Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Aloe Vera MiracleДокумент20 страницAloe Vera Miracleanon-287110100% (19)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ESSIAC Tea BrochureДокумент2 страницыESSIAC Tea Brochurepatrickng794Оценок пока нет
- Pocketbook For Highway Engineers, 2002 (Second Revision)Документ222 страницыPocketbook For Highway Engineers, 2002 (Second Revision)Mohammed Zuber Inamdar92% (12)
- RAM 5.7 2020 EcmДокумент7 страницRAM 5.7 2020 Ecmjesus mtzОценок пока нет
- Airliner High Altitude Operation RisksДокумент40 страницAirliner High Altitude Operation RisksIYIBIRIОценок пока нет
- Some Cancer FactsДокумент6 страницSome Cancer Factskeepy893% (15)
- Some Cancer FactsДокумент6 страницSome Cancer Factskeepy893% (15)
- IAB Passenger Handling Training 1Документ31 страницаIAB Passenger Handling Training 1sir peter0% (1)
- Rail Vehicle Dynamic Performance (Product Re-Engineering For Improving Safety and Ride Comfort)Документ116 страницRail Vehicle Dynamic Performance (Product Re-Engineering For Improving Safety and Ride Comfort)Bhargav BhargavОценок пока нет
- Example of Business PlanДокумент101 страницаExample of Business PlanGiffari Rizky RamadhanОценок пока нет
- FightersДокумент132 страницыFighterszainiОценок пока нет
- Emerson CEMSДокумент12 страницEmerson CEMSquinteroudinaОценок пока нет
- The Alkaline Truth ChartДокумент3 страницыThe Alkaline Truth Chartpatrickng794100% (1)
- A Leading G Lobal M Anufacturer: Effective March 2015Документ22 страницыA Leading G Lobal M Anufacturer: Effective March 2015patrickng794Оценок пока нет
- Analyzer Best Practices SRU TGTU PDFДокумент25 страницAnalyzer Best Practices SRU TGTU PDFvenkatrangan2003Оценок пока нет
- Chinese Customs and Culture For House MovingДокумент2 страницыChinese Customs and Culture For House Movingpatrickng794Оценок пока нет
- Cure Diabetes in 3 WeeksДокумент6 страницCure Diabetes in 3 Weekspatrickng794Оценок пока нет
- Cumin Seeds PDFДокумент4 страницыCumin Seeds PDFpatrickng794Оценок пока нет
- Win BlackjackДокумент8 страницWin Blackjackpatrickng794Оценок пока нет
- Beat CancerДокумент9 страницBeat Cancerpatrickng794Оценок пока нет
- Beat CancerДокумент9 страницBeat Cancerpatrickng794Оценок пока нет
- FastingДокумент6 страницFastingpatrickng794Оценок пока нет
- DR - Lynn Tan's Detox ProgramДокумент44 страницыDR - Lynn Tan's Detox Programpatrickng794Оценок пока нет
- Regulations On The Prevention and Control of Ship Pollution in The Jiangsu Section of The Yangtze RiverДокумент14 страницRegulations On The Prevention and Control of Ship Pollution in The Jiangsu Section of The Yangtze RiverSM OHNОценок пока нет
- 2013 May 02 USC BookДокумент241 страница2013 May 02 USC BookmirfanjpcgmailcomОценок пока нет
- Kwid 2023 PDFДокумент13 страницKwid 2023 PDFBhargava RanaОценок пока нет
- Captiva BrochureДокумент10 страницCaptiva BrochureSubhojit BeheraОценок пока нет
- 2017 Fiat Tipo SpecificationsДокумент4 страницы2017 Fiat Tipo SpecificationsSergio DavidsОценок пока нет
- Profile Format SampleДокумент15 страницProfile Format SampleUsama KHanОценок пока нет
- Truck Parking Areas 2009Документ147 страницTruck Parking Areas 2009IRUОценок пока нет
- SZL20712 - 2022-06-24 - PDI - FormOrderДокумент13 страницSZL20712 - 2022-06-24 - PDI - FormOrderPETER ADAMОценок пока нет
- GEELY 2008 Fc-VisionДокумент211 страницGEELY 2008 Fc-VisionКостя ДолинськийОценок пока нет
- NR - GN - CIV - 200 - 11 Parking and Mobility in StationsДокумент170 страницNR - GN - CIV - 200 - 11 Parking and Mobility in StationsAnfaal Al HajriОценок пока нет
- SimBrief Flight Dispatch Highlight 6Документ32 страницыSimBrief Flight Dispatch Highlight 6Abang FayyadОценок пока нет
- LC GatesДокумент19 страницLC GatesPAUL DURAIОценок пока нет
- 4FD100Документ11 страниц4FD100knoflerОценок пока нет
- Chapter Iii 2Документ30 страницChapter Iii 2Enrico ReyesОценок пока нет
- Train Ticket TK28767782M68Документ3 страницыTrain Ticket TK28767782M68Prdeep KumarОценок пока нет
- Deed of SaleДокумент1 страницаDeed of SaleEmil AlviolaОценок пока нет
- Special Airworthiness Information Bulletin: FAA Aviation SafetyДокумент2 страницыSpecial Airworthiness Information Bulletin: FAA Aviation SafetyIngenieria HeligolfoОценок пока нет
- The Evolution of LTL Shipping Practices Addressing Capacity Woes Use of Last Yard and How To Choose The Right LTL Carrier With So Many OptionsДокумент8 страницThe Evolution of LTL Shipping Practices Addressing Capacity Woes Use of Last Yard and How To Choose The Right LTL Carrier With So Many OptionsRoopesh AthmuriОценок пока нет
- Campus MapДокумент7 страницCampus MapMatthew KleinОценок пока нет
- Hyundai Motor Company - WikipediaДокумент2 страницыHyundai Motor Company - WikipediaGeorge XОценок пока нет
- GERT8000-Glossary of Railway TerminologyДокумент36 страницGERT8000-Glossary of Railway TerminologyRamiro Magbanua FelicianoОценок пока нет
- 45m Truck Mounted ManliftДокумент1 страница45m Truck Mounted ManliftTanveer SarangОценок пока нет
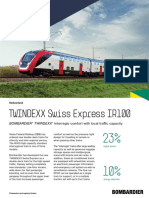
- TWINDEXX-Swiss-Express-IR100 Fs en ScreenДокумент2 страницыTWINDEXX-Swiss-Express-IR100 Fs en ScreenSahil Ullah KhanОценок пока нет