Вам также может понравиться
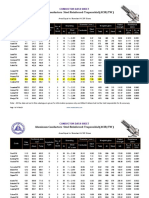
- Aluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Документ4 страницыAluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Travis WoodОценок пока нет
- Ehv Disconnectors For Smart GridДокумент2 страницыEhv Disconnectors For Smart GridTravis WoodОценок пока нет
- Re Voltage StabilityДокумент27 страницRe Voltage StabilityTravis WoodОценок пока нет
- Anandaram BaruaДокумент1 страницаAnandaram BaruaTravis WoodОценок пока нет
- En 10204-2004 Metallic Products - Types of Inspection DocumentsДокумент10 страницEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosОценок пока нет
- Enhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Документ6 страницEnhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Travis WoodОценок пока нет
- Gear Design For Quiet Reduction GearДокумент8 страницGear Design For Quiet Reduction GearTravis WoodОценок пока нет
- April Is The Cruellest MonthДокумент1 страницаApril Is The Cruellest MonthTravis WoodОценок пока нет
- KSEB Technical SPec PDFДокумент279 страницKSEB Technical SPec PDFTravis WoodОценок пока нет
- Ceramic Manufacturing PDFДокумент41 страницаCeramic Manufacturing PDFTravis WoodОценок пока нет
- 1363 Bolts and Nut Standard PDFДокумент7 страниц1363 Bolts and Nut Standard PDFTravis WoodОценок пока нет
- Transformer Factory Assembly Area LayoutДокумент55 страницTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- Analysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceДокумент7 страницAnalysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceTravis WoodОценок пока нет
- Overhead Conductor Installation Guide: Recommended PracticesДокумент20 страницOverhead Conductor Installation Guide: Recommended Practicesvjs270385Оценок пока нет
- Double Sampling-Wha It Means PDFДокумент17 страницDouble Sampling-Wha It Means PDFTravis WoodОценок пока нет
- Unidirectional Corona RingДокумент2 страницыUnidirectional Corona RingTravis WoodОценок пока нет
- Fretting Fatigue in Overhead ConductorsДокумент16 страницFretting Fatigue in Overhead ConductorsTravis WoodОценок пока нет
- Study of Single and Double Sampling PlansДокумент14 страницStudy of Single and Double Sampling PlansTravis WoodОценок пока нет
- ElectricalДокумент34 страницыElectricalTravis WoodОценок пока нет
- SPEED Continuous Panels Plants Design IssuesДокумент18 страницSPEED Continuous Panels Plants Design IssuesTravis WoodОценок пока нет
- 3 Sec-III-Hardware Fittings & AccessoriesДокумент49 страниц3 Sec-III-Hardware Fittings & AccessoriesTravis WoodОценок пока нет
- CT Grounding To Avoid Nuisance TrippingДокумент2 страницыCT Grounding To Avoid Nuisance TrippingTravis WoodОценок пока нет
- Innovative Adhesive For Sandwich SystemsДокумент20 страницInnovative Adhesive For Sandwich SystemsTravis WoodОценок пока нет
- Spacer Damper IssuesДокумент5 страницSpacer Damper IssuesTravis WoodОценок пока нет
- Anil Agarwal: Research: Mud As A Traditional Building MaterialДокумент10 страницAnil Agarwal: Research: Mud As A Traditional Building MaterialTravis WoodОценок пока нет
- SPEED Continuous Panels Plants Design IssuesДокумент18 страницSPEED Continuous Panels Plants Design IssuesTravis WoodОценок пока нет
- Mud Architecture: I J I R S E TДокумент6 страницMud Architecture: I J I R S E TJazzОценок пока нет
- Bolt InterlocksДокумент5 страницBolt InterlocksTravis WoodОценок пока нет
- An Introduction To Conway's Games and NumbersДокумент30 страницAn Introduction To Conway's Games and NumbersSilentSparrow98Оценок пока нет
- CB Spec SvenskaДокумент44 страницыCB Spec SvenskaTravis WoodОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- 304 Stainless Steel Chemical Compatibility ChartДокумент8 страниц304 Stainless Steel Chemical Compatibility ChartMariana HusainОценок пока нет
- CHEMICAL FORMULAE AND EQUATIONSДокумент22 страницыCHEMICAL FORMULAE AND EQUATIONSjaaizahkamalОценок пока нет
- Palintest Water Testing CatalogueДокумент80 страницPalintest Water Testing CatalogueAbdul GhafoorОценок пока нет
- Chapter 10 - Chemical PeriodicityДокумент11 страницChapter 10 - Chemical PeriodicityNabindra RuwaliОценок пока нет
- Merck Price List 2019Документ568 страницMerck Price List 2019Miftah RahmanОценок пока нет
- MSDS for Exemestane TabletsДокумент10 страницMSDS for Exemestane TabletsMostofa RubalОценок пока нет
- Zinc StearateДокумент1 страницаZinc StearateKasidit SornchaiОценок пока нет
- North Vista 2015 Prelim Paper 1Документ20 страницNorth Vista 2015 Prelim Paper 1GM MonsterEtaОценок пока нет
- Energetics QuestionsДокумент20 страницEnergetics QuestionsKelum100% (1)
- Decomposition in FoodsДокумент6 страницDecomposition in FoodsVeneta GizdakovaОценок пока нет
- Diorama Revamp PPT Template by RomeДокумент24 страницыDiorama Revamp PPT Template by RomeAllonairish Dela Torre EspinosaОценок пока нет
- Self-Powered Sensor For Naked-Eye Detection of Serum TrypsinДокумент4 страницыSelf-Powered Sensor For Naked-Eye Detection of Serum TrypsinCons MirandaОценок пока нет
- Class X Holiday HomeworkДокумент61 страницаClass X Holiday HomeworkPrakshi singhОценок пока нет
- VitaminДокумент10 страницVitaminESTER WAHYU PRASETYANINGRUMОценок пока нет
- The Hidden Dangers of Milk and Dairy ProductsДокумент27 страницThe Hidden Dangers of Milk and Dairy ProductsChee Ghee PingОценок пока нет
- Cabbage Lo Mein Recipe - EatingWellДокумент2 страницыCabbage Lo Mein Recipe - EatingWellZubair ChacharОценок пока нет
- Usp39 2089Документ2 страницыUsp39 2089Yared Padron LopezОценок пока нет
- Hypomagnesemia Mcqs PDFДокумент7 страницHypomagnesemia Mcqs PDFSyed Ali AkbarОценок пока нет
- List of Codex Specifications For Food Additives (CAC/MISC 6-2010)Документ48 страницList of Codex Specifications For Food Additives (CAC/MISC 6-2010)nash1692Оценок пока нет
- FRD Center The Mineral Bottled Water Sector Romania 2016 DecryptedДокумент16 страницFRD Center The Mineral Bottled Water Sector Romania 2016 DecryptedhotnillsОценок пока нет
- G S Water SystemДокумент23 страницыG S Water Systemsameer betalОценок пока нет
- 40351-Article Text-142880-1-10-20190301Документ12 страниц40351-Article Text-142880-1-10-20190301Stella Marie Padilla AlvaradoОценок пока нет
- Characteristics of Wood Ash and Influence On Soil Properties and Nutrient Uptake. An OverviewДокумент9 страницCharacteristics of Wood Ash and Influence On Soil Properties and Nutrient Uptake. An OverviewAndré FerrazОценок пока нет
- Conversion of Hard Water To Soft WaterДокумент18 страницConversion of Hard Water To Soft Watersibu kumar beheraОценок пока нет
- Fapas Water and Environmental (Leap) Programme 2016Документ30 страницFapas Water and Environmental (Leap) Programme 2016linamendozaОценок пока нет
- Heavy Metal (App, Procedure, Appendices)Документ11 страницHeavy Metal (App, Procedure, Appendices)Hanif NifОценок пока нет
- Chemistry ProjectДокумент11 страницChemistry ProjectShahenshah pal SinghОценок пока нет
- Unit - 8.1, 8.2Документ27 страницUnit - 8.1, 8.2trax.rahmanОценок пока нет
- Synthesis and Characterization of Mgonanoparticles by Neem Leaves Through Green MethodДокумент9 страницSynthesis and Characterization of Mgonanoparticles by Neem Leaves Through Green Methodramar MОценок пока нет
- Average Atomic Mass AssignmentДокумент5 страницAverage Atomic Mass AssignmentKaitlyn Beepath100% (1)