Вам также может понравиться
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualОт EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualРейтинг: 2.5 из 5 звезд2.5/5 (2)
- MT PDFДокумент103 страницыMT PDFDomingo Arias Feliz100% (1)
- F5M41, F5M42, W5M42: ClutchДокумент18 страницF5M41, F5M42, W5M42: ClutchNguyen NMОценок пока нет
- Cylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsДокумент8 страницCylinder Head Gasket - Installation (08 - 2013 - ) (Cylinder Head Assembly) - Toyota Sienna 3.5ltsFran SanchezОценок пока нет
- Specs 1979 Mitsubishi Lancer 1400 Van ELДокумент4 страницыSpecs 1979 Mitsubishi Lancer 1400 Van ELPriyantha GalgepitiyaОценок пока нет
- Viewfilec 345Документ4 страницыViewfilec 345campollano14Оценок пока нет
- 2uztrd PDFДокумент33 страницы2uztrd PDFbob loblawОценок пока нет
- BYD S6-Owner's Manual20110615-ENДокумент114 страницBYD S6-Owner's Manual20110615-ENMouyaser KodabОценок пока нет
- Motor Kipor CigueñalesДокумент18 страницMotor Kipor CigueñalesLuis Miguel MartinezОценок пока нет
- 4d68 EngineДокумент68 страниц4d68 EnginelazarortОценок пока нет
- 4F27E (Ford Focus) & MAZDA FN4A-EL: 4 SPEED FWD (Full Electronic Control)Документ4 страницы4F27E (Ford Focus) & MAZDA FN4A-EL: 4 SPEED FWD (Full Electronic Control)krzysiek1975100% (1)
- Toyota Landcruiser: (Kinetic Dynamic Suspension System)Документ1 страницаToyota Landcruiser: (Kinetic Dynamic Suspension System)george_mudura1Оценок пока нет
- Engine 3 0l Turbo Diesel - Specifications - TorqueДокумент3 страницыEngine 3 0l Turbo Diesel - Specifications - TorqueAlex Sirgiovanni0% (1)
- Ignition, Engine Control (b4204t2 CVVT 2000)Документ319 страницIgnition, Engine Control (b4204t2 CVVT 2000)Jose PichinteОценок пока нет
- Swissauto 250Документ51 страницаSwissauto 250Mothi Ram100% (1)
- 1 GRДокумент11 страниц1 GRGanbileg BatbilegОценок пока нет
- 13 Re Russia-Kd 6B3 WM PDFДокумент636 страниц13 Re Russia-Kd 6B3 WM PDFIgor LukОценок пока нет
- Grand Vitara SZДокумент3 страницыGrand Vitara SZJosé NavarreteОценок пока нет
- Service Manual Proton Satria Neo DemoДокумент15 страницService Manual Proton Satria Neo DemoAlec NanetteОценок пока нет
- Fault Codes: Diesel (1KD-FTV - D-4D)Документ2 страницыFault Codes: Diesel (1KD-FTV - D-4D)Oliver LealОценок пока нет
- Toyota Engine Oil Pressure TestДокумент3 страницыToyota Engine Oil Pressure TestAmon Kiay100% (1)
- ELC 4-Speed Automatic Transaxle (Part 1 of 6) : Diagrams Electrical Diagrams Transmission Control SystemsДокумент7 страницELC 4-Speed Automatic Transaxle (Part 1 of 6) : Diagrams Electrical Diagrams Transmission Control SystemsVikas NarangОценок пока нет
- Harrop Lc200-1ur InstallДокумент22 страницыHarrop Lc200-1ur InstallArtur ElectroMecânicoОценок пока нет
- ENGINEДокумент40 страницENGINEVampil GT100% (1)
- Transmision p5000 AntiguoДокумент49 страницTransmision p5000 AntiguoDEYNERОценок пока нет
- Regal Raptor DD125E-8DD125E-2A Euro 4 Users ManualДокумент33 страницыRegal Raptor DD125E-8DD125E-2A Euro 4 Users ManualEliot ZiolkowskiОценок пока нет
- Mazda cx5 Workshop Manual4172Документ1 страницаMazda cx5 Workshop Manual4172Candace FrankОценок пока нет
- 5sfe Timing Belt DYIДокумент14 страниц5sfe Timing Belt DYIchasquareОценок пока нет
- TBC13Документ2 страницыTBC13Adhitya IndrawanОценок пока нет
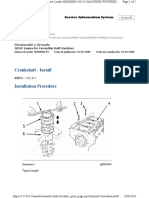
- 3024C Crankshaft - InstallДокумент2 страницы3024C Crankshaft - Installmiguel_catОценок пока нет
- Captiva Control Valve Body Removal PDFДокумент2 страницыCaptiva Control Valve Body Removal PDFBurhan udinОценок пока нет
- Chevrolet Spark Engine CodesДокумент12 страницChevrolet Spark Engine CodesUltraJohn95Оценок пока нет
- 1973 AMC Technical Service ManualДокумент21 страница1973 AMC Technical Service Manualfernan blancoОценок пока нет
- BDLQ 20190502 GN 01 - B.Pump - Rexsun PDFДокумент17 страницBDLQ 20190502 GN 01 - B.Pump - Rexsun PDFUniversal CollabОценок пока нет
- Grand Vitara 2010Документ191 страницаGrand Vitara 2010Fernando OrtizОценок пока нет
- Manual de Toyota 2nz..Документ50 страницManual de Toyota 2nz..francisco iman sosaОценок пока нет
- Diagnose Timing Chain Fault: How To Diagnose A Timing Chain Fault in The YD25 D40, D22 Navara & R51 Pathfinder EngineДокумент4 страницыDiagnose Timing Chain Fault: How To Diagnose A Timing Chain Fault in The YD25 D40, D22 Navara & R51 Pathfinder EngineJuan VarelaОценок пока нет
- 94 Mazda B2300 or B3000 or B4000 or Navajo 4Документ3 страницы94 Mazda B2300 or B3000 or B4000 or Navajo 4Lotfi Ben SlimОценок пока нет
- Wiper Linkage 2023 CatalogДокумент35 страницWiper Linkage 2023 CatalogAlice DaiОценок пока нет
- Accent 2003 1.6LДокумент215 страницAccent 2003 1.6LMiguel GarciaОценок пока нет
- Daihatsu Terios 2000-2006 Automatic TransmissionДокумент85 страницDaihatsu Terios 2000-2006 Automatic TransmissionRudy Van GinkelОценок пока нет
- 5MT Manual Trans & DiffДокумент82 страницы5MT Manual Trans & DiffghotimeОценок пока нет
- Toyota Hiace RH 1977-1983 Petrol ManualДокумент214 страницToyota Hiace RH 1977-1983 Petrol ManualGérard BLANCОценок пока нет
- 4JVP44 We 0111Документ238 страниц4JVP44 We 0111Elkin Martínez SilvaОценок пока нет
- 03 Oct 16 Isuzu KB My16 SpecsДокумент3 страницы03 Oct 16 Isuzu KB My16 SpecsDieu PhamОценок пока нет
- Ringendgap Piston Ring 4jb1Документ3 страницыRingendgap Piston Ring 4jb1Shimmer CrossbonesОценок пока нет
- Toyota Tundra (2UZ FE) 2002Документ16 страницToyota Tundra (2UZ FE) 2002Isaac Castillo100% (1)
- Curso Electrohidraulicos Electronica Hidraulica Maquinaria PesadaДокумент16 страницCurso Electrohidraulicos Electronica Hidraulica Maquinaria PesadaCamille Araujo100% (3)
- Description+ +engine+ (Ibs+ (Rz4e TC) )Документ8 страницDescription+ +engine+ (Ibs+ (Rz4e TC) )tong SaetungОценок пока нет
- Bosch Pump VP44 PartsList PDFДокумент5 страницBosch Pump VP44 PartsList PDFElisio MarquesОценок пока нет
- Mitsubishi FTOДокумент14 страницMitsubishi FTOJhonatan JalluranaОценок пока нет
- MPV Facelift PDFДокумент33 страницыMPV Facelift PDFTony ChanОценок пока нет
- Tes 3Документ2 страницыTes 3Alex Gonçalves de SouzaОценок пока нет
- Vehicle Identification: Telephone: Fax: VAT Registration No.Документ5 страницVehicle Identification: Telephone: Fax: VAT Registration No.Adrian Macaya100% (1)
- Medidas 3.2D (Duratorq - Puma)Документ3 страницыMedidas 3.2D (Duratorq - Puma)Flavia CossetinОценок пока нет
- Fiat Stilo 1.9 JTD 115 Active Manual 3 Door SpecsДокумент3 страницыFiat Stilo 1.9 JTD 115 Active Manual 3 Door SpecsSándor SzarkaОценок пока нет
- Assembly Removal and Installation: Remove and Install The Parts, As Shown BelowДокумент5 страницAssembly Removal and Installation: Remove and Install The Parts, As Shown BelowHugoE.TorresОценок пока нет
- 107 6002Документ1 страница107 6002Denis PredmestinОценок пока нет
- BS en 00480-6-2005 PDFДокумент8 страницBS en 00480-6-2005 PDFShan Sandaruwan AbeywardeneОценок пока нет
- Operaional Manual: YZBF-120LDДокумент16 страницOperaional Manual: YZBF-120LDMohamed AnwarОценок пока нет
- Dynamic Force Analysis (AKJ)Документ3 страницыDynamic Force Analysis (AKJ)Sunny BhatiaОценок пока нет
- Solved MAT 2012 Paper With Solutions PDFДокумент81 страницаSolved MAT 2012 Paper With Solutions PDFAnshuman NarangОценок пока нет
- Kirsten Koyle Grade 5 Science and Technology Understanding Matter and EnergyДокумент10 страницKirsten Koyle Grade 5 Science and Technology Understanding Matter and Energyapi-311535995Оценок пока нет
- KEDA Quotation of 2 3 4 Inch Mini Gold DredgerДокумент3 страницыKEDA Quotation of 2 3 4 Inch Mini Gold DredgerShane CapstickОценок пока нет
- Digital Booklet - Oh My My (Deluxe) PDFДокумент8 страницDigital Booklet - Oh My My (Deluxe) PDFMehmet Akif DelibaşОценок пока нет
- CMP Tutorial PDFДокумент83 страницыCMP Tutorial PDFMax HaroutunianОценок пока нет
- Clearcase Branching and Labeling Best Practices For Parallel DevelopmentДокумент50 страницClearcase Branching and Labeling Best Practices For Parallel DevelopmentakkachotuОценок пока нет
- Zf6 6r60 Zip BookletДокумент8 страницZf6 6r60 Zip BookletPablo Farfan Alvarez100% (1)
- Hatch Cover Maintenance PlanДокумент5 страницHatch Cover Maintenance Planvinay3972Оценок пока нет
- Mass Flow SensorДокумент0 страницMass Flow Sensorwong_arifОценок пока нет
- Polyvalve Poly-Gas Polyvalve For Gas ApplicationsДокумент4 страницыPolyvalve Poly-Gas Polyvalve For Gas ApplicationsVasco FerreiraОценок пока нет
- 1 1 6 A-VariableRolesIIДокумент5 страниц1 1 6 A-VariableRolesIIRocket FireОценок пока нет
- CS506 - Web Design and Development (Handouts) PDFДокумент471 страницаCS506 - Web Design and Development (Handouts) PDFSyed Shahzad100% (2)
- Shock Absorber DynamometerДокумент19 страницShock Absorber DynamometerUmanath R Poojary100% (1)
- Pelland Pumptrack2018Документ60 страницPelland Pumptrack2018ksnakaОценок пока нет
- Swot Analysis of PTCLДокумент5 страницSwot Analysis of PTCLM Aqeel Akhtar JajjaОценок пока нет
- K. Deergha Rao - Signals and Systems (2018, Birkhäuser) - 2Документ434 страницыK. Deergha Rao - Signals and Systems (2018, Birkhäuser) - 2Eugenie medaОценок пока нет
- Eamcet2010 Notification Part2Документ1 страницаEamcet2010 Notification Part2Lokesh KumarОценок пока нет
- Requisites of MISДокумент2 страницыRequisites of MISPrasanna Sharma67% (3)
- 103096-CG9-20AD IIДокумент30 страниц103096-CG9-20AD IICristian Eduardo Chavez GallardoОценок пока нет
- BeartopusДокумент6 страницBeartopusDarkon47Оценок пока нет
- Series: 25 TON (222 KN)Документ2 страницыSeries: 25 TON (222 KN)Marius IlcaОценок пока нет
- Technical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Документ4 страницыTechnical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Yaniss AlgeriaОценок пока нет
- 23 - Battery Sizing DischargeДокумент19 страниц23 - Battery Sizing Dischargechanchai T100% (4)
- IRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakesДокумент4 страницыIRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakessaidОценок пока нет
- Invisible EyeДокумент16 страницInvisible EyeSushmita Paul0% (1)
- Fee ChallanДокумент1 страницаFee ChallanMuhammad UsmanОценок пока нет