'$009171528B2
«2 United States Patent 10) Patent No: US 9,171,528 B2
Seal (4s) Date of Patent: Oct. 27, 2015
(4). CARBON FIBER GUITAR aanaer Feller suo
tomar tiber 2et2st
(71). Applicant: MCP 1, LLC, Spars, WI (US) Banker ta wp
(72) lnvetor: Elis. Sea, Bay Sait Louis, MS (US) Dee ii oar
Rose DR
(73) Assignee: MCP I, LLC, Spr, WE (US) Nason
Sti cal #283
(#) Notice: Subject ay dslaimer, the em ofthis anno :
pata is exnded or ase unde 35 thio an
US.C. 154(b) by 0 days. ‘Steinberger 84293
Mae Mon
(21) Appl. Nos 141090479 112004 MePhison
52008 Shih ea May
ter 112005 Meron Mon
- (Continue)
©) See apap OTHER PUBLICATIONS.
US 2014014830681 May 29,2014
US ApplNo. 1408554 eet 16201, imentr ls: Sl
Related US. Application Data
“Tongan oat oaNox, Peary Examiner —Robert W Hom
(0) Provisional ppition No. 178018, leon Now. 24) srry, get, or Frm — Vidas, Ant & Stinks
cote 6 ABSTRACT
crop 0 (2006.01) Astrnged musical inseumet as molded sound box and
Gm vm {2006 01) deck whee the sound bonis formed of between 20% 0 60%
G10 108 (2008.01) carbon fibers or ter sible ers, anda polymere resinor
G10 6 (2006.01) Diner The composition of materials ized inte sound box
(52) US. CL is selected to increase stiffness and to control the tone of the
cre G10D 1/005 2013.01), G10D 18 gsament Te sound bx includes an adjustable tachment
2013.01}; G10D 206 (2013.01) pechanism having a pivot which is used wo secure the neck 19
(8) ied of Chassication Search the sound box, The sound box ocudes @ molded bracing
cee G10D 406; G1OD 3/04; G1OD 302 structure having a plurality of braces and a molded bridge
See application le for complete search history. faving plurality of pockets which are sed to enhance the
“ References Cited strctre fr the sound box and provide a desired tone quay
US, PATENT DOCUMENTS
71965 Daniel
41980 Kaman
i293
DA
BAS 8193
forthe stringed instrument. The neck may include & molded
rock insert and molded fingerboaad which are used to
enhance the stifivess and stability ofthe neck,
14 Claims, 5 Drawing Sheets
US 9,171,528 B2
ee
(56) References Cited 7,816,592 B2* 102010 Babicz 84/293
CR Bee eh ne
aes 10307 At ona sane SURI A te ao
B08 Kreger MBS yigotainos ale $2014 Sal M1
aes MON *ielhy mio
US. Patent Oct. 27, 2015 Sheet 1 of 5 US 9,171,528 B2
US. Patent Oct. 27, 2015 Sheet 2 of 5 US 9,171,528 B2
US. Patent Oct. 27, 2015 Sheet 3 of 5 US 9,171,528 B2
US. Patent Oct. 27, 2015 Sheet 4 of 5 US 9,171,528 B2
US. Patent Oct. 27, 2015 Sheet 5 of 5 US 9,171,528 B2
US 9,171,528 B2
1
‘CARBON FIBER GUITAR
(CROSS REFERENCE TO RELATED
"APPLICATIONS
‘This application claims the benefit of provisional patent
application Ser. No. 61/730,181fledon Nov. 27,2012 which
is incorporated heeein by reference i its eatin.
FIELD OF THE INVENTION
‘The invention, in at least one embodiment, is directed to
stringed musica instruments which include guitars. and more
specifically to structural features that make instruments ston-
sr easier to manufacture andor sound better.
“The present invention relates toa guitar or other stringed
‘musical instrument having a sound box, and more particu
larly, the present invention relates to @ unique sound box,
soundboard, bracing structure, bridge, neck, and other parts,
forthe stringed musical instrument, where the Various pats
‘may be formes of earbon or other suitable fibers
BACKGROUND OF THE INVENTION
Guitars are one example of stringed musical instruments.
Carbon fer has been use in various portions of stringed
instruments since the 1970s. In the past, the bodies of the
stringed instrument have been formed of earbon fiber lami
tates which are generally tif and light, however fiber lami
rates donot generally have the acoustic characteristics
esird by those who are used to the sound of wood. The
satura acoustic characteristics of carbon laminates cause the
instrument to tend to sound metallic, and lack the warmth of
‘wood. in adition, solid carbon fiber laminates havea higher
ensity as compared to wood, and fora given weight, have
significantly lower bending stfivess. Therefore using carbon,
fiber inthe design of portions of stringed instrument in order
to providea desired acoustic response, tone, and fel of wood,
isa cllenge
Inthe past, carbon fiber instrument builders have used
contanous, lng fier reinforced materials make the insteu-
‘mens. Manufacturing with these materials has been very
costly, using high cost raw materials ax requiring labor
{tensive meticulous human cratsmanship in the laminating
process. This is particularly true in making the instrument
sound box or body, or portion ofthe instrument to which the
soundboaed is attached, whichis primarily for coataning 3
volume of arto allow the creation of a Helmbolt resonator
In the past, stringed musical instruments have been made
from injection molded plastics, Due to the inferior structural
‘and sonic esponse ofthese materials, these instruments are
‘generally not preferred by most musicians
‘Many dierent variations of wood and carbon fiber have
‘been altempted in onder to provide an acceptable level of
performance with respect w vibration, structural integrity,
acoustic response, tone, and fel for a stringed instrument
The use of altemative materials in the formation of sound
boxes or soundboard, in many instance, has resulted in an
instrument which is over damped. In addition, in many
instances where carbon or other materials have been used in
the formation of the soundboard or sound box, the sound
‘boar orsoundbox isoverly thin, causing the instrument tobe
prone to damage upon exposure to minor impacts
A ypical acoustic guitar as hollow body or sound box.
connected t© a nock. A soundboard with a sound hole is
‘tached to the sound box. baek or bottom board is paced
w
x“
s
2
fromthe soundboard, anda shaped side wall extends between
the soundboard ad hackhoard
A stringed musical insiument has series of strings strung
tsobstantia tension froma bridge on the soundboard, across
the soundboard proximate to sound bole, and slong the
neck. The string tension ereates forces which act on the
soundboara and which, overtime, may cause bending, crack-
ing ootherdamage'o thesouadhoard Thedamoge can rest
in inetural flue and alered intonation of the srnged
‘musical instrament. As such, the sound box, must be con-
structed ina eave strong and stable manne, without
making itt heavy, or iting its response.
In high quality stingd mascal instruments, the sound-
‘aed must be capable vibration ta pve superior e008
tie performance while being rigid 0 that it withstands the
forces ercated by the tensioned strings. These requirements
axeatems- purposes, and have been Very dill a achiev,
paticulary when the soundboard isconsrctd froma mate-
‘al other than choice wooden materi
‘Sting musica instruments are also consrcte sa to
amplify the sound wave prxtuced by the vibration of the
stings vina resonance body. Te sound wave created by the
Vibrating strings is fatoduced into the resoninee body
throug the bridge provided on the soundboard. Inside the
resonance bods the sound waves esounded and ampli
Ir the resonance body is nt constructed corey, te sound
‘may be emited in a muffled or dampened manner.
The present invention provides for uiformity'in the con-
struction ofa tinged instrument, which in eonjuntion with
te sound box delivers clean, brian sound. The construc
tion ofthe steiaged instrument provides foe easie and more
conoaical manufatue whea sate of the art equipment is
wed
Generally, arash is present ina singed musical
‘nsirumeat betwee the mass the soundboard Vibe
tion of strings. Generals the higher the mass ofthe sound
‘oad (assuming constant stiness), the lower te amplitude
cf vbration fom a given srng input. The lower the amphi
tude of vibration produced by the soundboard, the lower he
volume of the iestrument ls, mass in the soundboard
recess; for ahigher mas, more energy is dsipated.
in every vibration eyes, and te string energy, soundcard
‘vibration, andvolume decrease faster resulting inles sustain
AIIUS. patents ad applications al otee published doc
sments mentioned anywhere in ths application ae incorpo-
‘ated herein by reference in heir enireties Without limiting
the scope ofthe ivention in any ay. the iveaton i bielly
suumariza in some o its aspects Below
‘heart refered to andor described aboveisntintendedto
constitute an adision hat any’ patent, publication oer
information refered to herein is “prior a wil respect to
this invention.
BRIEF DESCRIPTION OF THE DRAWINGS
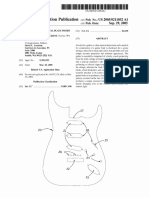
FIG. 1is an exploded isometric view of one alteative
embodiment ofa stringed musical instrament.
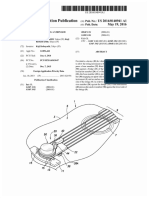
FIG. 2 is a detail perspective view of one altemative
‘embodiment of an instrument nock and sound box of a
stringed musical instrument,
FIG. 3 is a detail perspective view of one sltemative
‘embodiment of an instrument neck and sound box of a
stringed instrumeat.
FIG. disadetil sie view ofahel and neck mounting area
of one altemative embodiment of a stinged musical insta
US 9,171,528 B2
3
FIG. $ is an exploded isometric view of one altemative
embodiment of. fretboard or fingerboard ofa stringed mus
cal instrument
FIG. 6A is detail bottom view of one alternative embod
‘ment ofa bracing structure ofa stringed musical instrument
FIG. 6B isa etal botiom view of onealterative embodi-
ment ofa bracing stroctre ofa stringed musica instrument.
FIG. 6C isa detail botiom view of one alternative embodi-
ment ofa bracing stroctre ofa stringed musica instrument.
FIG. 6D isadetail bottom view of one alternative embod
‘ment ofa bracing structure ofa stringed musical instrument
IG. Tisa detail perspective view ofthe top of abridge of|
‘one altemative embodiment of stringed musical instrument.
FIG. Bisa deal perspective view of the bottom ofabridge
of one altematve embodiment ofa stringed musical instru-
ment
FIG. 9 is a detail perspective view of one alternative
embodiment ofa neck and heel ofa stringed musical instru-
‘ment
FIG. 10 is a detail exploded isometric view of one alterna
tive embodimeat of @ neck mounting ares aad heel of a
stringed musical instrument
BRIEF SUMMARY OF THE INVENTION
Inne embodiment, the invention i directed to the wse of
‘materials which provide significant oost savings during the
‘munuficture of stringed musical instruments. Specifically,
‘hisinvention ina east one embodiment i directed to theuse
of sho, discontinuous eatboo, fiber o other suitable fer
‘composites for stringed musica instrument sound boxes. The
term “composite” here is used t0 desribe a mixture of a
reinforcing fiber anda polymeric matix ae binder that holds
the reinforcing fbes in place and causes the fibers to aet or
function together, to provide a desired acoustic response.
In some embodiments, the invention is alo directed to a
‘method of manufacture, whereby the fiber composites are
‘molded using a mold or die that forms both inner and outer
surfaces forthe elements ofthe stringed musical instrument
‘ad particulary the sound box,
In some embodiments, the length of carbon fiber or other
suitable fiber is frm 02005" to 1.0"—which allows forthe
‘material to maintain some ofthe silaess characteristics of
the carbon fiber, or ater suitable ier, inte performance of
the final composite. In genera, the longer he fiber, the better
the performance. In other embodiments, the fibers may be
shorter than 0.005" and longer than 1.0"
In some alternative embodiments, the content of carbon
fiber or ther suitable fiber is from 10% 10 60% which
facilitates optimal processing and is suficent o provide the
desired strength and siffbess for the tinged instrument In
cther embodiments, the carbon fiber or other suitable fer
content is 20% to 0% In some slterative embodiments the
carbon fiber or other suitable fiber content is 30% to 40%
which provides a desired balance between optimal process-
‘ng, structural performance and acoustic perfomance for the
stringed instrument, In alternative embodiments the content
ofthe carbon fiber or other suitable fibers less than 10%
{nother embodiments is greater than 60%.
In some embodiments, vasious polymeric resin systems
‘may be used with the carboa fiber or ther suitable fiber to
facilitate the formation ofthe components ofa stringed musi-
cal instrument, Both thermoset and thermoplastic resins may
‘be used. Ina least one embodiment, thermoplastic esins are
polymers tht are combined with carbon and other suitable
fibers and processed by heating above a melting point, then
the material may be feed intoa mold die, and then cooled
vo
»
«
4
‘below the meling point, such thatthe material is formed with
the shape of the mold or de for the stringed instrument or
portions theeeo!.
In at least one embodiment, thermoset resins undergo 2
‘chemical reaction during processing, whereby the resin mal
ceules lnk togetber to fom long, chains dhat tur the liquid
resin system int a soi.
In some embodiments, the tonal characteristics of the
stringed musical instrument body axe affected by bath the
{type and content of erbon fiber, other suitable fibers, andthe
polymeric resin system selected, By carl selection ofthe
-esin system, and the type and percentage of carbon fiber or
‘other suitable fiber, a range of desirable acoustic tonal chat
acteristics may be obtained forthe stringed musica instru
nan alternative manufacturing proces, materials placed
{nto one half ofa heated mol and the other half ofthe mold
is forced down onto the material causing material to flow, and
to tke the shape ofthe mold forthe body or other portion of
the stringed musical instrament, Once the material as
‘wed, the material s then either cooled below the melting
point in the ease ofa thermoplastic material ori allowed 10
chemically react inthe ease ofa thermoset material.
In at least one alternative embodiment, the traditional
‘methods of manuilactre with typical layers of fiber compos
ites have ben replaced with he disclosed material and ass0~
ciated manulacturing methods, which offer significant cost
‘and cycle time suvings. I some embodiments a reduction ia
the cost ofa panicular musical instrament body in excess of
75%, anda reduetion in processing time from 8 hours to 3,
minutes may also occur. In addition to the cost and time
savings, the methods of manufacture forthe disclosed inven
tion generally produce much more consistent pats, because
there is moch ess human labor, and chance for variability
>berwoen manufactured pats of astringed musical instrument
Inat least one embodiment, in addition tothe cost savings,
‘ime savings, and consistency improvement, itismuch easier
to make parts with features, such as ris, struts, or bosses,
‘hich are used for both structural and tonal purposes. With
the disclosed invention, the features of ribs, sis, oF bosses
are easily constricted into the mold, and are molded inte=
‘tally wit the instrument body ina Single or multiple step
operation,
Inone embodiment, nveationmakesuseof earbonorother
suitable fibers and glass fiber injection molding materials,
long with laminated materials to significantly reduce cost
‘of manufacturing, while retaining a high level of functional
and acoustic performance for the tinged musical insta
‘meut. The invention also makes use of innovative design,
concepts to promote performance and cost effective man
facturing.
Tn one embodiment, a stringed musical instrument com-
prising sound box defining an iner space is povided, The
soundbox comprises bottom boar, a soundboardanda side
‘wal, thebortom board, soundboard and side wallewcl having
an inner surface which faces the inner space, the side wall.
‘being between the bottom board and the soundboard, wherein,
the bottom board und the soundboard each have a periphery,
and the side wall hasan upper periphery and a lower periph
ery, the periphery’ of the soundboaed being connected tothe
‘upper periphery and the periphery of the bottom boaed being
connected to the lowerperiphory:Inat leastone embodiment,
the soundboard comprises a sound hole.
‘A soundboard for @ musical instrament is disclosed the
soundboard having at least one layer of material. In some
embodiments the material comprising carbon fiber, fibrous
laminate material, resin or aplastic matrix and combinations
US 9,171,528 B2
5
thereof. At Teast one bracing structures engaged or integralto
the at lest one layer of material,
In some embodiments, the soundboard and the bottom
board may be effectively interconnected via vertical struts
attached to the inside of the side wall. The stuts may be
interconnected without any glue joins between the diferent
siruts. The inlerconnections preserve the desired strength
‘without increasing te rigdty forthe sound box. Further, in
sound boxes where thore are unnooessary constructive ri
forcement, sounds tend to interfere, The present system pro-
vides puree sound in which as may parts as possible vibrate
atthe same frequency.
‘The invention is alo designed so that individual compo-
‘ents canbe machined separately, reducing costs and increas
‘ng conssteney ofthe stringed musica instruments
“These and other embodiments which characterize the
invention are pointed out with particularity ia the claims
annexed hereto and forming a part hereof. However, fora
Dotter understanding of the invention, its advantages and
objectives obtained by its use, reference can be made tothe
‘matrix; plastics; composite materials: ibeglss: glass foam;
berylium: fiberglass epoxy blend oer fibrous materials
incorporating las, silicon carbide, andlor other suitable
‘materials and combinations of the materials as identified
here, I should be noted thatthe materials identified herein
are representative, and are not intended o be limiting of the
‘ypesof materials which may beuilized for ether the sound
board 22, sound box 12 or other portions of the stringed
‘musical instrument as described herein
While carbon fiber is viewed as the fiber of choice for at 4s
least one embodiment used in the soundboard 22, itis ai
pated that ther fers may provide aecepiable performance
Altemate fibers may include but are not limited to fiberglass,
lcon carbide, Nexel @M adem) or other ceramic fiber
orother fibers
Inother embodiment, the soundboard 22 may be formed
of two, or muliple individual layers of molded material,
‘where each layer is formed of the identical eompesition of
clements or manufacturing techniques. In other embod
‘mens, the individual layers of material may be formed of
diferent materials or manufecturing technique. In furher
embodiments, the individual layers of material may atemate
‘any regular or iregulr sequence for combination together
to provide a desired level of vibration, tonal characteristics,
acoustic response or performance fora soundboard 22 of &
stringed musical instrument,
Inat least oneembodiment, an addtional layer of material
‘84 may be engaged to the soundboard 2 at certain designated
locations in onder to increase the siflness of a regioa of the
soundboard 22, suchas for example proximate toa bridge 62, 6
‘which is atached to the top ofthe soundboard 2. In erin
crsbodimens, addtional sections or layers of carbon fiber or
w
x“
10
fibrous laminate material may be ae to size regions
ofa sundboard 2, which ane specially designl to retee
the ahene sivewl effets of srng tension. In some
cmbeiments the ation layer of materi 4 may’ ome
Prise material of higher stiffs thin the soundboard 2
Stub materia forthe aoa ayer may inl, bat
are lini tothe mater ssf rin. In ome
cnbodiments an cdional ayer of material may Be engped
to the sound box 12 proximate to the neck black arc 64
andor soundhole 32 inorderto provide preter sport in
thes res
Alou the thicknesses of he soundboard 22 may vary,
suitably the soundboard 22 may have anil thickness oF
temcen approximately 0.0625 inch nd 0 O00 inch
nat leat one emboimen, the bracing srt 24 is
bond totes ofthc soundboard 22 In seme emboli
mens, thebcng struct 24a unitary molda nce
providing the following: improves lamer ih,
thorhy rein the mas ofthe sundboard 22 fora given
sibs increased instrament volume nd improved sound
rar 22 responsiveness lover resistence ofthe sound
‘board 22 to vibration, thereby increasing the amplitude of
vibration for given sting excitation and improved stain
ty redoing the ene rere vate soundboard 22
fora given spline, in hat less energy Toston ech
vibration eel boca less mass ast be vibrate
In at lest one embodiment, the oval intr of the
soundboard 22 is improved by significantly increasing the
bead are for engagement ofthe acing stvtre 2410 the
soundboard 22, whch nt duos the potenti far brace
bond re, Int est one embodiment unitary molded
bracing strctre 24 is ot prone to cacking or ping and
ninimizes sexs concenatons at brie inerfge locations
ih the soundboard 22, they retin 9 mere uniform
Sus dstiuton with the soundboard 2
Inst ant oneenboinent the nity bracing tre 24
having bres 26 may be affiedatiched, secre onal
tendedto he nterorsideofa soundboard 22, fr vibration in
trson with he soundboard 2, to provide he desired onal
charters forthe stringed msl instrament
Ina least one embodimeny the uta molded bracing
stnetne 24 med fom asin syste anda chopped or
nil fiber, prefab caron fiber, bt ther ier sch as
tls, bsa icon abide or cera bers iy be sed In
Some embevimen, the resin stem may be ether thermo-
plas such a ABS, yi polarons al, o thst
Ioost sich es epony, phen vin lester, polyester, or
Combinations there. In some embximens, the molding
process forthe uiry bracing sitare 24 maybe ihe
Injection molding, compression molding or transfer mol
ing, or similar procs for molding the entifed materials
‘ogee to for thedesied bracing ttre shape In some
enbodmens sts of continaots fi einfeesent may
be bonded 1 the unitary bracing stuctre 24,10 fon an
ingrid bring sree se molding, wo inerese sill
nese and acoosie perfomance forthe singed musical
invent
Ina least one embodiment, the wnitary molded bring
suvctre 24 may he carbon fier reinforce, which may
inode raised, ollowsflenr or baes 260 miniize op
deletion de to string tension snd to manips acoose
response
Te should be noted thatthe mater identified hers are
representative, andrea intend to belimitngo he types
of atria which maybe lied fr ihr the sourbourd
22 orth uniurybeovng strate 24 as described herein
US 9,171,528 B2
ul
Inat least one embodiment, the braces 26 may be aranged
{nto a traditional, non-iditional, or random bracing pattern
including straight sections or curved sections whieh are dis-
posed within the interior peripheral edge ofthe soundboard
22. In some embodiments, the straight sections or curved
sections may cross one another at perpendicular or non-per-
pendicular angles to enhance the strata integrity of vari-
‘us locations ofthe soundboard 22,
In some embodiments, the unitary bracing structure 24
‘may be molded to provide an adjustable or variable stifiness
to selected portions ofthe soundboard 22. Th stifles foe
soundboard 22 may be varied or adjusted by the inital selec~
tion or designation of the materials to be ulilized forthe
‘unitary bracing stucture 24. In other embodiments, the uni-
tary bracing structure 24 may have consistent or inconsistent
thickness dimensions at certain locations, to adjust the siff-
‘ess and vibration of the soundboard 22 to achieve a desired
fone or acoustic response:
In some embodiments, the dimensions andor the shape of
the braces 26 may vary heween braces 26 or at certaia la
‘ions within a section or grouping of braces 26. In some
«embodiments all of thebraces 26 have an identical shape and
size. In other embodiments, the braces 26 are not identical,
and eerain braces 26 may have any particular shape or size 2
for positioning at certain locations relative toa soundboard
22, to providea desired vibration, tone ar acoustic quality or
‘response, to maintain te structural intewriy forthe stringed
instrument,
In some embodiments, the width, height, depth, thickness,
andlor shape of the braces 26 andlor the unitary bracing
structure 24 may gradually or dramatically change by
increasing or decreasing dimension, along the length of the
‘unitary bracing rcture 24 ora certain desired locations, in
‘order to provide the desired sound quality or tone effet for
the soundboard 22, The superior performance may be based
‘om two characteristics (a) the high structural eficeney—that
isstiffnes for given weight, and (b) the ability to effectively
shape the tonal response.
Tn some embodients, a soundboard 22 including the wni-
tary bracing structure 24 may have a bending sifinessratioot
approximately 1 to 1. In other embodiments, the bending
fillies rato may be greater or less than to Us desired for
particular stringed instrument In certain embodiments, the
‘unity bracing structure 24s used to facilitate the stuetural
integrity of soundboard 22 exposed to string tension and to
simultaneously shape the tonal acoustic and vibrational prop-
cetiesto provide adesired natura warm sound forthe steinged
instrument,
In at least one embodiment the soundboard 22 has boen
formed separately from the unitary bracing structure.
‘Theabove relationships are very complex, anda low mass,
high stifiness soundboard 22 will not necessarily crete a
desirable acoustic response however, the igh tfiness fora
given Weight mokes the carbon ber unitary bracing suture
24 a superior brace material
‘The ater boneftof the material selected for the unitary
‘bracing structure 24 is that it effectively damps the excess
‘upper mid and upper frequencies tat carbon fiber sound
‘hoards 22 tend to produce these frequencies can provide &
dhars one, especially at higher volume levels
In some embodiments the thickness dimension for any
{ocation on the unitary bracing structure 24 may be identical,
aay differ, or vary relative to other areas at any location
relative to the soundboard 22. Adkitional layers or thickness
‘of material may beaded tothe unitary brecing structure 24 in
areas of high stesso ad stifness and strength,
x“
12
In at least one embodiment any combination of bracing
structures 24 as identified herein may be affixed, engaged,
‘onded, integral with or otherwise attached to a soundbard
n.
In at least one embodiment, the bracing structure 24
‘hocomes more a part ofthe soundboard 22 than extension of
it-Inat least one embodiment, the bottom hoard 36 includes.
‘races 26s described elative to the bracing structure 24 In
some embodiments, the sound box 12 may inchide struts,
‘where the struts may’be used in the side wall 34 and may also
shave the properties and features ofthe braces 26 as described
here,
Tnatleastone embodiment ofthe soundboard 22 andlorthe
bottom board 36, the braces 26 are neither parallel nor per-
pendicular to one another. The individual braces 26 are gen
nly continuous fom thie individual origination points to
their ending points
Tn some embodiments, changing the profiles ofthe braces
2B ereates more stiffness where los are greater. H should be
‘understood thatthe braces 26 may have different configura
tions as needed for positioning onthe soundboard 22,
TInsome embodiments, thebraces 26may also slopeat their
termination points. Among other reasons, this isto aecom-
‘modate the side wall 34, which i adhered to the periphery of
the soundboard 22. This configuration may provide strength
and rigidity without sacrificing the vibration capabilities
‘throughout the sound box 12
Tnsome embodiments a tational bracing simeture hav
ing a plurality of spaced apart braces 26 may be organized
into patter, In at least one altemative embodiment the
‘bracing structure willhen master die simueture and ammatching
press structure of adie set which may be utilized to fcilitate
Formation of the unitary bracing structure 24
‘Those skilled in the at wil be readily aware of oer types
‘of mokding/formation procedures, as wel as altematve types
‘of materials may be utilized in the manufacture af the unitary
bracing structure 24 having braces 26. nat eas one embod-
‘ment, hebraces 26 re formed of earbon ides, other suitable
liber, fiberlas, composite or other materials
Tat least one embodiment as may be seen i FIGS. 1 and
6, 68, 6C and 6D, the unitary bracing structure 24 may
conform othe shape ofa soundboard 22 and inchude a sound
hole 32, and the braces 26. In at least one embodiment, the
‘unitary bracing stracture 24 may also include an upper bout
area 16, a waist area 14, and slower bout area 18.
Inatleastone embodiment, the bracing structure24 having
the attributes identified herein mayalsobe used onthe imerior
‘ofthe bottom board 36, Int least oneembodiment, the sound
holes 32 of the soundboard 22 and the bracing structure 24.0
aligned. In some embodiments the bracing structure 24 may
‘be rimmed along the exterior edges to conform tothe desired
shape forthe soundboard 22. In at least one embodiment, the
‘materials and shape of the bracing structure 24 provide suf=
ficient structure to the soundboard 22 10 prevent cracking,
‘ending, warping or other load related problems fllowing
the tightening of strings from the bridge 62 1 the neck 60 oF
the musical singed instrument
In some embodiments the braces 26 define elongate ca
ties or resonance channels or spaces which may be ectangu~
lar, semi-circular, or any other geometic shape which is
seleted to provide unique resonance properties for the sound
box 12 ofthe mascal instrument. In some embodiments the
bracing stricture 24 comtesponds to the siz, shape, andor
configuration of raditional braces used witha soundboard 22
TInsome embodiments, the acoustial and resonance char
acteristics ofthe soundboard 22 may be adjusted by moxlti-
cation ofthe width, eight, thickaes, depth, andlor shape of
US 9,171,528 B2
13
the bracing structure 24 andlor the braces 26. In some
embodiments, the width, height, depth, thickness, andor
shape ofthe braves 26 may gralually or dramatically change
by increasing or decreasing dimensions along the length of
the braces 26, or at certain desired location, in ore to
provide the desired souad quality or tone elect
In some embodiments the use ofa bracing structure 24 as
bracing for a soundboard 22 facilitates uniformity in the
crafting of soundboard 22 fora musical instrument redocing
‘waste and improving sound quality. Insome embodiments the
use ofa bracing structure 24 as bracing fora soundboard 22,
limits the numberof variables associated wit the formation
‘ofa soundboard 22 foramusical instrument. Variables would
include but are not necessarily imited to vibrational dfer-
ences iulerent in different pieces of wood used to form the
‘traditional braces andlor soundboard 22,
In at least one embodiment all ofthe braces 26 may be
formed of a common shape having substatally idertcal
internal ewvites or resonance spaces. In atleast one embod-
ment, one or more braces 26 may include a combination of
dierent shapes and different internal cavities or resonance
spaces along the length or at diferent locations along the
Teng, ofthe braces 26
In at ast one embodiment, a bracing pattem formed of
braces 26may be provided, where the braces 26 re individu- 2
ally formed of different shapes, or sections ofthe pattern of
‘races 26 reformed of ether the same or diferent shapes. In
at least one embodiment an individual brave 26 may be
formed of one, two, or more different shapes, to yield a
esitd tone for the soundboard 22.
In atleast one embodiment a shown in FIG. 68 @ bracing
structure 24 includes a circular sound hole $2 position
‘wally inthe upper bout 16 section ofa soundboard 22. pai
of elongate braces 26 cross the bracing steucture 24 and a
plurality of shorter braces 26 are positioned in asymmetrical
‘and regular location within the bracing structure 24, The
‘overall bracing patter i regular and symmetrical about a
central axis which vertically bisets the bracing structure 24.
Inat least one embodiment as shown in FIG. 68 the overall
shape ofthe bracing structure 24 is aot syrametzca in shape,
Inthe embodiment as depicted in FIG, 6B the bracing srie-
‘ure 24 inte lower bout 18 section is symmetrical in shape,
and the bracing structure 24 in the upper bout 16 38 not
symmetrical in shape. Inthe embodiment depicted in FIG, 6B.
the soundhole 32is offset ands shaped inthe form of anoval
which is located proximate to the peripheral edge of the
bracing strectue 24 in the upper right quadrant. In the
‘embodiment shown in FIG, 68 pai of raves 26 cross each
‘other anda central junction sections provided. plurality of
shorter braces 26 are positioned in a symmetrical or regular
location within the bracing structure 24. The overall bracing
paltem is epular and symmetrical about a cetral axis which
vertically bisects the bracing structure 24,
Inat least one embosiment as shown in FIG, 6C the overall
shape ofthe bracing structure 24 isnot syrametrca in shape,
Inthe embodiment depicted in FIG. 6 the bracing structure
24 the lower bout 18 section is symmetrical in shape, and
the bracing sructure 24 in the upper bout 16 setion isnot
symmetrical shape. Inthe ltemativeembodimentdepictd in
FIG, 6C, the sound hole 32 is offset and is substantially
kidney shaped which is located proximate to the peripheral
«edge ofthe bracing strcture 24 proximate othe wast 14, on,
the right side. In the altemative embodiment shown in FIG.
{6C thebraces 26 re positonedat angles relative ta eachother
and aplrality flanger and shorter braces 26 reused nthe
alternative embodiment shown i FIG, 6C the braves 26 are
sposed in an imegular pater of lage, mid-length, and
s
4
shor es 26 Inthe embodiment shown in FIG. 6C the
Irnces 26 are disposed in dsie Into t provide a
particular aco response ond desired onal gully fora
‘stringed musical instrument.
Inthe alematve embodiments depicted in FIG. 6D the
tracing structure 24s substantily dental tothe bracing
stcure 24 depicts in the allematve embodiment as
shown in FIG 6, with th exception tat the sound hole 32
is subtantly Kidney shaped and has been reacted from
the upper right quadrant toa position proximate to the periph-
era edge ofthe wast 14 onthe right sie
Insomembodiments as depicted in FIG. 6 an atonal
Jnyerorone or moe pis of tril 4 have rena 0
citer the soundard 22 oro the ring strstr 2 at
desired location to eahance thetic and structural ine
tty ofthe soundboard 22 to provide npartiulr couse
response and/or desired tone quality for the stringed musical
inntumenr, tile simulancouly eskineing the sacl
integrity and prolonging the sei ie ofthe soundboard 22
and racing srt 24
Intleastone embodiment perfomance ofthe sound
tard 22 andor tb bacingsnctre 24 may Beal mod
fed bythe aon or nemovsl of one or more plies 84 of
tater fom the molded bracing stutre 24, In some
insigcor shape of pcs 84 of os] mate
odo thebracing stare 24asshownin FIG
SC in onder to incase sifitess ofthe soundboard 22 in
Selective lostions In some embodiments, the on or more
pis 84of materia maybe of nese or decrecsd sins
scompard to thebrcing strate 2, howe, he oer
Sina ofthe racing snare 24s increased follwing the
aon af est ne ply 84 0 mater. In some embod
tes, the one or more ple 4 of material may be Fond
kes which may provide enced siffes wo the sound-
oor 2 iho sion ataring the over maswof he
soundboard 22
nat least one embodiment, when the sound box 12 is
assemble, he temiation pons ofthe bres 26 ofthe
Soundoara22 are ene cated above the coresponding
termination points ofthe races 26 forthe boro boar 36.
The corresponding points may be linked by the struts 82 t0
create thecompesite bracing stem Isbouldbe noted hatin
ft least one embodiment hat braces 26 ae ot wed on the
best bard 26
Inet east one embodiment, particular, but ot the exc
sie etre ofthe composite bracing stem the ait of
theintronnestion ofthe ces 26a the sts fo isese
Stress and stn troghoat the system. Te postning and
the configuration of the braces 26 and ints provide seth
an fs forthe sos box 12 witht ang wnsces
Sary weigh, while proviing for uniformity of ibaton and
pence of sound
Iva lest one enbodimen, any combination andor pat
temvofidentcal or difrent races 26 may be tlie within
2 bracing sncture 24, for atachment to ether th interior
Side of te soundboard 22 enor the interior sie the ear
panel ovtom bat 36to frm the sound box 12 foransal
Instrument
Insome emboeiments, the sound bo 12, sc athe
sidewall 34 ae formed of carbon fiber and oer stable
fiber wich are sed nan injection molding proceso fm
thesound box 12, eck 6 an sidewall Mn sme emboli
tens, sidewall M andor reinforcing bs rst = wel as
the neck 6 are comprised of 20% 050% carbon fiber
Tn some embodiments, the ijction molded enforcing
ris o srt function to sen te sie wall M for either
Sci consideraons or sound respons or both trata
US 9,171,528 B2
15
considerations and sound response, In atleast one embodi-
ment, the side wal 34 inthe area athe upperbout 16 includes
reinforced neck mounting area 64, In alternative embodi-
‘ments, he injection molded sie wall 34, reinforcing ribs or
sirus as well as the neck mounting area 64 are formed at aS
Significant cost savings as compared to compression molded
‘orlaninated instrument bodies In addition, the use of earbon
fiber reinforced injoction molded polymers provide superior
acoustic response for the side wall 4 and the sound box 12.
In some embodiments, the ribs or ventcal stuss may be_10
‘aligned withthe termination points ofthe braces 26. It should
‘be understood thatthe number of struts may vary’ fora pat-
siculartype of stringed musical nstrament inode to provide
desired sound quality Inat lest oneembodiment, the struts
‘are generally perpendicular wit the soundboard 22
Tn some embodiments, the Bottom board 36 may be formed
‘of carbon fiber or ater suitable fibers or materials as earlier
eseribed with respect tothe soundboard 22 In at least one
embodiment, when the soundboard 22 is placed over the side
‘wall 34 above the bottom board 36, withthe upper bouts 16,
and the lower bouts 18 aligned, the termination points of the
braces 26 of the bottom board 36, if used, are aligned in an
‘opposing fashion with the termination points ofthe Braces 26,
ofthe soundboard 2. Inat last one embodiment cach of the
braces 260 the botiom board 36 fused, mimor the braces26 2
ofthe soundboard 22.
In at least one embodiment, the stringed musical insta
‘met includes a nock 60 which is engaged othe neck mount
ing area 64 of the sound box 12. In general, the neck 60
includes the clement ofthe hee! $0 which may include a eel
insert S4: a hollow or pocket 42; a neck inset 46 for place
‘ment in the pocket 42; a headstock 48; a headstock inser 76,
for placement into the headstock 48; a headstock veneer 14
for engagement to the headstock insert 76; a fret boar 44
formed of a carbon fier insert 58 having a molded pocket $2 9s
and another carbon fiber insert $6 for placemeat into the
‘molded pocket $2; and an attachment mechanism 28 includ
ing adjustment serews 66 and mounting bolts 68
Tn some embodiments, a hee inset $4 is disposed into the
‘hel $0, In other embodiments, heel insert $4 isnot used
Inat leat one embosiiment, the neck 60, and companents
‘ofthe neck 60, with the exception of the adjustable serews 66
‘and mounting bolts 68, are Formed of earhonfiher materi
and/orather suitable fiber material as cartier identified herein,
Insomeembodiments, th elements ofthe neck 60 are formed 4
through the use of an injection molding process or other
suitable manufacturing process to reduce manufacturing and
assembly expense. In some embodiments, theelements athe
rock 60 may be formed through both an iajetion molding
processand through theuse of lamination process for mani
factue of carboa fier reinforced elements
Inatleast one embodiment, the attschment mechanism 28
for engagement of the neck 60 to the sound box 12 may
provide adjustable positioning ofthe neck 60 relative to the
sound box 12. In alternative embodiments, the attchment
mechanism 28 doesnot provide for adjustable positioning of
the nock 60 relative tothe sound box 12
Inat east one embodiment, the attachment mechanism 28
allows adjustable attachment of the neck 60 with respect to
the sound box 12in two planes in oaderofeilitatethe proper
positioning of the strings relative tothe neck 60 andthe sound
box 12
In some embodiments, the attachment mechanism 28
allows foe adjustment ofthe neck 60 vertically up aad down,
andr horizontally let to right in order to fecilitate adjust
‘ment an proper sting alignment of the strings relative othe
‘acc 60 and the sound box 12
16
A east one embodiment, the attachment mechanism 281s
‘sed on a three point interface, with a pivot point and tw
independently movable adjustment poiais. In at last one
embodiment, the mounting bots 68 ae disposed lower than
‘the adsment serews 66, andthe mounting bolts 68 funtion
asthe vertical pivot point while de adjustment screws 66 are
independently adjustable Tor lateral or horizontal alignment
‘ofthe neck 60 tothe lft or right relative wo the sound box 12.
One of the most time consuming operations in the con-
struction ofa stringed musical instrument is alignment and
positioning ofthe neck 60 relative to the sound box 12. A
{ypcal set-up procedure uilizs a ial and eror process that
involves removing material from the neck heel $0, or by
adding or adjusting shims into the neck mounting area 64,
Tia least one embodiment as disclosed herein the attach
‘ment mecaanism 28 permits the adjustment ofthe neck 60 by
the manipolation ofthe adjustment serews 66. Int least one
crsbodinien, the mounting bolts 68 permit adjustment of the
rock 60 al slight angle vertically upward or downward
relative to the sound box 12, while the adjustment seeows 66
permit adjustment ofthe neck 60 horizontally left to right,
providing a two way adjustment forthe neck 60. In at Teas.
‘one embodiment, the attachment mechanism 28 enables the
adjustable positioning of the neck 60 relative tothe sound box.
12 without the removal ofthe strings from the stringed musi-
cal instrument. In some embostments, the utilization of an
attachment mechanism 28 enables adjustment ofthe position
ofthe neck 60 wien the neck angle relative to asouna box 12
‘haschangod overtime, which n tum as displaced the desited
location ofthe steings relative to the sound hole 32 or sound
box 12
Inat least one embodiment, the attachment mechanism 28
provides a stvcturally efficient method of attaching a com-
positeneck 60 0 asound box 12. Theinjection molding ofthe
neck 60 provides fora cost-fietive and rapid fabrication
process forthe complex shape ofthe neck 60, where portions
of the neck 60 are constructed tobe selEaligning and to fit
closely together to enhance the effcieney of assembly ofthe
stringed musical instrument
Composite materials are typically proficient at carrying
stresses in @ plane, and in a hearing relationship, however
‘composite materials may not be as effective at carrying loads
through comers, paricularly when used witha staged musi-
cal instrument, Inat least one embodiment, the mounting
bolts 68 provide an effective method foe making the 90°
connection between & musical instrument neck 60 and the
sound box 12 for a composite material stringed musicl
insteument
Int leastone embodiment, the upper structural reinforee-
‘ment forthe neck 60s moved into the fingerboard 44. This in
turn moves the renforcemeat fibers futhe from the neural
axis as opposed to making the reinforcing fiers and integral
part of the neck 60, In certain embodiments this feature
‘enables the use of less reinforcement material fora desived
level of stifles for the neck 60 andor sound box 12.
In at Jeast one embodiment, the use of molded carbon
{ihors, or other suitable ibesin the carbon fiber inserts 56, $8
aswel asthe neck 60, and neck inser 46 enables the replace
‘ment of low sirctral effcieney material inthe lower pat of
the fingerboard 44 and neck 60, with hgh teuctual efficiency
‘material, whieh in tum may provide a significant stlinss
improvement to the nock 60 wit very litle addtional mas.
Inat east one embodiment, the manufacture ofthe hee $0
asa separate molded or machined piove avid the implemen
{ation ofa complex lamination operation or process, which in
the past has been required in order to make a complex hel as
‘aportion ofthe neck 60. In at least one embodiment the heel
US 9,171,528 B2
17
50, heel insert $4, headstock insert 76, and fingerboard 44,
‘well as othor parts ofthe neck 60 may be formed through the
use of a CNC machine, or molded by an iajetion molding
process. In other embodiments the neck 60 is conducive to
‘manufacture through the implementation of a simplified s
lination operation, In at lest one embodiment, the head
stock veneer 74 is machined from laminated Nat sheets of
‘composite material or ether suitable materials
Inat least one embodiment as depicted in FIG. 9, hoo!
attachment block 86 is disposed ina hollow or packet 42 of
the neck 60, andis vertically aligned with respect othe eel
50, Hel atchment bolts 88 may then pass tough aligned
apertures 9 in the heel attachment block 86 in order to
sandtveh the neck 60 betwen the heel attachment block 86
and the heel $0, to secure the heel 50 1 the ueck 60. heel
‘cover 92 may then be disposed over he heel SUduring assem
bly ofthe stringed musical instrument
Tnat least one embodiment as depicted in FIG. 2, aspheri-
«al pivot 94s disposed overthe upper mounting bol 68. Ina
least one altemative embodiment, the spherial pivot 94 is
isposed over the lower mounting bolt 68. In at least one
embodiment the adjustment ofthe neck mounting bots 68,
and the tightening of the mounting bolts 68 relative tothe
spherical pivot 94, provides vertical alignment of the neck 60,
relative to the sound box 12.as depicted by araws 96 of FIG. 2
4
In at Jeast one embodiment, the hee! $0 includes adjust
‘menallisaton apertures 98 which are dapted to receive the
adjustment screws 66 and mounting bolts 68. In some
embodiments the aflixation/adjusiment apertures 98 are
‘threaded nd inotherembodimens the aflixation/adjustment
apertures 98 are not threaded, and the mounting bolts 68
‘engage nutstosecure the heel $0 and neck 60 tothe sound box.
2.
‘Atleast one embodiment with reference to FIGS. 2 and 3,
the affixationladjusiment apertnres 98 for receipt of the
agjusiment sews 66 are threaded. The adjustment screws 66,
realigned to contact adjustment screw stops 190 orinterface
points, which in some embodiments may be metalic or ther
‘materials. In some embodiments the adjustment sere stops
100 resemble the heads ofa lug or rivet. In some embod
ments the adjustment serew stops 100 are ether integral with,
‘rare fixed dretly othe neck mounting area 64 af the side
‘wall 34, andin other embodiments are integral with oralixed
directly toa eel block 102 as engaged tothe sidewalls 34 of
4 Stringed! musical instrument. In some embodiments the
agjusiment serew stops 100 are recessed eelatve tothe neck
‘mounting area 64, side wall 34, andor heel block 102. In
some embodiments relieved oe recess area 104 may be
present proximate to the neck mounting area 64 foming a
recessed pocket for receipt of the heel $0. The relieved or
recessed area 104 of the neck mounting area 64 facilitates the
positioning and alignment of theneck 60relativeto the sound
‘box 12 during assembly of the stringed musica instrument
(FAG. 10) in at least one eaxbodiment the hee! $0 includes a ss
spherical pivot area 106 which is aligned for positioning
proximate to the spherical pivot 94,
In a least one embodiment, an injetion molded carbon
fiber bridge 62 is provided which includes pockets 80 po
tioned proximate to the soundboard 22 to minimize mas of 6
the bridge 62 and to reduce bonne stesses onthe sou
board 22 following assembly ofthe stringed mosical instru
ment
In at least one embodiment, the bridge 62 and pockets 80
improve the acoustic response forthe sound box 12 by reduc> 6
ing the mass ofthe bridge 62, Inat least one embociment, the
volume of the sound box 12 is inuproved because the respon
w
8
18
siveness of the soundboard 22 is increased as a result of
reduced mas for the bridge 62, which ia tura enhances the
amplitude ofthe vibration ofthe soundboard 22 for a given
string excitation as earlier described. In at last one embodi-
‘ment a redvetion i the mass of the bridge 62, decreases
resistance ofthe soundboard 2210 vibration, which preserves
vibrational energy facilitating soundboard vibration and
‘increasing the volume for stringed musical insrumeat In a
least one embodiment, enhanced vibration of thesoundboard
22{ncreasesthe sustanof the musical instrument by reducing
the energy required in onder a vibrate the soundboard 22 for
given amplitude nat Jeast one embodiment a reduction in
the mass ofthe bridge 62 decreases the energy loss on each
vibration cycle, hecsse lower mass sequined tobe moved
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- U.S. Pat. Pub. 2010/0154,620, Entitled "Optical Pickup For A Musical Instrument" Pub. 2010.Документ20 страницU.S. Pat. Pub. 2010/0154,620, Entitled "Optical Pickup For A Musical Instrument" Pub. 2010.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 7,461,424, Entitled "Method and Apparatus For A Pillow Including Foam Pieces of Various Sizes", Issued 2008.Документ7 страницU.S. Patent 7,461,424, Entitled "Method and Apparatus For A Pillow Including Foam Pieces of Various Sizes", Issued 2008.Anonymous a7S1qyXОценок пока нет
- U.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Документ12 страницU.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Duane BlakeОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- U.S. Pat. App. 2012/0258051, Entitled "Multistrata Nanoparticles", Published Oct. 11, 2012.Документ16 страницU.S. Pat. App. 2012/0258051, Entitled "Multistrata Nanoparticles", Published Oct. 11, 2012.Anonymous a7S1qyXОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- U.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Документ12 страницU.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Duane BlakeОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- U.S. Patent 9,462,902, Entitled "Health Pillow", Issued Oct. 11, 2016.Документ14 страницU.S. Patent 9,462,902, Entitled "Health Pillow", Issued Oct. 11, 2016.Anonymous a7S1qyXОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- U.S. Patent 9,024,171, Entitled, Sensor Assembly For Stringed Musical Instruments, To Actodyne General, March 5, 2015 PDFДокумент15 страницU.S. Patent 9,024,171, Entitled, Sensor Assembly For Stringed Musical Instruments, To Actodyne General, March 5, 2015 PDFAnonymous a7S1qyXОценок пока нет
- U.S. Patent 4,383,465, Entitled Space-Wrapped Strings For Musical Instruments, Issued 1983.Документ11 страницU.S. Patent 4,383,465, Entitled Space-Wrapped Strings For Musical Instruments, Issued 1983.Anonymous a7S1qyXОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Patent WO-2015/173732A1, Entitled "Preamplification System For An Acoustic Guitar", Nov. 19, 2015.Документ57 страницPatent WO-2015/173732A1, Entitled "Preamplification System For An Acoustic Guitar", Nov. 19, 2015.Anonymous a7S1qyXОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- US Patent 1,915,858, Entitled "Method and Apparatus For The Production of Music" To Inventor, Miessner, 1933.Документ9 страницUS Patent 1,915,858, Entitled "Method and Apparatus For The Production of Music" To Inventor, Miessner, 1933.Anonymous a7S1qyXОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- U.S. Patent 3,826,171, Entitled Guitar String, Issued 1974.Документ4 страницыU.S. Patent 3,826,171, Entitled Guitar String, Issued 1974.Anonymous a7S1qyXОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- US7692080-Fret Wire With Bending Notches-2008Документ4 страницыUS7692080-Fret Wire With Bending Notches-2008Duane BlakeОценок пока нет
- U.S. 7,586,029, Entitled "GUITAR AND STRAP FOR PLAYING IN A STANDING CONFIGURATION", 2009.Документ10 страницU.S. 7,586,029, Entitled "GUITAR AND STRAP FOR PLAYING IN A STANDING CONFIGURATION", 2009.Anonymous a7S1qyXОценок пока нет
- U.S. Patent Pub. 2016-140941A1, Entitled, "Device For Vibrating A Stringed Instrument", To Kobayashi, May 19, 2016.Документ22 страницыU.S. Patent Pub. 2016-140941A1, Entitled, "Device For Vibrating A Stringed Instrument", To Kobayashi, May 19, 2016.Anonymous a7S1qyXОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- U.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Документ4 страницыU.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Anonymous a7S1qyXОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- U.S. Patent 8,853,517, Entitled Musical Instrument Pickup, To George Dixon, Dated Oct. 7, 2014 PDFДокумент38 страницU.S. Patent 8,853,517, Entitled Musical Instrument Pickup, To George Dixon, Dated Oct. 7, 2014 PDFAnonymous a7S1qyXОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- U.S. Patent 2,911,871, Entitled "Magnetic Pickup Device" To Charles Schultz, Issued 1959.Документ4 страницыU.S. Patent 2,911,871, Entitled "Magnetic Pickup Device" To Charles Schultz, Issued 1959.Anonymous a7S1qyXОценок пока нет
- US Patent 2,294,861, Entitled "Electrical Pickup For Stringed Instruments" To Inventor Fuller (Assignee Owner Gibson, Inc.), Issued 1940.Документ4 страницыUS Patent 2,294,861, Entitled "Electrical Pickup For Stringed Instruments" To Inventor Fuller (Assignee Owner Gibson, Inc.), Issued 1940.Anonymous a7S1qyXОценок пока нет
- U.S. Reexam Patent 20070, Entitled "Electric Translating Device For Stringed Instruments" To Lesti, Issued 1935.Документ7 страницU.S. Reexam Patent 20070, Entitled "Electric Translating Device For Stringed Instruments" To Lesti, Issued 1935.Anonymous a7S1qyXОценок пока нет
- Great Britain B Patent 588178A, Entitled "Electro-Magnetic Pick-Up For Stringed Musical Instruments" Dated 1946.Документ4 страницыGreat Britain B Patent 588178A, Entitled "Electro-Magnetic Pick-Up For Stringed Musical Instruments" Dated 1946.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 8,886,584, Recommendation of Media Content, Issued 2014.Документ24 страницыU.S. Patent 8,886,584, Recommendation of Media Content, Issued 2014.Anonymous a7S1qyXОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- U.S. Patent 6,797,871, Entitled "Pick and Method", To Adkin, Dated 2004.Документ14 страницU.S. Patent 6,797,871, Entitled "Pick and Method", To Adkin, Dated 2004.Anonymous a7S1qyXОценок пока нет
- French Patent 990405A, Entitled "Electric Piano" Dated 1949.Документ13 страницFrench Patent 990405A, Entitled "Electric Piano" Dated 1949.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Документ58 страницU.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Anonymous a7S1qyXОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- U.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Документ3 страницыU.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 3,624,264, Entitled "Vibration Detection" To Lazarus, Issued 1971.Документ5 страницU.S. Patent 3,624,264, Entitled "Vibration Detection" To Lazarus, Issued 1971.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 2,094,771, Composition of Matter, 1937.Документ4 страницыU.S. Patent 2,094,771, Composition of Matter, 1937.Anonymous a7S1qyXОценок пока нет
- U.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Документ3 страницыU.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Anonymous a7S1qyXОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- U.S. Patent 2,094,771, Composition of Matter, 1937.Документ4 страницыU.S. Patent 2,094,771, Composition of Matter, 1937.Anonymous a7S1qyXОценок пока нет
- Extraccion 4 PDFДокумент9 страницExtraccion 4 PDFsergioenriquerozoperОценок пока нет
- Common Perfumery AbbreviationsДокумент3 страницыCommon Perfumery AbbreviationsDele AwosileОценок пока нет
- Fluorescent Probes For Imaging Formaldehyde in Biological SystemsДокумент7 страницFluorescent Probes For Imaging Formaldehyde in Biological SystemsVijay LouОценок пока нет
- Comparison of The Effect of Various Extraction MethodsДокумент12 страницComparison of The Effect of Various Extraction MethodsMyriam HernandezОценок пока нет
- Comperlan® 100: Product Data SheetДокумент2 страницыComperlan® 100: Product Data SheetR Bunardi100% (1)
- Synthetic Polymers - HighlightДокумент31 страницаSynthetic Polymers - HighlightZhimingОценок пока нет
- The Perfect Day Product GuideДокумент110 страницThe Perfect Day Product GuidemariyastojОценок пока нет
- Chemistry II OBODOДокумент50 страницChemistry II OBODOpalmer okiemuteОценок пока нет
- Rice HullДокумент4 страницыRice HullChiarra MontillaОценок пока нет
- NEET Biology Chapter Wise Mock Test - Biomolecules and Enzymes - CBSE TutsДокумент21 страницаNEET Biology Chapter Wise Mock Test - Biomolecules and Enzymes - CBSE Tutssreenandhan 2017Оценок пока нет
- Bioplastics: Centre T Hnol M LL R D University D Lhi IndiДокумент13 страницBioplastics: Centre T Hnol M LL R D University D Lhi IndiTino RodriguezОценок пока нет
- Roofing 101 Intro To Low SlopeДокумент112 страницRoofing 101 Intro To Low Slopechristopher Paulin100% (1)
- 12 Chemistry CHP 8Документ68 страниц12 Chemistry CHP 8nashwanoor2018Оценок пока нет
- Technical Data Sheet: Rexin DP 127Документ1 страницаTechnical Data Sheet: Rexin DP 127sriatul2006Оценок пока нет
- (Oxford Chemistry Primers, 01) Susan E. Thomas - Organic Synthesis - The Roles of Boron and Silicon-Oxford University Press (1992) PDFДокумент96 страниц(Oxford Chemistry Primers, 01) Susan E. Thomas - Organic Synthesis - The Roles of Boron and Silicon-Oxford University Press (1992) PDFUjjal Das100% (4)
- X Final Grand Test KitДокумент188 страницX Final Grand Test KitSana DanishОценок пока нет
- An Overview of PLGA In-Situ Forming ImplantsДокумент21 страницаAn Overview of PLGA In-Situ Forming ImplantsthanaОценок пока нет
- Food Structure: SciencedirectДокумент9 страницFood Structure: SciencedirectCamila Andrea VillamizarОценок пока нет
- Acids Bases and Salts Igcse Only Complete 2014 With Marking Scheme Protected PDFДокумент126 страницAcids Bases and Salts Igcse Only Complete 2014 With Marking Scheme Protected PDFAli AshrafОценок пока нет
- Dna, Genes and GenomesДокумент4 страницыDna, Genes and GenomesRobert Martin PuertaОценок пока нет
- Food Microbiology: Sang-Jo Kwon, Yoonjee Chang, Jaejoon HanДокумент8 страницFood Microbiology: Sang-Jo Kwon, Yoonjee Chang, Jaejoon HanMaria CardosoОценок пока нет
- Acid CatalysisДокумент16 страницAcid CatalysisTayyaba SadaqОценок пока нет
- Lab Manual CHM510Документ43 страницыLab Manual CHM510marzОценок пока нет
- General and Inorganic ChemistryДокумент5 страницGeneral and Inorganic Chemistryivan chuaОценок пока нет
- NOTES 3 The Stages of Cellular RespirationДокумент20 страницNOTES 3 The Stages of Cellular RespirationJillian Reyes SantosОценок пока нет
- MH Appendix 2010 PDFДокумент97 страницMH Appendix 2010 PDFdeaaОценок пока нет
- MAN0011258 Pierce Protease Asy UGДокумент4 страницыMAN0011258 Pierce Protease Asy UGimma67Оценок пока нет
- Day2Session4 - Organic ConcoctionsДокумент73 страницыDay2Session4 - Organic ConcoctionsFlorinda GagasaОценок пока нет
- Fundamentals of Mechanism and Stereochemistry: CHEM0005 Chemical Foundations: Section CДокумент174 страницыFundamentals of Mechanism and Stereochemistry: CHEM0005 Chemical Foundations: Section Cssayed1Оценок пока нет
- Azotobactor: by Gresia Palentina Hutagaol (4193342003)Документ10 страницAzotobactor: by Gresia Palentina Hutagaol (4193342003)Helen ElmeiОценок пока нет