Вам также может понравиться
- Consumiveis Asme Seção C Parte IIДокумент44 страницыConsumiveis Asme Seção C Parte IILeonardoOliveira50% (2)
- Tratamento Térmico SenaiДокумент26 страницTratamento Térmico SenaiLeonardoOliveiraОценок пока нет
- 004 - Fissuração À QuenteДокумент0 страниц004 - Fissuração À QuenteRival Coelho CoelhoОценок пока нет
- Custos de Soldagem - ProjetoДокумент13 страницCustos de Soldagem - ProjetoLeonardoOliveiraОценок пока нет
- Sensitização Dos InoxidáveisДокумент1 страницаSensitização Dos InoxidáveisLeonardoOliveiraОценок пока нет
- Trinca A Frio Induzida Por HidrogênioДокумент1 страницаTrinca A Frio Induzida Por HidrogênioLeonardoOliveiraОценок пока нет
- Metrologiaaula2 ConversaoДокумент8 страницMetrologiaaula2 ConversaoKaryn MeyerОценок пока нет
- Relatorio de Inspecao de Recebimento de Consumiveis de SoldagemДокумент4 страницыRelatorio de Inspecao de Recebimento de Consumiveis de SoldagemLeonardoOliveiraОценок пока нет
- Tratamento Térmico Aplicado À SoldagemДокумент4 страницыTratamento Térmico Aplicado À SoldagemLeonardoOliveiraОценок пока нет
- Inspetor de Solda - Metalurgia Da SoldagemДокумент43 страницыInspetor de Solda - Metalurgia Da SoldagemLeonardoOliveiraОценок пока нет
- Conversão TemperaturasДокумент1 страницаConversão TemperaturasLeonardoOliveiraОценок пока нет
- Angulos Adiçao e SubtraçãoДокумент2 страницыAngulos Adiçao e SubtraçãoLeonardoOliveiraОценок пока нет
- Fratura Fragil e DuctilДокумент2 страницыFratura Fragil e DuctilLeonardoOliveiraОценок пока нет
- Interpretacao Das Normas de QualificacaoДокумент63 страницыInterpretacao Das Normas de QualificacaoLeonardoOliveiraОценок пока нет
- Ensaios Não DestrutivosДокумент18 страницEnsaios Não DestrutivosLeonardoOliveiraОценок пока нет
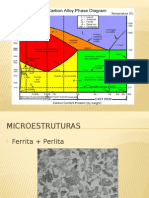
- Diagrama Ferro CarbonoДокумент9 страницDiagrama Ferro CarbonoLeonardoOliveiraОценок пока нет
- Simbologia em SoldagemДокумент9 страницSimbologia em SoldagemevandronscОценок пока нет
- Exercício de ConsumíveisДокумент2 страницыExercício de ConsumíveisLeonardoOliveiraОценок пока нет
- Inspetor de Solda - Metalurgia Da SoldagemДокумент43 страницыInspetor de Solda - Metalurgia Da SoldagemLeonardoOliveiraОценок пока нет
- Distortion 33Документ4 страницыDistortion 33eduardotgalvaniОценок пока нет
- F026-00 - Relatório de Ensaio Por Líquido PenetranteДокумент1 страницаF026-00 - Relatório de Ensaio Por Líquido PenetranteLeonardoOliveiraОценок пока нет
- Aula Simbologia UfpaДокумент22 страницыAula Simbologia UfpaLorena BarrosОценок пока нет
- Dureza Portatil PDFДокумент13 страницDureza Portatil PDFLeonardoOliveiraОценок пока нет
- Processo de Soldagem GTAW TiGДокумент4 страницыProcesso de Soldagem GTAW TiGLeonardoOliveiraОценок пока нет
- Descontinuidades noPWДокумент16 страницDescontinuidades noPWxande_ramsОценок пока нет
- Tipos de Soldagem em LIGA de ALUMINIOДокумент10 страницTipos de Soldagem em LIGA de ALUMINIOLeonardoOliveiraОценок пока нет
- Simbologia de Solda - UFMG PDFДокумент8 страницSimbologia de Solda - UFMG PDFMarcos NОценок пока нет
- A Radiologia Industrial PDFДокумент109 страницA Radiologia Industrial PDFFilippin100% (2)