallejosОценок пока нет
- Diagnostico Integral de ArchivoДокумент36 страницDiagnostico Integral de ArchivoUNIDAD DE ARCHIVO CENTRAL UNAMADОценок пока нет
- Guía N°4 Biología 7°Документ12 страницGuía N°4 Biología 7°Joseph suarez martinezОценок пока нет
- Examen PuentesДокумент15 страницExamen PuentesCarlos Daniel Sanchez MejiaОценок пока нет
- Unidad 5 Gestión Organizacional o Proceso AdministrativoДокумент46 страницUnidad 5 Gestión Organizacional o Proceso Administrativojahir hernandezОценок пока нет
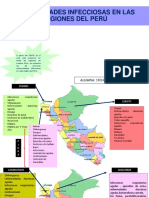
- Enfermedades Infecciosas en El PerúДокумент9 страницEnfermedades Infecciosas en El PerúStefannie Elizabeth Quispe LorenzoОценок пока нет
- Antecedentes GinecoДокумент2 страницыAntecedentes GinecoNena AguilarОценок пока нет
- Planilla de Control - Valor GanadoДокумент11 страницPlanilla de Control - Valor GanadoRicardo Miguel Samanamud AceroОценок пока нет
- Identificacion de Los Factores Que AfectanДокумент18 страницIdentificacion de Los Factores Que AfectanenersolicОценок пока нет