Вам также может понравиться
- Pollution Prevention: Methodology, Technologies and PracticesОт EverandPollution Prevention: Methodology, Technologies and PracticesОценок пока нет
- DNVGL RP C104Документ103 страницыDNVGL RP C104KenginОценок пока нет
- البرنامج التدريبي لكيميائي محطة صرف صحيДокумент125 страницالبرنامج التدريبي لكيميائي محطة صرف صحيsamir samirОценок пока нет
- Chevron Regulatory Report 11102014 FINAL - Post PDFДокумент126 страницChevron Regulatory Report 11102014 FINAL - Post PDFYuvaraj NithyanandamОценок пока нет
- Operator's Manual: 418cc Diesel EngineДокумент24 страницыOperator's Manual: 418cc Diesel EngineTatao GomezОценок пока нет
- DP Operations Manual PDFДокумент201 страницаDP Operations Manual PDFmehdi.chlif4374100% (1)
- Water Metering and Servicing GuidelinesДокумент70 страницWater Metering and Servicing Guidelinesramighanem809393Оценок пока нет
- NGL Extraction TechnologiesДокумент10 страницNGL Extraction Technologieswylie010% (1)
- Lca Operations Manual 170501Документ28 страницLca Operations Manual 170501camaleonОценок пока нет
- DOBDSM1501Документ186 страницDOBDSM1501Sorin CiuculanОценок пока нет
- For Class A and B UST Operators: Training GuideДокумент185 страницFor Class A and B UST Operators: Training GuideRossana Caira0% (1)
- 2011 Draft Energy Master PlanДокумент141 страница2011 Draft Energy Master PlanGovernor Chris ChristieОценок пока нет
- Polymetron MODEL 9245 - SODIUM ANALYZERДокумент132 страницыPolymetron MODEL 9245 - SODIUM ANALYZEREdwin Azmiramdhan SulaimanОценок пока нет
- DNV-CG-0042 2021-08Документ23 страницыDNV-CG-0042 2021-08wfxОценок пока нет
- TS4.1 - Laboratory Testing: Technical SpecificationsДокумент20 страницTS4.1 - Laboratory Testing: Technical Specificationsruben villanuevaОценок пока нет
- Hydrolique Omar LiftДокумент88 страницHydrolique Omar Liftmahfoud ascenseursОценок пока нет
- Guidance DNV Systems and Components Pressure EquipmentДокумент126 страницGuidance DNV Systems and Components Pressure Equipmentעקיבא אסОценок пока нет
- DP Operations ManualДокумент201 страницаDP Operations ManualAdrianzzzz100% (15)
- Floating Liquefied Gas TerminalsДокумент128 страницFloating Liquefied Gas Terminalsbaaziz2015Оценок пока нет
- Supor Operation Manual Suporssv1 1b E 131207Документ163 страницыSupor Operation Manual Suporssv1 1b E 131207raschid alberto palacios lopezОценок пока нет
- SKDIR 520 Trafo TenagaДокумент137 страницSKDIR 520 Trafo TenagaAisyah Laras NandiniОценок пока нет
- CIMAC WG8 Guideline Lubrication of Reciprocating Gas Engines 2021-03Документ61 страницаCIMAC WG8 Guideline Lubrication of Reciprocating Gas Engines 2021-03KellerPLAY.Оценок пока нет
- Re - 15301-Wa - 05-2020-View 2Документ68 страницRe - 15301-Wa - 05-2020-View 2Zamuel Torres GarcíaОценок пока нет
- 5 Planning and Preparation PDFДокумент88 страниц5 Planning and Preparation PDFHoan Hoan100% (1)
- Completion GuideДокумент77 страницCompletion GuideRichard Arnold Simbolon100% (2)
- F-19 Steering Gear Panel Board PDFДокумент192 страницыF-19 Steering Gear Panel Board PDFНикита НовакОценок пока нет
- Field Measurement Handbook PDFДокумент63 страницыField Measurement Handbook PDFMin JiangОценок пока нет
- 13B-2 E5 PAДокумент4 страницы13B-2 E5 PAMichel Dorian VargasОценок пока нет
- DNV RP D101 October 2008Документ42 страницыDNV RP D101 October 2008aop10468100% (1)
- 2014-4 Toc R1Документ8 страниц2014-4 Toc R1Ghasem BashiriОценок пока нет
- Helideck Manual Norway 2017Документ133 страницыHelideck Manual Norway 2017expairtiseОценок пока нет
- DNV-CG-0038 2021-08Документ81 страницаDNV-CG-0038 2021-08wfxОценок пока нет
- API Rec Comm Mend Ded P Pract Tice 1 1110 0Документ2 страницыAPI Rec Comm Mend Ded P Pract Tice 1 1110 0Đào_hải_10Оценок пока нет
- G603 Work Chamber UMДокумент91 страницаG603 Work Chamber UM周保亨Оценок пока нет
- M15.9-M15.10 - Lubricant Fuel and Lub - SystemДокумент40 страницM15.9-M15.10 - Lubricant Fuel and Lub - SystemMariaОценок пока нет
- DNV Ru Ship Pt4ch2Документ56 страницDNV Ru Ship Pt4ch2Ken VikstromОценок пока нет
- DarlingtonLicenceRenewalApplication 2013Документ154 страницыDarlingtonLicenceRenewalApplication 2013Anonymous 1hOgJqwZuz100% (1)
- V-10130901-0202-0193 Livre Du Tra 01Документ51 страницаV-10130901-0202-0193 Livre Du Tra 0120501 20501Оценок пока нет
- WS-600SH-OMM For PPS3228383 PDFДокумент46 страницWS-600SH-OMM For PPS3228383 PDFAndres NavarroОценок пока нет
- Brutale 675Документ472 страницыBrutale 675BjørnarОценок пока нет
- Gas Detection in Refrigeration Systems: Application GuideДокумент24 страницыGas Detection in Refrigeration Systems: Application GuideAreegОценок пока нет
- Atlantic Canada OffshoreДокумент230 страницAtlantic Canada OffshoreRadu JoavinaОценок пока нет
- mb1 Generic Meter Applications v1.01 PDFДокумент124 страницыmb1 Generic Meter Applications v1.01 PDFrogerio pessanha dos santosОценок пока нет
- OVVP OffshoreVesselVettingProcess Tcm14-41400Документ52 страницыOVVP OffshoreVesselVettingProcess Tcm14-41400vdeviv100% (1)
- SQM03 - Internal Production Part Approval Process Manual - Rev BДокумент29 страницSQM03 - Internal Production Part Approval Process Manual - Rev BOmar Dario Garcia TopeteОценок пока нет
- Ogc Measurement Guideline March Release2017Документ429 страницOgc Measurement Guideline March Release2017EmekaVictorOnyekwereОценок пока нет
- Greenroads Manual v1 5Документ471 страницаGreenroads Manual v1 5PIERO JEANPOOL CUYUTUPA MANTARI100% (1)
- Ethanol HandbookДокумент40 страницEthanol HandbookVijayKumar LokanadamОценок пока нет
- 2014 Lube Filt QRG Book 1-24-14Документ197 страниц2014 Lube Filt QRG Book 1-24-14RAHULОценок пока нет
- ManualДокумент133 страницыManualVikk SuriyaОценок пока нет
- Grove Part PDFДокумент197 страницGrove Part PDFAndreea Boacara50% (2)
- Annexe S - HSE REQUIREMENTS Rev06 - CopieДокумент155 страницAnnexe S - HSE REQUIREMENTS Rev06 - CopietchikooОценок пока нет
- En100 3000bДокумент4 страницыEn100 3000bM RefaiОценок пока нет
- AC100 77001 Part3 - enДокумент150 страницAC100 77001 Part3 - enM RefaiОценок пока нет
- 3 A 6 Service Manual Scout en 30302039AДокумент96 страниц3 A 6 Service Manual Scout en 30302039AGiselaОценок пока нет
- Pdvsa: Engineering Design ManualДокумент25 страницPdvsa: Engineering Design ManualAlberto Enrique De Santa Anna CampderáОценок пока нет
- Dewetron E-M0243E DEWE-CAL - 1 - 6 - 9Документ173 страницыDewetron E-M0243E DEWE-CAL - 1 - 6 - 9Bart Geeraerts100% (1)
- NGP 8+-130+ Instruction Book en Antwerp 2920721620Документ96 страницNGP 8+-130+ Instruction Book en Antwerp 2920721620Aljamali AlhofashiОценок пока нет
- Well Test Standards WTS 1Документ72 страницыWell Test Standards WTS 1paulegi5Оценок пока нет
- 4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Документ30 страниц4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Prateek GandhiОценок пока нет
- 20212409Документ60 страниц20212409ehbeckmanОценок пока нет
- Seafarers HandbookДокумент182 страницыSeafarers Handbookehbeckman100% (1)
- Dhow and Skiff Recognition Chart 2012Документ3 страницыDhow and Skiff Recognition Chart 2012ehbeckmanОценок пока нет
- Manual OSLOДокумент93 страницыManual OSLODinca GabrielaОценок пока нет
- Piracy Hijack FormДокумент5 страницPiracy Hijack FormehbeckmanОценок пока нет
- MSC 1408 Rev 1Документ4 страницыMSC 1408 Rev 1ehbeckmanОценок пока нет
- Interim Guidelines For Owners, Operators and Masters For Protection Against Piracy in The Gulf of Guinea RegionДокумент2 страницыInterim Guidelines For Owners, Operators and Masters For Protection Against Piracy in The Gulf of Guinea RegionehbeckmanОценок пока нет
- Annex 29 RESOLUTION MSC.324 (89) (Adopted On 20 May 2011)Документ2 страницыAnnex 29 RESOLUTION MSC.324 (89) (Adopted On 20 May 2011)ehbeckmanОценок пока нет
- MSC-FAL 1circ 2Документ5 страницMSC-FAL 1circ 2ehbeckmanОценок пока нет
- Circular Letter No.2856 - 2008 Imo Award For Exceptional Bravery at Sea (Secretary-General)Документ10 страницCircular Letter No.2856 - 2008 Imo Award For Exceptional Bravery at Sea (Secretary-General)ehbeckmanОценок пока нет
- MSC 1circ 1404Документ13 страницMSC 1circ 1404ehbeckmanОценок пока нет
- MSC 1408 Rev 1Документ4 страницыMSC 1408 Rev 1ehbeckmanОценок пока нет
- ABS - Rout Caus Analysis MAPДокумент1 страницаABS - Rout Caus Analysis MAPehbeckmanОценок пока нет
- Ship's Medicine ChestДокумент410 страницShip's Medicine Chestapi-3840428100% (4)
- JWLA022 10.12.15 Indian OceanДокумент3 страницыJWLA022 10.12.15 Indian OceanPTS61Оценок пока нет
- CH 268 MerchantShippingActДокумент147 страницCH 268 MerchantShippingActehbeckmanОценок пока нет
- Information Bulletin No. 122: Policy, Practice and Procedures For Lay Up of A Bahamas Registered VesselДокумент5 страницInformation Bulletin No. 122: Policy, Practice and Procedures For Lay Up of A Bahamas Registered VesselehbeckmanОценок пока нет
- Technical Procedures For Bahamas FlagДокумент15 страницTechnical Procedures For Bahamas FlagehbeckmanОценок пока нет
- Good Maintenance On Board Ships e 2015Документ83 страницыGood Maintenance On Board Ships e 2015harunОценок пока нет
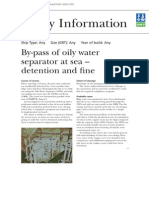
- By-Pass of Oily Water Separator at Sea - Detention and Fine: Casualty InformationДокумент2 страницыBy-Pass of Oily Water Separator at Sea - Detention and Fine: Casualty InformationehbeckmanОценок пока нет
- Bahamas National Requirements 2016Документ75 страницBahamas National Requirements 2016ehbeckmanОценок пока нет
- Shipping in The BahamasДокумент10 страницShipping in The BahamasehbeckmanОценок пока нет
- CCC 2-1 - For The Second Session of The Sub-Committee To Be Held at IMO Headquarters, 4 Albert Emban... (Secretariat)Документ2 страницыCCC 2-1 - For The Second Session of The Sub-Committee To Be Held at IMO Headquarters, 4 Albert Emban... (Secretariat)ehbeckmanОценок пока нет
- Circular Letter No.2856 - 2008 Imo Award For Exceptional Bravery at Sea (Secretary-General)Документ10 страницCircular Letter No.2856 - 2008 Imo Award For Exceptional Bravery at Sea (Secretary-General)ehbeckmanОценок пока нет
- MSC 95-WP.4 - Provisional Terms of Reference For The Working and Drafting Groups To Be Established Durin... (Chairman)Документ4 страницыMSC 95-WP.4 - Provisional Terms of Reference For The Working and Drafting Groups To Be Established Durin... (Chairman)ehbeckmanОценок пока нет
- MEPC 68-1 - For The Sixty-Eighth Session of The Marine Environment Protection Committee To Be Held At... (Secretariat)Документ3 страницыMEPC 68-1 - For The Sixty-Eighth Session of The Marine Environment Protection Committee To Be Held At... (Secretariat)ehbeckmanОценок пока нет
- MEPC-OPRC-HNS TG 10-3-1 - Manual On Oil Pollution, Section I - Prevention (Nigeria)Документ92 страницыMEPC-OPRC-HNS TG 10-3-1 - Manual On Oil Pollution, Section I - Prevention (Nigeria)ehbeckman100% (1)
- APM Terminals Tangier: Faire Du Maroc Une Plateforme Incontournable Du Commerce MondialДокумент8 страницAPM Terminals Tangier: Faire Du Maroc Une Plateforme Incontournable Du Commerce MondialSelsabil OuaïОценок пока нет
- Sea Service TestimonialДокумент2 страницыSea Service Testimonialosdmchiefofficer100% (1)
- MFHFДокумент15 страницMFHFAntonio João Faria100% (1)
- Ship'S Particulars: E.R. AmericaДокумент1 страницаShip'S Particulars: E.R. AmericaElena100% (1)
- Foundation (Engineering) - WikipediaДокумент21 страницаFoundation (Engineering) - WikipediaJudy Ann ReyesОценок пока нет
- Red Beard The PirateДокумент2 страницыRed Beard The PirateMarie FaddoulОценок пока нет
- Maritime - Draft Survey ProcedureДокумент17 страницMaritime - Draft Survey ProcedureAdrian Sidharta100% (3)
- ShipsДокумент17 страницShipsdiauddinrajaОценок пока нет
- Irjet V5i11209 PDFДокумент4 страницыIrjet V5i11209 PDFMatias Andres CanoОценок пока нет
- Sea King's MaliceДокумент144 страницыSea King's MaliceBrent Tanner100% (4)
- Patrician 4 User - ManualДокумент56 страницPatrician 4 User - ManualdataptechОценок пока нет
- Norway (In English)Документ56 страницNorway (In English)DreamsAvenue.comОценок пока нет
- Apnashipyard and Heavy Industries PVT LTD Project PlanДокумент72 страницыApnashipyard and Heavy Industries PVT LTD Project Planhimadri.banerji60Оценок пока нет
- SQA Stability TheoryДокумент10 страницSQA Stability Theorysaurabh gulawaniОценок пока нет
- Pub 191 BKДокумент234 страницыPub 191 BKVadym DerevyanchukОценок пока нет
- Composite in Marine ApplicationsДокумент12 страницComposite in Marine ApplicationsJithin Devan PadincharayilОценок пока нет
- Flag State Exclusivity and Its Relevance TodayДокумент21 страницаFlag State Exclusivity and Its Relevance TodayMarzana MahmoodОценок пока нет
- Dz01plan PDFДокумент8 страницDz01plan PDFnaval consulОценок пока нет
- Partial Loss Total Loss: Marine LossesДокумент14 страницPartial Loss Total Loss: Marine LossesseaguyinОценок пока нет
- INTERCARGO Bulk Carrier Casualty Report 2018 05Документ19 страницINTERCARGO Bulk Carrier Casualty Report 2018 05cptmehmetkaptanОценок пока нет
- Thesis Types of Drills in Engine RoomДокумент3 страницыThesis Types of Drills in Engine RoomKarla Marie SimeonОценок пока нет
- Mtu Sales ProgramДокумент36 страницMtu Sales ProgrammajdirossrossОценок пока нет
- Ship BreakingДокумент110 страницShip Breakingreebenthomas100% (1)
- English Navy NewsДокумент22 страницыEnglish Navy NewsAli RajaОценок пока нет
- World War Cheat Sheet v5.7 LargeДокумент357 страницWorld War Cheat Sheet v5.7 LargeElina SwagbergОценок пока нет
- Notice: Ocean Transportation Intermediary Licenses: JMC Global, Et Al.Документ2 страницыNotice: Ocean Transportation Intermediary Licenses: JMC Global, Et Al.Justia.comОценок пока нет
- Rina HSC PDFДокумент308 страницRina HSC PDFSoldatos Athanasios100% (1)
- Survive Escape From Atlantis - Rules PDFДокумент8 страницSurvive Escape From Atlantis - Rules PDFEvan_bass79Оценок пока нет
- 3 Route PlanningДокумент15 страниц3 Route PlanningAley Nabi Rizvi100% (3)