Вам также может понравиться
- Chapter 03Документ61 страницаChapter 03JohnJaye100% (7)
- Heat Exchanger - Effectiveness - NTU MethodДокумент15 страницHeat Exchanger - Effectiveness - NTU MethodhendiyrОценок пока нет
- Unitops - ch5 ProblemsДокумент6 страницUnitops - ch5 ProblemsfsamperizОценок пока нет
- Heat Exchangers: The Effectiveness - NTU Method: Sections 11.4 Through 11.7Документ15 страницHeat Exchangers: The Effectiveness - NTU Method: Sections 11.4 Through 11.7Joli SmithОценок пока нет
- Design of Shell and Tube Heat ExchangerДокумент42 страницыDesign of Shell and Tube Heat Exchanger3004 Divya Dharshini. MОценок пока нет
- Chapter03 PDFДокумент61 страницаChapter03 PDFymailioОценок пока нет
- 11B - Chapter 11, Secs 11.4 - 11.7 BlackДокумент15 страниц11B - Chapter 11, Secs 11.4 - 11.7 BlackrajindoОценок пока нет
- Sizing CostingДокумент39 страницSizing CostingMarilynYunLingОценок пока нет
- Cold StoreДокумент33 страницыCold StorehanyassawyОценок пока нет
- Process Design of CondenserДокумент5 страницProcess Design of CondenserVivek VĩvĕОценок пока нет
- He SelectionДокумент7 страницHe SelectionKaizerОценок пока нет
- 7 12521039 Savannah Yonita Tugas2Документ9 страниц7 12521039 Savannah Yonita Tugas2Savannah Yonita CОценок пока нет
- Scalding Unit-USePДокумент12 страницScalding Unit-USePJesús Alejandro SantillánОценок пока нет
- Rotary Dryer DesignДокумент29 страницRotary Dryer DesignDharamvir Singh80% (5)
- Transcript of A Proposed Design of Ice PlantДокумент8 страницTranscript of A Proposed Design of Ice Planteafz111Оценок пока нет
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateДокумент2 страницыDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateAbhishek SinglaОценок пока нет
- Banco de TubosДокумент9 страницBanco de TubosArturo Arévalo FloresОценок пока нет
- ME3122E - Tutorial Solution 4Документ12 страницME3122E - Tutorial Solution 4LinShaodun82% (11)
- Basic Design of A Heat ExchangerДокумент10 страницBasic Design of A Heat ExchangerKvspavan KumarОценок пока нет
- Capitulo 12 StoeckerДокумент11 страницCapitulo 12 StoeckerPaulo Azañero75% (4)
- MATERIAL Mechanical DesignДокумент11 страницMATERIAL Mechanical DesignanisОценок пока нет
- Heat Transfer UNIT-8 Heat Exchangers:: Problem 50Документ8 страницHeat Transfer UNIT-8 Heat Exchangers:: Problem 50Miguel Angel Carranza OlveraОценок пока нет
- ME3122E - Tutorial Solution 3Документ8 страницME3122E - Tutorial Solution 3LinShaodun100% (3)
- A Proposed Design of Ice PlantДокумент8 страницA Proposed Design of Ice PlantNirob MahmudОценок пока нет
- Solution Ch8Документ15 страницSolution Ch8Anonymous ou6LhnW6qv100% (2)
- MATERIAL Mechanical DesignДокумент13 страницMATERIAL Mechanical DesignSchaieraОценок пока нет
- Worked Problems Heat ExchangersДокумент18 страницWorked Problems Heat Exchangers521 Balaji OОценок пока нет
- Boiler CalculationДокумент37 страницBoiler CalculationFmJoy Dioko100% (2)
- Chapter 1Документ6 страницChapter 1ampalacios1991100% (2)
- 9 SolutionsДокумент6 страниц9 SolutionsKathleen HalwachsОценок пока нет
- (Kern Metode) Design Data: Shell and Tube Heat Exchanger SizingДокумент32 страницы(Kern Metode) Design Data: Shell and Tube Heat Exchanger SizingLisa SeptidianaОценок пока нет
- 4.0 Preliminary Design of Equipment HeuristicsДокумент10 страниц4.0 Preliminary Design of Equipment Heuristicssolehah misniОценок пока нет
- Solved Problems in Heat TransferДокумент16 страницSolved Problems in Heat TransferAngelica Joyce Benito100% (3)
- Me22 E02 Tumangan M2a1Документ4 страницыMe22 E02 Tumangan M2a1Jihoo JungОценок пока нет
- Heat ConductionДокумент25 страницHeat ConductionAnonymous z4Fe39jОценок пока нет
- Plinske Turbine 2015Документ13 страницPlinske Turbine 2015Aleksandar NikolićОценок пока нет
- ESAS Actual Board. Thank Me LaterДокумент5 страницESAS Actual Board. Thank Me LaterRhea Pardo PeralesОценок пока нет
- HW 8 SolutionДокумент6 страницHW 8 Solutionme395100% (1)
- 11 Synthesis of Heat Exchanger Networks PDFДокумент54 страницы11 Synthesis of Heat Exchanger Networks PDFAugusto De La Cruz CamayoОценок пока нет
- Chapter 8 - TutorialДокумент4 страницыChapter 8 - TutorialDavidОценок пока нет
- Production of Stearic Acid From LardДокумент18 страницProduction of Stearic Acid From LardyhujeeraОценок пока нет
- Heat Chap07 035Документ16 страницHeat Chap07 035Kerem GönceОценок пока нет
- Problems 13 1 To 13 17Документ39 страницProblems 13 1 To 13 17Carlos Huete FelixОценок пока нет
- Bell Delaware Math Cad ExampleДокумент8 страницBell Delaware Math Cad ExampleMohammed A IsaОценок пока нет
- Cumene Design 2520of 2520equipmentsДокумент72 страницыCumene Design 2520of 2520equipmentsG Vamsee KrishnaОценок пока нет
- 2017-02-08Документ7 страниц2017-02-08Chris KangОценок пока нет
- Rotary Dryer DesignДокумент43 страницыRotary Dryer DesignsasitharОценок пока нет
- ME3122 Tutorial 1 - Conduction-SolutionsДокумент9 страницME3122 Tutorial 1 - Conduction-SolutionsUnknown uploaderОценок пока нет
- Heat Transfer HWДокумент12 страницHeat Transfer HWrobert kasperОценок пока нет
- Heat Chap08 053Документ10 страницHeat Chap08 053Kerem GönceОценок пока нет
- Chapter 4Документ36 страницChapter 4siva sachaphibulkijОценок пока нет
- Boiling and Condensation ProblemsДокумент24 страницыBoiling and Condensation Problemskeerthi srijithОценок пока нет
- Plug Flow Reactor Design Presentation...Документ18 страницPlug Flow Reactor Design Presentation...Nana Kwame BoatengОценок пока нет
- HWSolutions PDFДокумент42 страницыHWSolutions PDFJames AhnОценок пока нет
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportОт EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportОценок пока нет
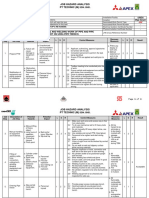
- Hot Work: Job Hazard Analysis PT Technic (M)Документ4 страницыHot Work: Job Hazard Analysis PT Technic (M)ShahrizatSmailKassim100% (1)
- 77 Chemical Mixing and Handling - JOB PROCEDUREДокумент2 страницы77 Chemical Mixing and Handling - JOB PROCEDUREShahrizatSmailKassim100% (1)
- Chemical Injection: Offshore Coshh EssentialsДокумент3 страницыChemical Injection: Offshore Coshh EssentialsShahrizatSmailKassimОценок пока нет
- Law 299, Q2B.BДокумент1 страницаLaw 299, Q2B.BShahrizatSmailKassimОценок пока нет
- Request Confirmation Letter Template 2 - Amended 02.04.2018Документ1 страницаRequest Confirmation Letter Template 2 - Amended 02.04.2018ShahrizatSmailKassimОценок пока нет
- 299 CertaintyДокумент29 страниц299 CertaintyShahrizatSmailKassimОценок пока нет
- TOPIC 2 - Classification of CompanyДокумент24 страницыTOPIC 2 - Classification of CompanyShahrizatSmailKassimОценок пока нет
- 116 126 PMR Jul07 PDFДокумент11 страниц116 126 PMR Jul07 PDFShahrizatSmailKassimОценок пока нет
- Market 2Документ32 страницыMarket 2ShahrizatSmailKassimОценок пока нет
- Soga AaДокумент43 страницыSoga AaShahrizatSmailKassimОценок пока нет
- CO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SДокумент6 страницCO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SShahrizatSmailKassimОценок пока нет
- Report LiДокумент12 страницReport LiShahrizatSmailKassimОценок пока нет
- Mat355 431 455Документ4 страницыMat355 431 455ShahrizatSmailKassimОценок пока нет
- Matlab PPT - Session 1 - Week 4Документ67 страницMatlab PPT - Session 1 - Week 4ShahrizatSmailKassimОценок пока нет
- Chapter 2Документ24 страницыChapter 2ShahrizatSmailKassimОценок пока нет
- Construction of Café PinkДокумент29 страницConstruction of Café PinkShahrizatSmailKassimОценок пока нет
- M16 Tier1Документ184 страницыM16 Tier1ShahrizatSmailKassimОценок пока нет
- Module 2Документ4 страницыModule 2ShahrizatSmailKassimОценок пока нет
- Impression TakingДокумент12 страницImpression TakingMaha SelawiОценок пока нет
- Case StudyДокумент7 страницCase StudyLeighvan PapasinОценок пока нет
- Sol. Mock Test CBSE BiologyДокумент3 страницыSol. Mock Test CBSE BiologysbarathiОценок пока нет
- Tackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavДокумент9 страницTackling Food Inflation: Ashwinkumar Kokku - 67 Malcolm Pinto - 89 Samir Vele - Nitin JadhavMalcolm PintoОценок пока нет
- TCJ Series: TCJ Series - Standard and Low Profile - J-LeadДокумент14 страницTCJ Series: TCJ Series - Standard and Low Profile - J-LeadgpremkiranОценок пока нет
- NTJN, Full Conference Program - FINALДокумент60 страницNTJN, Full Conference Program - FINALtjprogramsОценок пока нет
- What Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Документ5 страницWhat Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Rica machells DaydaОценок пока нет
- Literary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Документ6 страницLiterary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Pedro PorbénОценок пока нет
- MPERSДокумент1 страницаMPERSKen ChiaОценок пока нет
- Manual of GardeningДокумент812 страницManual of GardeningPrakash PatelОценок пока нет
- 8 Categories of Lipids: FunctionsДокумент3 страницы8 Categories of Lipids: FunctionsCaryl Alvarado SilangОценок пока нет
- Astm B633Документ5 страницAstm B633nisha_khan100% (1)
- Water Quality Index Determination of Malathalli LakeДокумент16 страницWater Quality Index Determination of Malathalli Lakeajay kumar hrОценок пока нет
- Carolyn Green Release FinalДокумент3 страницыCarolyn Green Release FinalAlex MilesОценок пока нет
- G.R. No. 178741Документ1 страницаG.R. No. 178741Jefferson BagadiongОценок пока нет
- ECE R10 Certification Guide-Edition 1.3Документ33 страницыECE R10 Certification Guide-Edition 1.3Ôm Pŕâkẵsh PẵñdêýОценок пока нет
- Brochure - ILLUCO Dermatoscope IDS-1100Документ2 страницыBrochure - ILLUCO Dermatoscope IDS-1100Ibnu MajahОценок пока нет
- Anatomy of The SkinДокумент28 страницAnatomy of The Skinay254Оценок пока нет
- Schindler 3100: Cost-Effective MRL Traction Elevator For Two-And Three-Story BuildingsДокумент20 страницSchindler 3100: Cost-Effective MRL Traction Elevator For Two-And Three-Story BuildingsHakim BgОценок пока нет
- Astm d2729Документ2 страницыAstm d2729Shan AdriasОценок пока нет
- He 3 Basic Types of Descriptive Research MethodsДокумент2 страницыHe 3 Basic Types of Descriptive Research MethodsRahul SarinОценок пока нет
- Me N Mine Science X Ist TermДокумент101 страницаMe N Mine Science X Ist Termneelanshujain68% (19)
- Catalogue CV. Traka Abadi UniversalДокумент15 страницCatalogue CV. Traka Abadi UniversalHackers StevenОценок пока нет
- Jurnal SOL MeningiomaДокумент6 страницJurnal SOL MeningiomaConnie SianiparОценок пока нет
- Blood DonationДокумент19 страницBlood DonationsuruthiОценок пока нет
- 21A Solenoid Valves Series DatasheetДокумент40 страниц21A Solenoid Valves Series Datasheetportusan2000Оценок пока нет
- Postoperative Care in Thoracic Surgery A Comprehensive GuideДокумент397 страницPostoperative Care in Thoracic Surgery A Comprehensive GuideΑΘΑΝΑΣΙΟΣ ΚΟΥΤΟΥΚΤΣΗΣ100% (1)
- Hmo Details November 2022 1Документ6 страницHmo Details November 2022 1Saad BelloОценок пока нет
- Pyq of KTGДокумент8 страницPyq of KTG18A Kashish PatelОценок пока нет
- Datasheet MEC MPS200 v1 2018Документ4 страницыDatasheet MEC MPS200 v1 2018Cepi Sindang KamulanОценок пока нет