Вам также может понравиться
- WPS GTAW Stainless SteelДокумент2 страницыWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- Wps For SS 304Документ3 страницыWps For SS 304MuraliKrishna87% (23)
- WPS PQR A36.20Документ5 страницWPS PQR A36.20gchaves504100% (2)
- Ami-003 WPSДокумент2 страницыAmi-003 WPSBenjamin BrownОценок пока нет
- WPS Fcaw PDFДокумент1 страницаWPS Fcaw PDFErik Huang100% (3)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerОт EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerРейтинг: 5 из 5 звезд5/5 (1)
- WPS (AsmeДокумент8 страницWPS (AsmeMohammad Elhedaby100% (6)
- WPSДокумент6 страницWPSNur Wijianto100% (1)
- PWPS For Piping-API 1104Документ6 страницPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- WPS - D1.1 - Prequalified Procedures QSSLДокумент26 страницWPS - D1.1 - Prequalified Procedures QSSLfazeel mohammedОценок пока нет
- MIG Welding PWPSДокумент1 страницаMIG Welding PWPSelectronicmail2ughf6525Оценок пока нет
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Документ5 страницWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- WPS Sa 335 P91 PipeДокумент3 страницыWPS Sa 335 P91 Pipecsankarananth50% (2)
- WPS, PQR 041Документ21 страницаWPS, PQR 041swamykommula100% (1)
- PQR-WPS-WPQR XXX Rev 0Документ6 страницPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Preliminary Welding Procedure Specification: Code: EN ISO 15609-1Документ2 страницыPreliminary Welding Procedure Specification: Code: EN ISO 15609-1wentropremОценок пока нет
- All-in-One Manual of Industrial Piping Practice and MaintenanceОт EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceРейтинг: 5 из 5 звезд5/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- PT BM 183 DC 00007 PWHT ProcedureДокумент7 страницPT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- BC-119 BC-121 Service ManualДокумент19 страницBC-119 BC-121 Service Manualjadi purwonoОценок пока нет
- 1559038005845442000Документ171 страница1559038005845442000Patel IbrahimОценок пока нет
- Company Name: Uhde Enpc: Pr0JectДокумент1 страницаCompany Name: Uhde Enpc: Pr0Jecteldobie3Оценок пока нет
- Group 5 13crmo 4-5: Company Name: Uhde EnpcДокумент1 страницаGroup 5 13crmo 4-5: Company Name: Uhde Enpceldobie3Оценок пока нет
- Company Name: Uhde Enpc: Pr0JectДокумент1 страницаCompany Name: Uhde Enpc: Pr0Jecteldobie3Оценок пока нет
- Company Name: Uhde Enpc: Pr0JectДокумент1 страницаCompany Name: Uhde Enpc: Pr0Jecteldobie3Оценок пока нет
- Pwps 06Документ1 страницаPwps 06eldobie3Оценок пока нет
- Company Name: Uhde Enpc: Pr0JectДокумент1 страницаCompany Name: Uhde Enpc: Pr0Jecteldobie3Оценок пока нет
- Wpsa-55-Sm-01 Rev.2 Job 4272Документ4 страницыWpsa-55-Sm-01 Rev.2 Job 4272ariestaОценок пока нет
- WPS 316 LДокумент4 страницыWPS 316 Llaz_k100% (2)
- Welding Procedure Specification: Technip KT India LimitedДокумент5 страницWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- WPS Aws D1 1Документ2 страницыWPS Aws D1 1Rohit MalhotraОценок пока нет
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Документ24 страницыPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarОценок пока нет
- 1035 03Документ2 страницы1035 03Anuj ShahiОценок пока нет
- WPS Aws D1.1Документ2 страницыWPS Aws D1.1tuatk60% (5)
- 5092 P8 P1 SM 01Документ5 страниц5092 P8 P1 SM 01Danem HalasОценок пока нет
- P 91 - Welding WPSДокумент2 страницыP 91 - Welding WPSSuhailshah123475% (4)
- Joint DesignДокумент6 страницJoint Designedzky69Оценок пока нет
- Ami-001 WPSДокумент2 страницыAmi-001 WPSPramod Athiyarathu100% (1)
- WPS-021, 09.07.07, Page-1Документ2 страницыWPS-021, 09.07.07, Page-1nidhinchandranvsОценок пока нет
- Keystone F4060 enДокумент2 страницыKeystone F4060 enRezi SyahputraОценок пока нет
- WPS FormatДокумент2 страницыWPS FormatAmit SarkarОценок пока нет
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Документ2 страницыWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusОценок пока нет
- WPS - D1.1Документ1 страницаWPS - D1.1Nam_HitechОценок пока нет
- Knife Gate Valve - V-TorkДокумент1 страницаKnife Gate Valve - V-Torkfarhanakhtar ansariОценок пока нет
- Welding Procedure SpecificationДокумент5 страницWelding Procedure SpecificationFranklin londono0% (1)
- Welding Procedure Specifications (WPS) : Groove Design, Root Spacing As Per The Enclosed SketchДокумент4 страницыWelding Procedure Specifications (WPS) : Groove Design, Root Spacing As Per The Enclosed SketchaОценок пока нет
- Welding Procedure Specification (WPS) : (Section IX ASME Boiler and Pressure Vessel Code)Документ2 страницыWelding Procedure Specification (WPS) : (Section IX ASME Boiler and Pressure Vessel Code)Hiren PanchalОценок пока нет
- WPS GTAW Stainless SteelДокумент4 страницыWPS GTAW Stainless SteelAnand NarayananОценок пока нет
- 2 Way Manifold - DatasheetДокумент2 страницы2 Way Manifold - DatasheetPUSHPENDRA SINGHОценок пока нет
- WTCДокумент57 страницWTCSarah FrazierОценок пока нет
- Mailam India Limited Qw-482: Welding Procedure Specification (WPS)Документ2 страницыMailam India Limited Qw-482: Welding Procedure Specification (WPS)Asad Bin Ala QatariОценок пока нет
- WPQR SMAW EN-2 - 30mm (Under Modification)Документ2 страницыWPQR SMAW EN-2 - 30mm (Under Modification)Mohamed Reda HusseinОценок пока нет
- Welding Procedure Specification-1Документ8 страницWelding Procedure Specification-1Suresh Rathod100% (1)
- PQR SAW ProcessДокумент1 страницаPQR SAW Processdevendrasingh202133% (3)
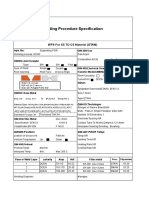
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Документ1 страницаWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenОценок пока нет
- Outershield 71E-H: Mild Steel Rutile Cored WireДокумент2 страницыOutershield 71E-H: Mild Steel Rutile Cored WireLuis DuarteОценок пока нет
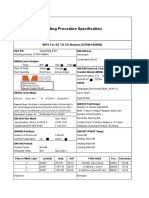
- Welding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Документ1 страницаWelding Procedure Specification: Wps For Ss To Cs Material (Gtaw+Smaw)Lipika GayenОценок пока нет
- Welding Procedure Specification (WPS) : Client WPS No.: Welding Process: Standard: Asme - IxДокумент1 страницаWelding Procedure Specification (WPS) : Client WPS No.: Welding Process: Standard: Asme - IxHosseinGhasemiОценок пока нет
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОт EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryОценок пока нет
- Pene Trant Testing MaterialsДокумент3 страницыPene Trant Testing Materialseldobie3Оценок пока нет
- NDE PROCESS CONTROL Rev 1Документ15 страницNDE PROCESS CONTROL Rev 1eldobie3Оценок пока нет
- Process Control of TemperatureДокумент1 страницаProcess Control of Temperatureeldobie3Оценок пока нет
- Ogpd-Lrf-Tr-00336 Tie-In Procedure ApproveДокумент2 страницыOgpd-Lrf-Tr-00336 Tie-In Procedure Approveeldobie3Оценок пока нет
- Preparation of PartДокумент2 страницыPreparation of Parteldobie3Оценок пока нет
- Method of Statement For Hydro Test ProcedureДокумент11 страницMethod of Statement For Hydro Test Procedureeldobie3100% (1)
- Developers: Developer FormsДокумент3 страницыDevelopers: Developer Formseldobie3Оценок пока нет
- Nature of The DefectДокумент3 страницыNature of The Defecteldobie3Оценок пока нет
- Pen Et RantsДокумент1 страницаPen Et Rantseldobie3Оценок пока нет
- Emulsifier SДокумент2 страницыEmulsifier Seldobie3Оценок пока нет
- Introduction and History of Penetrant Inspection: Capillary ActionДокумент1 страницаIntroduction and History of Penetrant Inspection: Capillary Actioneldobie3Оценок пока нет
- PT BM 183 DC 00002 MT ProcedureДокумент7 страницPT BM 183 DC 00002 MT Procedureeldobie3Оценок пока нет
- Pene Trant Removal ProcessДокумент3 страницыPene Trant Removal Processeldobie3Оценок пока нет
- Dimensional Threshold of FluorescenceДокумент2 страницыDimensional Threshold of Fluorescenceeldobie3Оценок пока нет
- PT BM 183 DC 00006 Ut ProcedureДокумент6 страницPT BM 183 DC 00006 Ut Procedureeldobie3Оценок пока нет
- Common Uses of Liquid Pene Trant InspectionДокумент2 страницыCommon Uses of Liquid Pene Trant Inspectioneldobie3Оценок пока нет
- Density or Specific GravityДокумент1 страницаDensity or Specific Gravityeldobie3Оценок пока нет
- PT BM 183 DC 00008 Preheat ProcedureДокумент5 страницPT BM 183 DC 00008 Preheat Procedureeldobie3Оценок пока нет
- Pt-bm-183-Dc-00009 Welding Consumable Handling & StorageДокумент6 страницPt-bm-183-Dc-00009 Welding Consumable Handling & Storageeldobie3Оценок пока нет
- Color and Fluorescent BrightnessДокумент2 страницыColor and Fluorescent Brightnesseldobie3Оценок пока нет
- PT BM 183 DC 00004 RT ProcedureДокумент6 страницPT BM 183 DC 00004 RT Procedureeldobie3Оценок пока нет
- PT BM 183 DC 00003 PT ProcedureДокумент6 страницPT BM 183 DC 00003 PT Procedureeldobie3Оценок пока нет
- Common Uses of Liquid Pene Trant InspectionДокумент2 страницыCommon Uses of Liquid Pene Trant Inspectioneldobie3Оценок пока нет
- PT BM 183 DC 00005 VT ProcedureДокумент6 страницPT BM 183 DC 00005 VT Procedureeldobie3Оценок пока нет
- API 510 PC 20 31 Aug05 Final Open AnswerДокумент1 страницаAPI 510 PC 20 31 Aug05 Final Open Answereldobie3Оценок пока нет
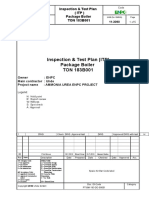
- PT BM 183 DC 00001 Itp BoilerДокумент5 страницPT BM 183 DC 00001 Itp Boilereldobie30% (1)
- API 510 PC Final Exam ClosedДокумент12 страницAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- API 510 PC Mid Session Exam Open Book Attempt SheetДокумент1 страницаAPI 510 PC Mid Session Exam Open Book Attempt Sheeteldobie3Оценок пока нет
- API 510 PC Final Exam Closed Book Attempt SheetДокумент1 страницаAPI 510 PC Final Exam Closed Book Attempt Sheeteldobie3Оценок пока нет
- Ficha Pulsar 220 FsДокумент11 страницFicha Pulsar 220 FsWalter SaguiОценок пока нет
- Fuel System PDFДокумент809 страницFuel System PDFDiogenes CardosoОценок пока нет
- PVC CPVC Pipes Pressures D 79Документ3 страницыPVC CPVC Pipes Pressures D 79Cheann LayaОценок пока нет
- Hydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntoДокумент22 страницыHydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntosaitejaОценок пока нет
- Air Quality Management in Cambodia - MoEДокумент17 страницAir Quality Management in Cambodia - MoEBun RongОценок пока нет
- Daily Activities Report Maintenance Baru Gas Plant & Teluk Lembu Delivery StationДокумент30 страницDaily Activities Report Maintenance Baru Gas Plant & Teluk Lembu Delivery StationMaintenance BentuОценок пока нет
- Es Digital NotesДокумент27 страницEs Digital NotesInstagramОценок пока нет
- Manual Minicas 2Документ12 страницManual Minicas 2ecotexano100% (1)
- MDS For Filler Weigher Feeder (81-WQ-317)Документ2 страницыMDS For Filler Weigher Feeder (81-WQ-317)WawanОценок пока нет
- Dwelling PresentationДокумент1 страницаDwelling PresentationAliciaB2Оценок пока нет
- Emailing Net Chemical Sciences Paper Dec. 2018Документ24 страницыEmailing Net Chemical Sciences Paper Dec. 2018Baban BaidyaОценок пока нет
- Section 15250 - Mechanical InsulationДокумент8 страницSection 15250 - Mechanical Insulationrizviabbas2012Оценок пока нет
- Milling Machine - W200 BrochureДокумент56 страницMilling Machine - W200 BrochureMohammad YounesОценок пока нет
- Antenna Theory TutorialДокумент20 страницAntenna Theory TutorialAbhicruiserОценок пока нет
- JEE ChemistryДокумент4 страницыJEE Chemistryrjpatil19Оценок пока нет
- BEEngGuideYKStyleG16075EG1 517Документ116 страницBEEngGuideYKStyleG16075EG1 517HemantSharmaОценок пока нет
- CONDENSED AND DRIED MILK NotesДокумент44 страницыCONDENSED AND DRIED MILK NotesALPS AMBAYATHODEОценок пока нет
- VLSI Design Unit-2 Mosfet TransistorДокумент5 страницVLSI Design Unit-2 Mosfet Transistorselvi0412Оценок пока нет
- KEW2117R: Instruction ManualДокумент1 страницаKEW2117R: Instruction ManualMuthohОценок пока нет
- Water and Wastewater For Fruit JuiceДокумент18 страницWater and Wastewater For Fruit JuiceJoyce Marian BelonguelОценок пока нет
- Whirlpool Awm 4120Документ16 страницWhirlpool Awm 4120Zoran ProkicОценок пока нет
- Clark Forklift C20-32CL (Lot No - 9855)Документ279 страницClark Forklift C20-32CL (Lot No - 9855)Григорий Усачёв100% (7)
- Introduction To WeldingДокумент28 страницIntroduction To WeldingMohammed Suleman0% (1)
- EJ200 Turbofan Engine: The Innovative PowerДокумент2 страницыEJ200 Turbofan Engine: The Innovative PowerufcОценок пока нет
- Paper - 1 Chapter - 2 IB Chemistry HL ClassifiedДокумент27 страницPaper - 1 Chapter - 2 IB Chemistry HL ClassifiedsaharОценок пока нет
- Motor Load MonitorДокумент4 страницыMotor Load MonitorRenghat RumahorboОценок пока нет
- Model C-30Hdz: Operations & Parts ManualДокумент106 страницModel C-30Hdz: Operations & Parts ManualGerardo MedinaОценок пока нет
- Quantitative Determination OF AND: Vitamin A Vitamin EДокумент20 страницQuantitative Determination OF AND: Vitamin A Vitamin EAras RafiqОценок пока нет