Вам также может понравиться
- Phenol ProductionДокумент9 страницPhenol ProductionPlant Design100% (1)
- Phenol Plant CostДокумент3 страницыPhenol Plant CostIntratec SolutionsОценок пока нет
- Production of Aniline From Ammonolysis of Phenol - 2010-CH-09,61,65,87Документ17 страницProduction of Aniline From Ammonolysis of Phenol - 2010-CH-09,61,65,87Shiraz Daud100% (3)
- CEMS Operating & Maintenance ManualДокумент71 страницаCEMS Operating & Maintenance ManualFahmi Ali100% (4)
- Phenol From CumeneДокумент2 страницыPhenol From Cumeneali100% (2)
- KBR PhenolДокумент2 страницыKBR Phenolstavros7100% (2)
- Phenol From Cuemen and TolueneДокумент9 страницPhenol From Cuemen and TolueneAnonymous RJkpep7D0rОценок пока нет
- AnilineДокумент1 страницаAnilineCherry Pearl MiparanumОценок пока нет
- AnilineДокумент2 страницыAnilineKPAC333100% (2)
- PET Production Technical ReportДокумент78 страницPET Production Technical ReportMiguel Eduardo Sanchez Ramos100% (1)
- Production of PhenolДокумент22 страницыProduction of PhenolShubhranshu Kathuria71% (7)
- Production of PhenolДокумент120 страницProduction of PhenolAlyxОценок пока нет
- Engineers Guide - Cumene Peroxidation Process For Phenol ProductionДокумент2 страницыEngineers Guide - Cumene Peroxidation Process For Phenol ProductionEdrian A. Mañalong100% (1)
- Fundamentals of MasstransferandkineticshydrogenationДокумент14 страницFundamentals of MasstransferandkineticshydrogenationRamandhaPrasetyaAdibrataОценок пока нет
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976От EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotОценок пока нет
- Yellowing Behavior of TextilesДокумент8 страницYellowing Behavior of TextilesMohammed Atiqul Hoque ChowdhuryОценок пока нет
- General Chemistry 1 2ND QuarterДокумент50 страницGeneral Chemistry 1 2ND QuarterJulienne Bigornia80% (5)
- Phenol PlantДокумент33 страницыPhenol PlantrakeshОценок пока нет
- Cumene To PhenolДокумент73 страницыCumene To Phenolvpsrpuch67% (3)
- Report BTPДокумент47 страницReport BTPvpsrpuchОценок пока нет
- Cumene To Phenol 2Документ73 страницыCumene To Phenol 2vpsrpuch0% (1)
- Side ReactionsДокумент22 страницыSide ReactionsAna Mariel VenturaОценок пока нет
- Production of Aniline by Reduction of Nitrobenzene: Group#2Документ26 страницProduction of Aniline by Reduction of Nitrobenzene: Group#2Arsal MaqboolОценок пока нет
- Presentation CumeneДокумент39 страницPresentation CumeneBis ChemОценок пока нет
- Presentation CumeneДокумент39 страницPresentation Cumeneممدوح الرويليОценок пока нет
- Market SurveyДокумент4 страницыMarket SurveyGenesis LowОценок пока нет
- Project: Design of A Reactor For The Aniline ProductionДокумент19 страницProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDAОценок пока нет
- Product Capsule Cumene/Phenol/Acetone: MarketworksДокумент7 страницProduct Capsule Cumene/Phenol/Acetone: MarketworksKevin L. BoyleОценок пока нет
- Methyl Methacrylate Plant CostДокумент3 страницыMethyl Methacrylate Plant CostIntratec Solutions50% (2)
- Project ReportДокумент12 страницProject ReportRabia SabirОценок пока нет
- Phenols in FuelДокумент12 страницPhenols in Fuelvzimak2355Оценок пока нет
- MEK in School SecondДокумент13 страницMEK in School Secondifiok100% (1)
- Cumene A PDFДокумент4 страницыCumene A PDFdanena88Оценок пока нет
- Phosgene-Free Route To Toluene DiisocyanateДокумент399 страницPhosgene-Free Route To Toluene DiisocyanateAhmed AliОценок пока нет
- Manufacture of Phenol From CumeneДокумент8 страницManufacture of Phenol From CumeneFabi OneОценок пока нет
- Direct Route To Phenol From Benzene PDFДокумент316 страницDirect Route To Phenol From Benzene PDFM Arslan AshrafОценок пока нет
- PresentationДокумент47 страницPresentationAsim FarooqОценок пока нет
- Types of Phenol Manufacturing ProcessДокумент4 страницыTypes of Phenol Manufacturing ProcessIsma AzraОценок пока нет
- CUMENEДокумент24 страницыCUMENEhiteshОценок пока нет
- C4 DerivativesДокумент2 страницыC4 DerivativesdaabgchiОценок пока нет
- Cumene ProductionДокумент26 страницCumene ProductionAMOGH JHANWARОценок пока нет
- CumeneДокумент5 страницCumeneNasmiyeth Rodriguez VittaОценок пока нет
- Production of Isopropyl Palmitate-Experimental StudiesДокумент12 страницProduction of Isopropyl Palmitate-Experimental Studiesikaw_3Оценок пока нет
- Economics of Aniline Production ProcessesДокумент4 страницыEconomics of Aniline Production ProcessesfdfОценок пока нет
- Propylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIIДокумент12 страницPropylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIImaheshОценок пока нет
- Benzene: Chemical Economics HandbookДокумент3 страницыBenzene: Chemical Economics HandbookMaría VásquezОценок пока нет
- Acrylic Acid - MohitДокумент42 страницыAcrylic Acid - MohitvickuОценок пока нет
- Chemical Kinetics On Thermal Decompositions of CumeneДокумент8 страницChemical Kinetics On Thermal Decompositions of CumeneMario Alonso Velasquez FlorezОценок пока нет
- Cumene DatasheetДокумент12 страницCumene DatasheetDiana BanuОценок пока нет
- 0910 4 AbsДокумент9 страниц0910 4 AbsEngr Muhammad AqibОценок пока нет
- Wasteless Economic Method of Production of Phenol and AcetoneДокумент14 страницWasteless Economic Method of Production of Phenol and AcetoneSiswand BIn Mohd AliОценок пока нет
- Maleic AnhydrideДокумент6 страницMaleic AnhydrideTechnologist ChemicalОценок пока нет
- Linear Alkylbenzene Detal ProcessДокумент1 страницаLinear Alkylbenzene Detal Processramirali100% (1)
- 1,3 ButadieneДокумент7 страниц1,3 ButadieneAbdalmoedAlaiashyОценок пока нет
- Production of IsopropanolДокумент9 страницProduction of IsopropanolJohanОценок пока нет
- 64788Документ35 страниц64788ghatak2100% (1)
- Carboxylic Ortho Acid Derivatives: Preparation and Synthetic Applications: Preparation and Synthetic ApplicationsОт EverandCarboxylic Ortho Acid Derivatives: Preparation and Synthetic Applications: Preparation and Synthetic ApplicationsОценок пока нет
- Acetone Reactor Design Complete ProjectДокумент29 страницAcetone Reactor Design Complete ProjectSabeeh Ahmed91% (11)
- Phenol 12Документ2 страницыPhenol 12binaywatchОценок пока нет
- Proceso: Lummus Application: Improved Technology To Produce Highest Quality Phenol andДокумент5 страницProceso: Lummus Application: Improved Technology To Produce Highest Quality Phenol andAdrian Copa JОценок пока нет
- Chapter 1Документ4 страницыChapter 1miza adlinОценок пока нет
- Methanol From Natural Gas by ICI's FIMДокумент9 страницMethanol From Natural Gas by ICI's FIMFer MugrabiОценок пока нет
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsДокумент12 страницCatalyst Catastrophes II: John Brightling and DR Mike Robertsvaratharajan g rОценок пока нет
- Schirmann 2001Документ18 страницSchirmann 2001Mencyn Michelle Kellie EbreoОценок пока нет
- Industrial ChemistryДокумент194 страницыIndustrial ChemistrySiti Mastura Abdul Rahman50% (2)
- The Environment Conservation Rules, 1997Документ49 страницThe Environment Conservation Rules, 1997Kawser Ahmed RaihanОценок пока нет
- Kidde Fire Systems Nitrogen Fire Protection System System DescriptionДокумент6 страницKidde Fire Systems Nitrogen Fire Protection System System DescriptionAbdel KoddousОценок пока нет
- Text Maam MarwiyahДокумент16 страницText Maam Marwiyahkhairunnisa P.O.V.PОценок пока нет
- Claude 3Документ139 страницClaude 3ndayizeyeyavan19Оценок пока нет
- Exemplar - Questions With Answer.Документ12 страницExemplar - Questions With Answer.Liveen .S100% (1)
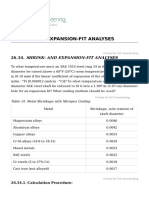
- Shrink - and Expansion-Fit AnalysesДокумент3 страницыShrink - and Expansion-Fit AnalysesScribdUser11235Оценок пока нет
- How A Century of Ammonia Synthesis Changed The World: FeatureДокумент8 страницHow A Century of Ammonia Synthesis Changed The World: FeatureYuthish KhannaОценок пока нет
- Soil FertilityДокумент75 страницSoil FertilitymarkovitОценок пока нет
- Bronkhorst Manual EL FLOW SelectДокумент51 страницаBronkhorst Manual EL FLOW SelectcccirmusОценок пока нет
- Drying of TransformerДокумент9 страницDrying of TransformerL P KUSHWAHA100% (7)
- Atomic Structure and Amount of Substance QДокумент30 страницAtomic Structure and Amount of Substance Qlucylovesbooks6770Оценок пока нет
- Cross Ref 1Документ7 страницCross Ref 1Devendra KhadeОценок пока нет
- Chapter 05Документ39 страницChapter 05pdaga19691383Оценок пока нет
- Silicon Based Fuels For Space Flight: David Padanyi-Gulyas and Andras D. BodoДокумент6 страницSilicon Based Fuels For Space Flight: David Padanyi-Gulyas and Andras D. BodoBill M. SpragueОценок пока нет
- ChemEngineering 02 00019 v2Документ14 страницChemEngineering 02 00019 v2Amine HamaouiОценок пока нет
- Group2 and 7 RevisedДокумент46 страницGroup2 and 7 Revised123456Оценок пока нет
- Air PollutionДокумент7 страницAir PollutionAsif NawazОценок пока нет
- Doc316 53 01086 PDFДокумент8 страницDoc316 53 01086 PDFMarian AlviОценок пока нет
- Science 7 Module 2Документ32 страницыScience 7 Module 2Lilah BlairОценок пока нет
- AR700-68 - Compressed Gas StorageДокумент103 страницыAR700-68 - Compressed Gas StoragetorolsoОценок пока нет
- A Level Environmental Management NotesДокумент26 страницA Level Environmental Management Notescharumbirakimtontapiwa751Оценок пока нет
- Nitrogen CycleДокумент10 страницNitrogen CyclebellaОценок пока нет
- 6 P Block Elements PDFДокумент91 страница6 P Block Elements PDFShanmugapriya RaguramanОценок пока нет
- Chemical Reaction and EquationДокумент8 страницChemical Reaction and EquationTr Mazhar Punjabi100% (1)