Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Building and Mechanical Engineering DrawingДокумент381 страницаBuilding and Mechanical Engineering Drawingibrahimsaleh20091884100% (2)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Technical AcronymsДокумент451 страницаTechnical AcronymsSudip SardarОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Water Network Design SoftssДокумент18 страницWater Network Design Softssarpit1121100% (1)
- Advanced Manufacturing Systems PDFДокумент27 страницAdvanced Manufacturing Systems PDFkrishnaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- p2c2 ProgressmeasurementДокумент19 страницp2c2 ProgressmeasurementicetesterОценок пока нет
- Automation StudioДокумент28 страницAutomation Studiosilviobarros100% (2)
- Unit 1 Product Cycle and Design Process PDFДокумент49 страницUnit 1 Product Cycle and Design Process PDFMeet patelОценок пока нет
- SAMPLE MastercamX6 Handbook Vol-2Документ78 страницSAMPLE MastercamX6 Handbook Vol-2morrisrey100% (1)
- Catia V5 R7Документ81 страницаCatia V5 R7Andrei CosminОценок пока нет
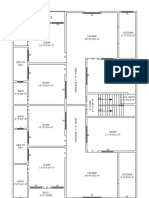
- 10 Multi Family Residential Building 45 x60 Autocad Architecture Free Cad DWG File Download 53f018abb6-ModelДокумент1 страница10 Multi Family Residential Building 45 x60 Autocad Architecture Free Cad DWG File Download 53f018abb6-ModelMr: Saykat khanОценок пока нет
- 17mecc12 - Computer Integrated Manufacturing - SyllabusДокумент3 страницы17mecc12 - Computer Integrated Manufacturing - SyllabusPrabhaharMuthuswamyОценок пока нет
- Sisteme Fixare - Sustinere - INKA PDFДокумент36 страницSisteme Fixare - Sustinere - INKA PDFMatthew SuttonОценок пока нет
- Estimating The Effect of Cad Model Simplification Techniques For Fea SimulationsДокумент13 страницEstimating The Effect of Cad Model Simplification Techniques For Fea SimulationssubashОценок пока нет
- Siemens SW NX CAD Design Academic Certification FQ 78712 C5 - tcm27 65590 PDFДокумент3 страницыSiemens SW NX CAD Design Academic Certification FQ 78712 C5 - tcm27 65590 PDFManish ShettyОценок пока нет
- GD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonДокумент53 страницыGD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonAnthuan SenoirbОценок пока нет
- AutoCAD 2012 in Simple StepsДокумент1 страницаAutoCAD 2012 in Simple StepsDreamtech PressОценок пока нет
- DXF FilelistДокумент2 страницыDXF Filelistالمراكشي يحيىОценок пока нет
- CAD Exam ReviewДокумент3 страницыCAD Exam Reviewmowatts845Оценок пока нет
- Inventorwizard: Tooling Manual Clamp: Width 0 - 75Mm 000.004 Clamp Elbow Right 000.005 Clamp Elbow LeftДокумент4 страницыInventorwizard: Tooling Manual Clamp: Width 0 - 75Mm 000.004 Clamp Elbow Right 000.005 Clamp Elbow LeftLÊ VĂN ĐỨCОценок пока нет
- 02 Cont 20,40ft VP-wc3mДокумент4 страницы02 Cont 20,40ft VP-wc3mKim SonОценок пока нет
- Part 2 - Computer Graphics - NotesДокумент8 страницPart 2 - Computer Graphics - NotesnasipwoniОценок пока нет
- Autodesk Product Keys PDFДокумент1 страницаAutodesk Product Keys PDFHemo 00Оценок пока нет
- Draughtsman Mechanical 2nd Year (Volume I of II) TPДокумент102 страницыDraughtsman Mechanical 2nd Year (Volume I of II) TPAkshay Kumar KОценок пока нет
- Automated Garment Development From Body Scan DataДокумент9 страницAutomated Garment Development From Body Scan DataAymen KhakwaniОценок пока нет
- Property of Digitaldreams LTD - AUTOCAD 3D ASSIGNMENTДокумент26 страницProperty of Digitaldreams LTD - AUTOCAD 3D ASSIGNMENTChisom IkengwuОценок пока нет
- Hear50265 ch01Документ32 страницыHear50265 ch01Nikos MichailidisОценок пока нет
- Cad, Cam, Cim, CaapДокумент3 страницыCad, Cam, Cim, Caapsolomonlemma14Оценок пока нет
- LaserQC Brochure PDFДокумент4 страницыLaserQC Brochure PDFChandan A SОценок пока нет
- Pop Cad Bmi StndrdsДокумент106 страницPop Cad Bmi StndrdskuraimundОценок пока нет
- Teaching Finite Element Analysis For Design Engineers: August 2011Документ7 страницTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluОценок пока нет