Вам также может понравиться
- Ntp-Iso 7259 - Valvulas de CompuertaДокумент26 страницNtp-Iso 7259 - Valvulas de CompuertaJoseph Linaja100% (5)
- Esp Estructurada Hdpe DN 400 Sn-4Документ5 страницEsp Estructurada Hdpe DN 400 Sn-4LEIDYОценок пока нет
- Norma Técnica Ntp-Iso 4427-1:2008/MT 1Документ10 страницNorma Técnica Ntp-Iso 4427-1:2008/MT 1SnowstormОценок пока нет
- LP 23 2006 Sedapal BasesДокумент390 страницLP 23 2006 Sedapal BasescarlosОценок пока нет
- Ficha Tecnia Tuberia HDPE NTP ISO 4427-2008 II PDFДокумент1 страницаFicha Tecnia Tuberia HDPE NTP ISO 4427-2008 II PDFAdemar Wilson Copa CayoОценок пока нет
- 6-Vma HuancayoДокумент15 страниц6-Vma HuancayosergioОценок пока нет
- Protocolo de Prueba Hidraulica-Desague Val 6Документ10 страницProtocolo de Prueba Hidraulica-Desague Val 6Joules CeferinhoОценок пока нет
- Reglamento Proyectos Condominiales 2003-09-0Документ30 страницReglamento Proyectos Condominiales 2003-09-0Gilmer Ronald Castillo ChavezОценок пока нет
- Diseño de Cámara de BombeoДокумент11 страницDiseño de Cámara de BombeoJeanmarco Felipe Manrique PurizacaОценок пока нет
- NTP ISO 4435 2005 (Revisada El 2014)Документ38 страницNTP ISO 4435 2005 (Revisada El 2014)Freddy Cerna100% (1)
- Metrado Trampa GrasaДокумент4 страницыMetrado Trampa GrasaYeni RosaОценок пока нет
- Prueba HidraulicaДокумент12 страницPrueba HidraulicaRune HuamaniОценок пока нет
- Protocol oДокумент1 страницаProtocol oCarlos Carlitos TОценок пока нет
- Tuberías y Conexiones para Agua y Desague PDFДокумент8 страницTuberías y Conexiones para Agua y Desague PDFPaola Guevara IdrogoОценок пока нет
- Prueba Hidraulica para CarreterasДокумент2 страницыPrueba Hidraulica para CarreterasAirtwon Jhonny Bustillos RiveraОценок пока нет
- Protocolos de Pruebas de DesagueДокумент29 страницProtocolos de Pruebas de DesagueDanilo HernandezОценок пока нет
- Tubo para Pozo TubularДокумент96 страницTubo para Pozo Tubularandy reyesОценок пока нет
- Junta de Desague KanaflexДокумент1 страницаJunta de Desague KanaflexJesus TineoОценок пока нет
- Especificaciones Tecnicas para Ejecucion de Obras de SedapalДокумент109 страницEspecificaciones Tecnicas para Ejecucion de Obras de SedapalErick Reyna ChirinosОценок пока нет
- Ficha Tecnica Conectores PolesanДокумент2 страницыFicha Tecnica Conectores Polesanagricola123Оценок пока нет
- Valvula de Hierro Ductil Fabricada Según NTP Iso 7259Документ2 страницыValvula de Hierro Ductil Fabricada Según NTP Iso 7259Joel AranaОценок пока нет
- Informe Prueba HidraulicaДокумент10 страницInforme Prueba HidraulicaPilar Melgarejo Flores PilОценок пока нет
- Presupuesto Pozo TubularДокумент4 страницыPresupuesto Pozo Tubularmedio ambiente agua & sig100% (1)
- 1 - Memoria DescriptivaДокумент29 страниц1 - Memoria DescriptivaHams Jhoset SánchezОценок пока нет
- F.T. Tubo PVCU Presion NTP 399.003 399.002Документ2 страницыF.T. Tubo PVCU Presion NTP 399.003 399.002Leoncio Cardenas TaipeОценок пока нет
- Analisis de Precios UnitariosДокумент30 страницAnalisis de Precios UnitariosleninОценок пока нет
- 4.1.2 - ET - Perforacion de Pozo - 2Документ10 страниц4.1.2 - ET - Perforacion de Pozo - 2Yohama Durand TJОценок пока нет
- Informe-Memoria de Calculo Hidraulico Jose OlayaДокумент36 страницInforme-Memoria de Calculo Hidraulico Jose OlayaDaNnY VILLACORTAОценок пока нет
- Caida Especial para BuzonДокумент2 страницыCaida Especial para Buzonanon_19807226100% (1)
- Memoria de Calculo de Canal de ConcretoДокумент43 страницыMemoria de Calculo de Canal de Concretojohan moralesОценок пока нет
- Bases Amc 0134 2010 Sedapal S Derivada de La CP 0002 2010 Sedapal Mantto Sist Agua y Alcanta Gsc1Документ380 страницBases Amc 0134 2010 Sedapal S Derivada de La CP 0002 2010 Sedapal Mantto Sist Agua y Alcanta Gsc1Luciano Ramos LujanОценок пока нет
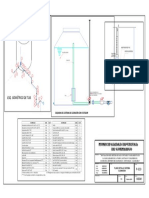
- Plano Sistema de CloracionДокумент1 страницаPlano Sistema de CloracionJhoan CruzadoОценок пока нет
- Catalogo Transicion Luflex PDFДокумент1 страницаCatalogo Transicion Luflex PDFRosas Jauni ValdizanОценок пока нет
- 3.2.1 Memoria de Calculo de Alcantarillado PDFДокумент10 страниц3.2.1 Memoria de Calculo de Alcantarillado PDFYassercanalesОценок пока нет
- 6.2. Protocolo-Prueba Hidraulica - Alcantarillado - yДокумент27 страниц6.2. Protocolo-Prueba Hidraulica - Alcantarillado - yJaime Villacorta DelgadoОценок пока нет
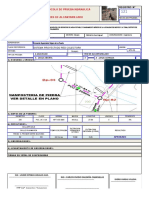
- DRNP-SDOR-For-0004 Formulario Inform Sobre Récord de Ejec de ObrasДокумент2 страницыDRNP-SDOR-For-0004 Formulario Inform Sobre Récord de Ejec de ObrasJefferson Arrieta FloresОценок пока нет
- Crear Jass de CeroДокумент45 страницCrear Jass de CeroMiguelon100% (1)
- 02 Operación y Mantenimiento de U.BДокумент8 страниц02 Operación y Mantenimiento de U.BEdmar CárdenasОценок пока нет
- 0 NTP-ISO-1452-4-Aprobada-Resolucion-N-19-2012 PDFДокумент22 страницы0 NTP-ISO-1452-4-Aprobada-Resolucion-N-19-2012 PDFAnonymous YtXbtdОценок пока нет
- Diferencia de TuberiasДокумент1 страницаDiferencia de TuberiasEfrain Darwin Perez QuispeОценок пока нет
- Reglamento Tecnico de Proyectos - Sedapal PDFДокумент100 страницReglamento Tecnico de Proyectos - Sedapal PDFAndrea Barba Carrillo0% (1)
- Geodren Planar PDFДокумент2 страницыGeodren Planar PDFIlbert Ferney AlarcónОценок пока нет
- Tapa Termoplastica Con Visor AguaДокумент1 страницаTapa Termoplastica Con Visor Aguaveydem45Оценок пока нет
- SECCION 15 Prueba de Estanqueidad de Estructuras de ConcretoДокумент3 страницыSECCION 15 Prueba de Estanqueidad de Estructuras de ConcretoLuas Coaquira RojoОценок пока нет
- Hdpe VS PVCДокумент28 страницHdpe VS PVCTarapotillo89100% (2)
- Carta CotizacionДокумент1 страницаCarta CotizacionIro Kenyo Huincha VeramendiОценок пока нет
- Vdocuments - MX - Pruebas Hidraulicas de Buzones PDFДокумент97 страницVdocuments - MX - Pruebas Hidraulicas de Buzones PDFRuben WilliamОценок пока нет
- Listado de Empresas - Sello Sedapal ActualizadoДокумент4 страницыListado de Empresas - Sello Sedapal ActualizadoRicardo Avila100% (1)
- 11.2 Plano de Detalle de Accesorios 02Документ1 страница11.2 Plano de Detalle de Accesorios 02Betho OcОценок пока нет
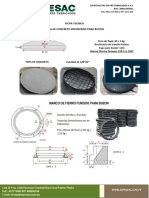
- Ficha Tecnica Tapa de ConcretoДокумент1 страницаFicha Tecnica Tapa de Concretonelzon hermis perales huariОценок пока нет
- Prueba Hidraulica Tramo 2Документ5 страницPrueba Hidraulica Tramo 2CC LudwinОценок пока нет
- Piques Exploratorios de TuberíasДокумент3 страницыPiques Exploratorios de TuberíaspieroОценок пока нет
- Grifo Seco 2 Bocas FumosacДокумент1 страницаGrifo Seco 2 Bocas FumosacDerrickGonzalesQuintoОценок пока нет
- 1.-Instalaciones Sanitarias CamalДокумент4 страницы1.-Instalaciones Sanitarias CamalJuan Jonell Belito Mancha100% (1)
- Zanjas y Pozos de Infiltración o AbsorciónДокумент7 страницZanjas y Pozos de Infiltración o AbsorciónmoniikgmОценок пока нет
- A Manual Tuberia Hdpe 8772 Hdpe Alcantarillado PDFДокумент56 страницA Manual Tuberia Hdpe 8772 Hdpe Alcantarillado PDFcristhiangaspar100% (1)
- Dokumen - Tips - Amanual Tuberia Hdpe 8772 Hdpe AlcantarilladoДокумент57 страницDokumen - Tips - Amanual Tuberia Hdpe 8772 Hdpe AlcantarilladoHenny Aguilar ValdiviaОценок пока нет
- Catalogo FusionДокумент80 страницCatalogo FusionfeercuminОценок пока нет
- NTP Iso 8772 2009Документ33 страницыNTP Iso 8772 2009Anonymous WF3NHXIОценок пока нет
- ACUEDUCTOДокумент74 страницыACUEDUCTODiana YepesОценок пока нет
- Cotizacion La SirenaДокумент2 страницыCotizacion La Sirenachesar_17Оценок пока нет
- Chavez Fernando Simulacion Optimizacion Sistema Alcantarillado Urbano PDFДокумент586 страницChavez Fernando Simulacion Optimizacion Sistema Alcantarillado Urbano PDFchesar_17Оценок пока нет
- Formato de Asesoria TecnicaДокумент1 страницаFormato de Asesoria Tecnicachesar_17Оценок пока нет
- Caratula CertusДокумент2 страницыCaratula Certuschesar_1767% (3)
- Manual de Uso Programa RoadiasДокумент11 страницManual de Uso Programa Roadiaschesar_17Оценок пока нет
- Cronograma de Actividades.Документ3 страницыCronograma de Actividades.chesar_17Оценок пока нет
- Presupuesto de Tesis (S10)Документ4 страницыPresupuesto de Tesis (S10)chesar_17Оценок пока нет
- Presupuesto de Tesis (S10)Документ4 страницыPresupuesto de Tesis (S10)chesar_17Оценок пока нет
- Caratula CertusДокумент2 страницыCaratula Certuschesar_1767% (3)
- TeflónДокумент3 страницыTeflónHEINER JULIAN GomezОценок пока нет
- Nomenclatura - Transistores - PDF Filename UTF-8''Nomenclatura TransistoresДокумент3 страницыNomenclatura - Transistores - PDF Filename UTF-8''Nomenclatura TransistoresAxl MarshallОценок пока нет
- Transporte de SedimentosДокумент26 страницTransporte de SedimentosLau Lawis MartОценок пока нет
- Lab 1. Diodos SemiconductoresДокумент7 страницLab 1. Diodos SemiconductoresJuniör S. AlömiaОценок пока нет
- Info Tecnica Sensor de Temperatura 22 PDFДокумент2 страницыInfo Tecnica Sensor de Temperatura 22 PDFBRT_RacingОценок пока нет
- Problemas ChoppersДокумент7 страницProblemas ChoppersFelix BenzanОценок пока нет
- NI 56.43.01 4 Sep13Документ11 страницNI 56.43.01 4 Sep13magycОценок пока нет
- Edsf U2 A3 GoclДокумент25 страницEdsf U2 A3 Goclgonzalo castro lopezОценок пока нет
- StroberДокумент10 страницStroberBryAn CAutiОценок пока нет
- Laboratorio de Fisica 4Документ19 страницLaboratorio de Fisica 4Juan Alonso Quijano EsdrasОценок пока нет
- Manual ElectronicaДокумент26 страницManual ElectronicaPaulNaranjoОценок пока нет
- Laboratorio 1 de Electricidad y ElectrónicaДокумент7 страницLaboratorio 1 de Electricidad y ElectrónicaBrayan RojasОценок пока нет
- Problemas de Circuitos Eléctricos - C. Garrido Suárez, J. Cidrás Pidré PDFДокумент218 страницProblemas de Circuitos Eléctricos - C. Garrido Suárez, J. Cidrás Pidré PDFroberthОценок пока нет
- Tecnologia de Las ArenasДокумент58 страницTecnologia de Las ArenasFrancis DrakeОценок пока нет
- Informe Laboratorio No 4Документ6 страницInforme Laboratorio No 4Jesus QVasquezОценок пока нет
- Elementos Primarios de ControlДокумент18 страницElementos Primarios de ControlVianey GurubelОценок пока нет
- Practica Nº4 Identificacion de Los Suelos en El CampoДокумент6 страницPractica Nº4 Identificacion de Los Suelos en El CampoLuis HernandezОценок пока нет
- Lab03 - Medición de Corriente Eléctrica y Ley de Ohm G3Документ13 страницLab03 - Medición de Corriente Eléctrica y Ley de Ohm G3Yubert Edisson Huanca LimaОценок пока нет
- Fisica AplicadaДокумент29 страницFisica AplicadaFernando Andrés BonéОценок пока нет
- Principios de Medición. TemperaturaДокумент15 страницPrincipios de Medición. Temperaturabruenor304amancaboihОценок пока нет
- Catalogo Andes CableДокумент18 страницCatalogo Andes Cableines GarciaОценок пока нет
- Tarea1 Grupo 120 Cristhian SaldarriagaДокумент10 страницTarea1 Grupo 120 Cristhian Saldarriagachristhian_saldarr_1Оценок пока нет
- Manual de Transformadores MonofasicosДокумент41 страницаManual de Transformadores Monofasicoschesterbrenes100% (1)
- Trihal Espa+ OlДокумент16 страницTrihal Espa+ OlDenis Alexander Chavez PerezОценок пока нет
- Control 2Документ9 страницControl 2miguelОценок пока нет
- EJERCICIOS Electricidad (Resueltos)Документ5 страницEJERCICIOS Electricidad (Resueltos)eruiz101Оценок пока нет
- Bioelectricidad DiapoДокумент23 страницыBioelectricidad DiapoJorge Luis Plasencia CubaОценок пока нет
- TP MCCДокумент8 страницTP MCCRaul A RodríguezОценок пока нет
- Informe 1.2. Circuitos en Serie, Paralelo y MixtoДокумент15 страницInforme 1.2. Circuitos en Serie, Paralelo y MixtoJHONAY JOSE AMADOR SIADESОценок пока нет
- Electrofisica de ElectroterapiaДокумент6 страницElectrofisica de ElectroterapiaNoé Jaime EstradaОценок пока нет
- University of Chicago Press Fall 2009 Distributed TitlesОт EverandUniversity of Chicago Press Fall 2009 Distributed TitlesРейтинг: 1 из 5 звезд1/5 (1)