Вам также может понравиться
- Assembly CДокумент1 страницаAssembly Capi-302059651Оценок пока нет
- d1-4 GroupДокумент2 страницыd1-4 Groupapi-302059651Оценок пока нет
- Y.A.I.G Modeled Drawing Edited Scale Material Weight Current Sheet Number 1 Total Number of Sheets 2 C1-7-MOD C1-7-MOD NDSU College of EngineeringДокумент2 страницыY.A.I.G Modeled Drawing Edited Scale Material Weight Current Sheet Number 1 Total Number of Sheets 2 C1-7-MOD C1-7-MOD NDSU College of Engineeringapi-302059651Оценок пока нет
- c1 5Документ1 страницаc1 5api-302059651Оценок пока нет
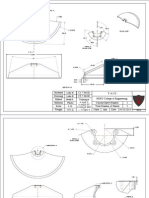
- c1 2Документ2 страницыc1 2api-302059651Оценок пока нет
- ShaftmodДокумент1 страницаShaftmodapi-302059651Оценок пока нет
- Overall AssemblyfinalДокумент1 страницаOverall Assemblyfinalapi-302059651Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Mark Scheme (Results) January 2007: GCE Mathematics Core Mathematics C3 (6665)Документ7 страницMark Scheme (Results) January 2007: GCE Mathematics Core Mathematics C3 (6665)Fahema ShafiОценок пока нет
- Pressure SlidesДокумент43 страницыPressure SlidesBjorn Low100% (1)
- Lowrie SolutionДокумент19 страницLowrie SolutionVijay Yadav100% (1)
- The Temperature of Water Is Kept Constant During SwimmingДокумент2 страницыThe Temperature of Water Is Kept Constant During SwimmingBizay MarikhuОценок пока нет
- VFD 600-1000Документ160 страницVFD 600-1000albetoОценок пока нет
- Thermochemistry: - Petrucci, Herring Madura and BissonnetteДокумент49 страницThermochemistry: - Petrucci, Herring Madura and BissonnetteYousif Khalid100% (1)
- Turbulence Openfoam PDFДокумент31 страницаTurbulence Openfoam PDFMidhun MvОценок пока нет
- Which Is Formed First, in Structural Geology Fold Then Fault or Fault Then FoldДокумент13 страницWhich Is Formed First, in Structural Geology Fold Then Fault or Fault Then Foldanicetus namangОценок пока нет
- New Insights Into The Removal of Calcium SulfateДокумент10 страницNew Insights Into The Removal of Calcium SulfatetsanshineОценок пока нет
- The Influence of Frequency, Intensity, Volume and Mode of Strength Trainirg On Whole Muscle Cross-SectionaAl Rea in HumansДокумент40 страницThe Influence of Frequency, Intensity, Volume and Mode of Strength Trainirg On Whole Muscle Cross-SectionaAl Rea in HumansromeroidasОценок пока нет
- Literature ReviewДокумент4 страницыLiterature ReviewParthipan JayaramОценок пока нет
- Cuk Control PDFДокумент57 страницCuk Control PDFPraveen PJОценок пока нет
- Sika Membrane 2000Документ6 страницSika Membrane 2000Anonymous 2Dz4Kq9M7Оценок пока нет
- ThermodynamicsДокумент3 страницыThermodynamicsArslan JigarОценок пока нет
- OSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerДокумент11 страницOSA-06-Vibration Fatigue Analysis of Sheet Metal Mahindra2wheelerikramishereОценок пока нет
- Conventional and Model Based Test AnalysisДокумент21 страницаConventional and Model Based Test AnalysisHalil İbrahim KüplüОценок пока нет
- Introduction BearingДокумент4 страницыIntroduction BearingtonojsgpОценок пока нет
- Three Dimensional Cutting Force Analysis in End MillingДокумент11 страницThree Dimensional Cutting Force Analysis in End Millingamsubra8874Оценок пока нет
- Mathematical ModelsДокумент8 страницMathematical ModelsSteve manicsicОценок пока нет
- Math Concepts in ChemistryДокумент13 страницMath Concepts in ChemistryJohn SmithОценок пока нет
- Earth Electrode Resistance PDFДокумент28 страницEarth Electrode Resistance PDFChathura PriyankaОценок пока нет
- Cartography Unit 3: Basic Geodesy Flashcards - QuizletДокумент4 страницыCartography Unit 3: Basic Geodesy Flashcards - QuizletTJ CabatinganОценок пока нет
- Weymouth and Panhandle Equations For Gas PipelinesДокумент4 страницыWeymouth and Panhandle Equations For Gas PipelinessgrsthОценок пока нет
- Thermal Considerations in Pipe FlowsДокумент11 страницThermal Considerations in Pipe FlowsWaqas AhmadОценок пока нет
- Methods For Assessing The Stability of Slopes During Earthquakes-A RetrospectiveДокумент20 страницMethods For Assessing The Stability of Slopes During Earthquakes-A Retrospectiveilijarsk100% (1)
- Building Envelope - Group B (ETTV)Документ47 страницBuilding Envelope - Group B (ETTV)Kyaw ZawОценок пока нет
- Chemistry 311:: Instructor: Course DescriptionДокумент33 страницыChemistry 311:: Instructor: Course DescriptionPaul Venson RaraОценок пока нет
- Detonation N Pre-IgnitionДокумент9 страницDetonation N Pre-IgnitionSanthosh RamananОценок пока нет
- Ultrasonic HC-SR04 PDFДокумент4 страницыUltrasonic HC-SR04 PDFDhany SSat0% (1)
- Contoh SoalanДокумент5 страницContoh SoalanPa ManjaОценок пока нет