Вам также может понравиться
- Walter Milling eДокумент287 страницWalter Milling eAbdulrahman Al-sОценок пока нет
- Strenx 700 MC: Advanced High Strength SteelДокумент2 страницыStrenx 700 MC: Advanced High Strength SteeldbaОценок пока нет
- GMAW Welding ParametersДокумент32 страницыGMAW Welding Parametersnarutothunderjet216Оценок пока нет
- MSRR 6011Документ14 страницMSRR 6011pradellesОценок пока нет
- Data Sheet Strenx 700 MCДокумент3 страницыData Sheet Strenx 700 MCRoger BandeiraОценок пока нет
- MG 411Документ12 страницMG 411Trần Khắc ĐộОценок пока нет
- Catalog Materiale de Adaos FileurДокумент193 страницыCatalog Materiale de Adaos FileurRogo CatalinОценок пока нет
- A Review of Postweld Heat Treatment Code ExemptionДокумент16 страницA Review of Postweld Heat Treatment Code ExemptionrajaramcОценок пока нет
- ES - BlowOut User ManualДокумент11 страницES - BlowOut User Manualleekiangyen79Оценок пока нет
- Corwire Katalog YiceДокумент54 страницыCorwire Katalog YiceAlexandar Marinkovic100% (1)
- E295 PDFДокумент1 страницаE295 PDFNunoAfonsoОценок пока нет
- ST 12 - Echivalenta DC01Документ12 страницST 12 - Echivalenta DC01mariussinhoОценок пока нет
- Datasheet EN 10029 PDFДокумент1 страницаDatasheet EN 10029 PDFGentelmanOnlyОценок пока нет
- Intro To Stereo Logy Grain SizeДокумент64 страницыIntro To Stereo Logy Grain SizeRaistlin1Оценок пока нет
- Tolerante Table Groase Laminate La Cald EN 10029-2011 PDFДокумент2 страницыTolerante Table Groase Laminate La Cald EN 10029-2011 PDFDaniel C.Оценок пока нет
- Sae 5115Документ1 страницаSae 5115Tatumi SobueОценок пока нет
- Elster G-400 PDFДокумент8 страницElster G-400 PDFalexrm12Оценок пока нет
- En Iso 17642 - 1 (E)Документ5 страницEn Iso 17642 - 1 (E)mustafa gözüaçıkОценок пока нет
- Tolerancije Limova I CeviДокумент4 страницыTolerancije Limova I CeviZoran Tanja JarakovićОценок пока нет
- Rezistol Emajl E Dbs MIOX - 5.2.Документ2 страницыRezistol Emajl E Dbs MIOX - 5.2.En TipОценок пока нет
- SG 557 Racorduri ErmetoДокумент27 страницSG 557 Racorduri ErmetoLeo CrisuОценок пока нет
- Valvula de MariposaДокумент12 страницValvula de MariposaErick HdezОценок пока нет
- Material 11373Документ1 страницаMaterial 11373Deepak MadnaikОценок пока нет
- DIN-472 - Inele de Siguranta Pentru AlezajeДокумент5 страницDIN-472 - Inele de Siguranta Pentru AlezajeJhonny BОценок пока нет
- Documentation of Welding Procedure TestДокумент5 страницDocumentation of Welding Procedure Testrty2Оценок пока нет
- Držači Osovina DIN 15058 PDFДокумент1 страницаDržači Osovina DIN 15058 PDFMartin JurmanОценок пока нет
- S355J2Документ2 страницыS355J2Aldin AlicОценок пока нет
- Catalog Universaluri, Bacuri, Flanse BERNARDO - Austria - eMasiniUnelteДокумент22 страницыCatalog Universaluri, Bacuri, Flanse BERNARDO - Austria - eMasiniUnelteExpert Masini UnelteОценок пока нет
- Norma FIAT 52631 - Tubo Acero SoldadoДокумент13 страницNorma FIAT 52631 - Tubo Acero SoldadoZAPSE100% (2)
- Standardi U Oblasti Ispitivanja Metodama Bez RazaranjaДокумент6 страницStandardi U Oblasti Ispitivanja Metodama Bez Razaranjastefanvaljevo100% (1)
- ASTM MaterialДокумент4 страницыASTM MaterialEr Moosa MohammedОценок пока нет
- Application Note Hardness Testing EnglishДокумент12 страницApplication Note Hardness Testing EnglishAnubhav LakhmaniОценок пока нет
- User Manual For Telwin TECHNOLOGY TIG 222 AC DC - HF LIFT With AccessoriesДокумент108 страницUser Manual For Telwin TECHNOLOGY TIG 222 AC DC - HF LIFT With AccessoriesMădălina Ilie50% (2)
- Primer Uporednih Oznaka Čelika Prema Različitim Standardima (Normama) - Online Mašinski PriručnikДокумент1 страницаPrimer Uporednih Oznaka Čelika Prema Različitim Standardima (Normama) - Online Mašinski Priručnikbajica3Оценок пока нет
- EN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdДокумент1 страницаEN10113 S460ML Steel Plate/sheet: Henan BEBON International Co.,ltdDinesh GuptaОценок пока нет
- Chaveta para Ejes DIN 15 058Документ1 страницаChaveta para Ejes DIN 15 058JDGM01Оценок пока нет
- Chrysler Switches To OAT Antifreeze For Longer Service IntervalДокумент2 страницыChrysler Switches To OAT Antifreeze For Longer Service IntervalDanno NОценок пока нет
- Football Manager 2016 WonderkidsДокумент44 страницыFootball Manager 2016 WonderkidsLuqman BaihaqiОценок пока нет
- Dijagram Fe - Fe3CДокумент1 страницаDijagram Fe - Fe3Cramo98Оценок пока нет
- Conversie DuritateДокумент2 страницыConversie DuritateBogdan Burhala100% (1)
- Inch Dia CalculationДокумент1 страницаInch Dia CalculationgppsclОценок пока нет
- 3 Profile Metalice LaminateДокумент3 страницы3 Profile Metalice LaminateGiusca Valerian0% (1)
- Standard en 10025 2Документ1 страницаStandard en 10025 2Lily MoniqueОценок пока нет
- Swagelok CatalogueДокумент16 страницSwagelok CatalogueZacharia JohnОценок пока нет
- Hemijska I Mehanicka Svojstva P265GHДокумент1 страницаHemijska I Mehanicka Svojstva P265GHspinpinОценок пока нет
- Welding Guide 2008 enДокумент515 страницWelding Guide 2008 engokeyemiОценок пока нет
- 1.4462 EN-material Duplex PDFДокумент3 страницы1.4462 EN-material Duplex PDFtien100% (1)
- АрилјеМетал CatalogДокумент10 страницАрилјеМетал CatalogAnonymous DjWqKpZ1Оценок пока нет
- ARC Welding PowARC Welding Power Sources - Pdfer SourcesДокумент42 страницыARC Welding PowARC Welding Power Sources - Pdfer SourcesDanielОценок пока нет
- E1000-16 Guía Estándar para RadiosДокумент19 страницE1000-16 Guía Estándar para Radiosfredy lopezОценок пока нет
- Bondmaster Pitch-Catch Probe Adaptor: Getting StartedДокумент6 страницBondmaster Pitch-Catch Probe Adaptor: Getting StartedSaadОценок пока нет
- Catalog Tevi Arcelor MittalДокумент4 страницыCatalog Tevi Arcelor MittalPaul FlorianОценок пока нет
- PSA Valves CriticalDesignFeatures MARKEDДокумент41 страницаPSA Valves CriticalDesignFeatures MARKEDdj22500Оценок пока нет
- Termeni Tehnici EnglezaДокумент22 страницыTermeni Tehnici EnglezaCarmen Melisa Tanase100% (1)
- En ISO 5817-2007-Nivoa Na KvalitetДокумент32 страницыEn ISO 5817-2007-Nivoa Na KvalitetMarija IvanovskaОценок пока нет
- Select Arc Catalogue Part 2Документ10 страницSelect Arc Catalogue Part 2lionheartedОценок пока нет
- UTP 655 32 SpecSheetДокумент1 страницаUTP 655 32 SpecSheetFadi HasnОценок пока нет
- Utp 63Документ1 страницаUtp 63Eileen TylerОценок пока нет
- 1.smaw All PDFДокумент76 страниц1.smaw All PDFkaviatchennaiОценок пока нет
- CERTILAS EN Edition2023 313Документ1 страницаCERTILAS EN Edition2023 313Alireza KhodabandehОценок пока нет
- Ase 18 2 GaДокумент36 страницAse 18 2 Gac131508Оценок пока нет
- SAE and ISO Standards For Warnings and Other Driver Interface Elements: A SummaryДокумент89 страницSAE and ISO Standards For Warnings and Other Driver Interface Elements: A Summaryc131508Оценок пока нет
- Popis TV Programa: Iskon - TV Fun - Osnovni PaketДокумент2 страницыPopis TV Programa: Iskon - TV Fun - Osnovni Paketc131508Оценок пока нет
- A EMC D / EMC V D A - M E: Pplication of Irective and OR Ehicle Irective To Fter Arket QuipmentДокумент3 страницыA EMC D / EMC V D A - M E: Pplication of Irective and OR Ehicle Irective To Fter Arket Quipmentc131508Оценок пока нет
- DWL-G122 Revc Manual 1.01 en PDFДокумент43 страницыDWL-G122 Revc Manual 1.01 en PDFc131508Оценок пока нет
- Eu Commission Recommendation PDFДокумент42 страницыEu Commission Recommendation PDFc131508Оценок пока нет
- Basic To Advanced CAD Using NX 12 Sample PDFДокумент29 страницBasic To Advanced CAD Using NX 12 Sample PDFYaseen JamilОценок пока нет
- Thule Rapid System 757 v06 PDFДокумент12 страницThule Rapid System 757 v06 PDFc131508Оценок пока нет
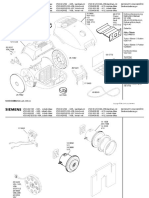
- Exploded ViewДокумент4 страницыExploded Viewc131508Оценок пока нет
- Risset SMPCДокумент7 страницRisset SMPCc131508Оценок пока нет
- Residia MUKinstallДокумент8 страницResidia MUKinstallc131508Оценок пока нет
- Stainless Steel - 42130 Metallic MaterialsДокумент26 страницStainless Steel - 42130 Metallic Materialsc131508Оценок пока нет
- Sonometer 31: Ultrasonic Energy Meter For Heating and Cooling ApplicationsДокумент12 страницSonometer 31: Ultrasonic Energy Meter For Heating and Cooling Applicationsc131508Оценок пока нет
- The Japan TimesДокумент1 страницаThe Japan Timesc131508Оценок пока нет
- DZ ZP 201105270947440Документ3 страницыDZ ZP 201105270947440denerys2507986Оценок пока нет
- Surface FinishДокумент1 страницаSurface FinishRay Faiers100% (3)
- MIP Bohler Welding Austria 364Документ1 страницаMIP Bohler Welding Austria 364c131508Оценок пока нет
- 194 IngДокумент1 страница194 Ingc131508Оценок пока нет
- 141758Документ4 страницы141758c131508Оценок пока нет
- Dealing With Foreign Products? Is Connecting A Challenge? Well, Look No Further!Документ1 страницаDealing With Foreign Products? Is Connecting A Challenge? Well, Look No Further!c131508Оценок пока нет
- Copper PipesДокумент2 страницыCopper Pipesc131508Оценок пока нет
- S 12 RS 2V - DrawingДокумент1 страницаS 12 RS 2V - Drawingc131508Оценок пока нет
- MFVJ 3 RДокумент6 страницMFVJ 3 Rc131508Оценок пока нет
- Utp A 068 HHДокумент1 страницаUtp A 068 HHc131508Оценок пока нет
- DN - 2 SŠ - TestДокумент8 страницDN - 2 SŠ - Testc131508Оценок пока нет
- 1272 2008 EC Hazardous Substances Dec2008Документ1 355 страниц1272 2008 EC Hazardous Substances Dec2008c131508Оценок пока нет
- High Corrosion ResistantДокумент4 страницыHigh Corrosion Resistantc131508Оценок пока нет
- Utp A 068 HHДокумент1 страницаUtp A 068 HHc131508Оценок пока нет
- DN - 2 SŠ - Listening TranscriptДокумент3 страницыDN - 2 SŠ - Listening Transcriptc131508Оценок пока нет