Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- ArtofWoodworking Porch SwingДокумент8 страницArtofWoodworking Porch SwingsalulaiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
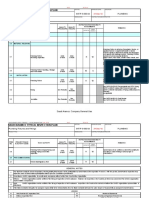
- Electrical Works Materials ListДокумент2 страницыElectrical Works Materials ListMike SandiegoОценок пока нет
- Machine Design Board ExamДокумент13 страницMachine Design Board ExamMico Castillo CampoОценок пока нет
- SATIP-S-060-04 REV 8 Plumbing Fixtures and Fittings FinalДокумент2 страницыSATIP-S-060-04 REV 8 Plumbing Fixtures and Fittings FinalmominОценок пока нет
- Laying and Jointing Water PipesДокумент15 страницLaying and Jointing Water Pipesashish reddyОценок пока нет
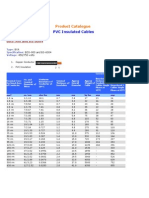
- BRB Cables PVCДокумент30 страницBRB Cables PVCMorsed Al Mamun75% (40)
- Hydrothermal MethodДокумент16 страницHydrothermal Methodavni vatsОценок пока нет
- Electrozincados en 10152 (2009)Документ18 страницElectrozincados en 10152 (2009)joaopedrosousaОценок пока нет
- Part 3 Chapter2Документ33 страницыPart 3 Chapter2Mahmoud AlnaserОценок пока нет
- CH 3.4 Law of Definite Proportions 11-12Документ14 страницCH 3.4 Law of Definite Proportions 11-12Sumera SarwarОценок пока нет
- Atoms & MoleculesДокумент2 страницыAtoms & MoleculesNavas KappilОценок пока нет
- Medium Density FiberboardДокумент4 страницыMedium Density Fiberboardsabiha naazОценок пока нет
- 5070 w17 QP 42 PDFДокумент14 страниц5070 w17 QP 42 PDFdR SHAMMIR AHMEDОценок пока нет
- 38352cable ListДокумент9 страниц38352cable ListsinamicsОценок пока нет
- Ballistic White Paper Revised August 2016Документ3 страницыBallistic White Paper Revised August 2016khanali11201Оценок пока нет
- Alathon L5840Документ1 страницаAlathon L5840mohamed1303Оценок пока нет
- Building SSR 2007 08Документ239 страницBuilding SSR 2007 08VenkataLakshmiKorrapatiОценок пока нет
- ,&%2 (Ydoxdwlrq 6huylfh/, Qf1:, Qwhuqdwlrqdo &rqihuhqfh Ri %xloglqj 2iilfldovДокумент7 страниц,&%2 (Ydoxdwlrq 6huylfh/, Qf1:, Qwhuqdwlrqdo &rqihuhqfh Ri %xloglqj 2iilfldovm58footОценок пока нет
- MalachiteДокумент2 страницыMalachiteAkhil KumarОценок пока нет
- Mobil Dynagear Series Performance ProfileДокумент2 страницыMobil Dynagear Series Performance Profileanibal_rios_rivasОценок пока нет
- TungstenДокумент49 страницTungstenahmed samyОценок пока нет
- Types and Causes of Cracks in Concrete StructuresДокумент11 страницTypes and Causes of Cracks in Concrete Structuresraahul_nОценок пока нет
- Effect of Exfoliation Temperature On Carbon Dioxide Capture of Graphene NanoplatesДокумент6 страницEffect of Exfoliation Temperature On Carbon Dioxide Capture of Graphene NanoplatesJulian De BedoutОценок пока нет
- Technical Data Sheet Permatex General Purpose Epoxy ProductsДокумент2 страницыTechnical Data Sheet Permatex General Purpose Epoxy ProductsΧρήστος πορηςОценок пока нет
- NEET/JEE 2020-21 DPP - Don't Solve This Periodic Properties Practice PaperДокумент3 страницыNEET/JEE 2020-21 DPP - Don't Solve This Periodic Properties Practice Papershantinath123gmailcoОценок пока нет
- Potassium Carbonate: Product Data Sheet (PDS)Документ1 страницаPotassium Carbonate: Product Data Sheet (PDS)Iqbal batchaОценок пока нет
- Tencate Semi PregДокумент6 страницTencate Semi PregyigitilgazОценок пока нет
- Foundry Process Updated 1Документ52 страницыFoundry Process Updated 1krishnamoorthiОценок пока нет
- UI Students Develop Acid-Resistant Tile GroutДокумент48 страницUI Students Develop Acid-Resistant Tile GroutArdiansah -Оценок пока нет
- MC 30Документ3 страницыMC 30kalina11042007Оценок пока нет