Вам также может понравиться
- Method Statement For Structural Fabrication & ErectionДокумент11 страницMethod Statement For Structural Fabrication & ErectionBinay94% (16)
- Steel Fabrication Method StatementДокумент12 страницSteel Fabrication Method Statementvolcanox1288% (59)
- Method Statement For PEB WorkДокумент27 страницMethod Statement For PEB WorkVIJAY BAHADUR YADAV100% (3)
- Structural Audit of BridgeДокумент3 страницыStructural Audit of Bridgesamirbendre10% (1)
- QAP of Steel Bridge Girder PDFДокумент6 страницQAP of Steel Bridge Girder PDFVarun JainОценок пока нет
- Method Statement - Structural Steel Erection Methodology For Dome & Connecting Bridge - VR MallДокумент19 страницMethod Statement - Structural Steel Erection Methodology For Dome & Connecting Bridge - VR MallAkash YadavОценок пока нет
- Steel Structure ErectionДокумент33 страницыSteel Structure ErectionAhmed ImranОценок пока нет
- TGN-BC-01 Tack Welding of Reinforcement BarДокумент8 страницTGN-BC-01 Tack Welding of Reinforcement BarFerhat KahveciОценок пока нет
- METHOD Statement of BRIDGE (Major STR)Документ6 страницMETHOD Statement of BRIDGE (Major STR)venkateswara rao Pothina100% (2)
- Methods of Installation For Steel StructureДокумент6 страницMethods of Installation For Steel Structurenanamallow100% (1)
- Anchor Bolt ProcedureДокумент7 страницAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Fabrication and Erection of Steel StructureДокумент29 страницFabrication and Erection of Steel Structure978060143692% (48)
- Method Statement For Casting, Prestressing & Grounting of PSC GirdersДокумент15 страницMethod Statement For Casting, Prestressing & Grounting of PSC Girdersrohit singhОценок пока нет
- Design of Plate GirderДокумент85 страницDesign of Plate Girdersamirbendre1100% (2)
- Geotech Surat ReportДокумент104 страницыGeotech Surat Reportsamirbendre167% (3)
- Structural Condition Assessment Report of BuildingДокумент18 страницStructural Condition Assessment Report of Buildingsamirbendre1Оценок пока нет
- Fabrication Work For The Construction of Chenab Bridge Part IДокумент2 страницыFabrication Work For The Construction of Chenab Bridge Part IIndra Mishra100% (2)
- Guidelines For Fabrication of Steel GirderДокумент17 страницGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- 3.2 Standard1Документ1 страница3.2 Standard1Thi PhamОценок пока нет
- RDSO Norms For Steel Girder FabricationДокумент25 страницRDSO Norms For Steel Girder FabricationSandip DasОценок пока нет
- Checklist For Fabrication of Beam Structure Design & DrawingДокумент4 страницыChecklist For Fabrication of Beam Structure Design & DrawingRupesh KhandekarОценок пока нет
- Erection of Steel Structures PDFДокумент76 страницErection of Steel Structures PDFUmar MohammadОценок пока нет
- Method Statement For Fabrication Works Structural SteelДокумент13 страницMethod Statement For Fabrication Works Structural SteelRohit SharmaОценок пока нет
- Structural Steel ErectionДокумент8 страницStructural Steel Erectionbratishkaity100% (1)
- S-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFДокумент17 страницS-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFMessaoud Goutas100% (1)
- Chqlist For Fabrication & InspectionДокумент12 страницChqlist For Fabrication & InspectionSuresh ShuklaОценок пока нет
- Spec - WeldingДокумент6 страницSpec - Weldingprasad_kcpОценок пока нет
- Cpc07e-Ms-str-0010 Method of Statement For Installation of BridgeДокумент13 страницCpc07e-Ms-str-0010 Method of Statement For Installation of BridgeMariam MousaОценок пока нет
- Erection ProceduresДокумент7 страницErection ProceduresIbrahim AlsayedОценок пока нет
- Team Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFДокумент3 страницыTeam Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDeepankar ChoudhuryОценок пока нет
- 7T04-CS-00-PC-011 R13 Consruction Procedure For Alloy Steel PipingДокумент9 страниц7T04-CS-00-PC-011 R13 Consruction Procedure For Alloy Steel PipingMoustafa FaresОценок пока нет
- Sardar Patel College of Engineering: (An Autonomous Institute Affiliated To The University of Mumbai)Документ57 страницSardar Patel College of Engineering: (An Autonomous Institute Affiliated To The University of Mumbai)Praful7171100% (2)
- Mockingbird Pedestrian Bridge PresentationДокумент53 страницыMockingbird Pedestrian Bridge PresentationThe Dallas Morning News86% (14)
- Fabrication ProcedurДокумент7 страницFabrication ProcedurHarry PangestuОценок пока нет
- MS For Scaffold and Cladding WorkДокумент16 страницMS For Scaffold and Cladding WorkSujan AugustinОценок пока нет
- Erection and Painting of Steel StructureДокумент7 страницErection and Painting of Steel StructureTAHER AMMARОценок пока нет
- Steel ErectДокумент63 страницыSteel ErectEssam Abdelmonem Mohamed Pmp100% (1)
- Basic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BayДокумент7 страницBasic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BaypvmoorthiОценок пока нет
- 1 Method Statement For Barapullah Post Tensioning Rev-CДокумент20 страниц1 Method Statement For Barapullah Post Tensioning Rev-CJkkhyhОценок пока нет
- Structure Method StatementДокумент8 страницStructure Method StatementIrfanadi PratomoОценок пока нет
- Anchor Bolt Details & Hole - AISE PDFДокумент1 страницаAnchor Bolt Details & Hole - AISE PDFYash PaulОценок пока нет
- Girder Erection MethodologyДокумент4 страницыGirder Erection MethodologyTanmay Mukherjee100% (1)
- Indian Standard For Steel Erection ToleranceДокумент5 страницIndian Standard For Steel Erection ToleranceMartine BareauОценок пока нет
- Bhanu PEBДокумент27 страницBhanu PEBBhanuprakash KumbarОценок пока нет
- Fabrication Method StatmentДокумент11 страницFabrication Method StatmentAkhilesh KumarОценок пока нет
- Method Statement For General Concrete Work and Cutting Bending of Steel ReinforcementДокумент4 страницыMethod Statement For General Concrete Work and Cutting Bending of Steel ReinforcementSandip PaulОценок пока нет
- Method Statement For Setting Up Anchor Bolts in Steel StructureДокумент3 страницыMethod Statement For Setting Up Anchor Bolts in Steel StructureIbrahim AlrabibОценок пока нет
- Fabrication Inspection of Structural Steel Final 1.28.15Документ12 страницFabrication Inspection of Structural Steel Final 1.28.15Vinod Kumar Verma100% (1)
- MS For PEB Erection R1Документ16 страницMS For PEB Erection R1Gabriel GabeОценок пока нет
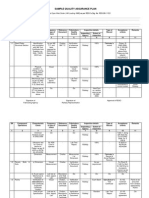
- Sample QAP of Steel Bridge GirderДокумент5 страницSample QAP of Steel Bridge Girderuday64668Оценок пока нет
- Methodology For Water Tightness Test For Expansion JointДокумент1 страницаMethodology For Water Tightness Test For Expansion Jointvenkateswara rao PothinaОценок пока нет
- Scope of Works Structural SteelДокумент8 страницScope of Works Structural SteelJonald DagsaОценок пока нет
- Erection SchemeДокумент1 страницаErection SchemeSM ConsultantsОценок пока нет
- Checklist For Post Tensioning 1Документ2 страницыChecklist For Post Tensioning 1Mahendra Babre100% (1)
- Steel Structures Erection Method Statement-DraftДокумент43 страницыSteel Structures Erection Method Statement-DraftMahmoud Fakhereddin100% (1)
- Fabrication of Steel StructureДокумент200 страницFabrication of Steel Structurekesharinaresh100% (1)
- Calculation of Decking Capacity &Документ9 страницCalculation of Decking Capacity &Waqar FaziОценок пока нет
- Guidelines For Fabrication of Steel Girder Procedure in WordДокумент17 страницGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- CON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)Документ22 страницыCON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)mnmsingam100% (1)
- Quality Control Procedure Strcture-SSДокумент16 страницQuality Control Procedure Strcture-SSKamran AliОценок пока нет
- DM Water Tank SpecificationДокумент9 страницDM Water Tank SpecificationManish PatelОценок пока нет
- Structural Steel Procedure.Документ9 страницStructural Steel Procedure.Janardhan Surya100% (1)
- Fabrication - Assembly & ErectionДокумент83 страницыFabrication - Assembly & ErectionRengga Andryastama100% (2)
- Ek 33 Çelik Konstrüksiyon Uygulama Planı (Steel Structure Method Statement) ÖrneğiДокумент3 страницыEk 33 Çelik Konstrüksiyon Uygulama Planı (Steel Structure Method Statement) Örneğican akkaleОценок пока нет
- VVVMC Ring Road Rob Structural Quantities NalasoparaДокумент4 страницыVVVMC Ring Road Rob Structural Quantities Nalasoparasamirbendre1Оценок пока нет
- Ornamental Fishery Shed Estimate1Документ1 страницаOrnamental Fishery Shed Estimate1samirbendre1Оценок пока нет
- Electrical Poles Foundation - 3mДокумент1 страницаElectrical Poles Foundation - 3msamirbendre1100% (1)
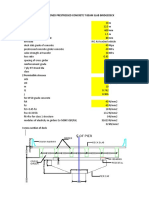
- PT I Girder Design 20mДокумент18 страницPT I Girder Design 20msamirbendre1Оценок пока нет
- Cost Summary For Strcutures of 90m - ORR - 17.02.2018Документ1 страницаCost Summary For Strcutures of 90m - ORR - 17.02.2018samirbendre1Оценок пока нет
- GAD - 2 - Major Bridge On Tapi RiverДокумент1 страницаGAD - 2 - Major Bridge On Tapi Riversamirbendre1Оценок пока нет
- PT Slab Bridge Deck 20 MДокумент8 страницPT Slab Bridge Deck 20 Msamirbendre1Оценок пока нет
- GAD - 1 - Major Bridge On Tapi RiverДокумент1 страницаGAD - 1 - Major Bridge On Tapi Riversamirbendre1Оценок пока нет
- Tapi River Bridge Cost20022018Документ1 страницаTapi River Bridge Cost20022018samirbendre1Оценок пока нет
- 22-03-2013 19:29:08, Gbanerjee, DWG To PDF - Pc3, Iso Full Bleed A3 (297.00 X 420.00 MM), 1:1.42178, GbaДокумент4 страницы22-03-2013 19:29:08, Gbanerjee, DWG To PDF - Pc3, Iso Full Bleed A3 (297.00 X 420.00 MM), 1:1.42178, Gbasamirbendre1Оценок пока нет
- Public Works Department Underpass On Kasara-Mhasa Road For Mumbai Nashik Road Crossing (Ch.1/350) Improvement Roads Under Mrip (Mu26)Документ1 страницаPublic Works Department Underpass On Kasara-Mhasa Road For Mumbai Nashik Road Crossing (Ch.1/350) Improvement Roads Under Mrip (Mu26)samirbendre1Оценок пока нет
- Design of Footing C1: Input DataДокумент24 страницыDesign of Footing C1: Input Datasamirbendre10% (1)
- Water Tank Side Wall 12x6x16Документ2 страницыWater Tank Side Wall 12x6x16samirbendre1Оценок пока нет
- Weir DesignДокумент1 страницаWeir Designsamirbendre1Оценок пока нет
- Ns - Plan, Ele & SecДокумент1 страницаNs - Plan, Ele & Secsamirbendre1Оценок пока нет
- ALCON EstimateДокумент2 страницыALCON Estimatesamirbendre1Оценок пока нет
- Pier Jacketing ReportДокумент5 страницPier Jacketing Reportsamirbendre1100% (1)
- Phytorid STPДокумент4 страницыPhytorid STPsamirbendre1Оценок пока нет
- PCMC-structural Condition Assessment Inception ReportДокумент4 страницыPCMC-structural Condition Assessment Inception Reportsamirbendre1Оценок пока нет
- Estimate of Structures PWD Pali PatnusДокумент3 страницыEstimate of Structures PWD Pali Patnussamirbendre1Оценок пока нет
- Plan LVL A Plan LVL B: Cutout Above Cutout AboveДокумент1 страницаPlan LVL A Plan LVL B: Cutout Above Cutout Abovesamirbendre1Оценок пока нет
- 2008 Experience With Rotor-Stator Interactions in High Head Francis RunnerДокумент10 страниц2008 Experience With Rotor-Stator Interactions in High Head Francis RunnerAlexandre TrudelОценок пока нет
- Screw Jack Welding Machine Operation Manual (English)Документ14 страницScrew Jack Welding Machine Operation Manual (English)hanuarОценок пока нет
- Bridge Cost by RsepsДокумент8 страницBridge Cost by RsepsTahfimul Islam Ruhan100% (1)
- ASB 407-16-114-RC Page 1 of 2 Approved For Public ReleaseДокумент10 страницASB 407-16-114-RC Page 1 of 2 Approved For Public ReleaseluisОценок пока нет
- Piping System Hydraulic Test Procedure R0Документ6 страницPiping System Hydraulic Test Procedure R0cmc261185Оценок пока нет
- Hal Machine DetailsДокумент2 страницыHal Machine DetailsAmit YadavОценок пока нет
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeДокумент7 страниц22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptОценок пока нет
- Classification and Designation of Welding Filler MaterialsДокумент4 страницыClassification and Designation of Welding Filler MaterialsEka Putri MayaSariОценок пока нет
- Vicwest DiaphragmsДокумент62 страницыVicwest Diaphragmsrmsa17Оценок пока нет
- CMT Spot WeldingДокумент11 страницCMT Spot Weldingkarthick32mechОценок пока нет
- PIM600 ConstructionДокумент54 страницыPIM600 Constructionmika cabelloОценок пока нет
- Welding and Fabrication NotesДокумент47 страницWelding and Fabrication NotesJulius Kiprop100% (1)
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFДокумент11 страницEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaОценок пока нет
- Buildings Department Practice Note For Authorized Persons, Registered Structural Engineers and Registered Geotechnical Engineers APP-37Документ22 страницыBuildings Department Practice Note For Authorized Persons, Registered Structural Engineers and Registered Geotechnical Engineers APP-37Mahesh SuranaОценок пока нет
- Vibrating Wire Strain Gage: MODEL EDS-20V SeriesДокумент3 страницыVibrating Wire Strain Gage: MODEL EDS-20V SeriesJosé GomesОценок пока нет
- Industrial Visit To "Tata Motors": By: - SUYASH GUPTA (17250026)Документ2 страницыIndustrial Visit To "Tata Motors": By: - SUYASH GUPTA (17250026)Gupta SuyashОценок пока нет
- 26 - Hot Work Procedure V2Документ18 страниц26 - Hot Work Procedure V2Hussain AhmedОценок пока нет
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EДокумент16 страницEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013Оценок пока нет
- ManufProc 6 JoiningAssemblyДокумент118 страницManufProc 6 JoiningAssemblyHannan yusuf KhanОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент8 страницSaudi Aramco Inspection ChecklistAnantha PadmanabhanОценок пока нет
- TroubleshootingДокумент384 страницыTroubleshootinguuganaa ugiОценок пока нет
- c954 Aluminum BronzeДокумент2 страницыc954 Aluminum Bronzeretrospect1000Оценок пока нет
- Metals: Weldability and Lamellar Tearing Susceptibility of High-Strength SN 490C Steel PlatesДокумент16 страницMetals: Weldability and Lamellar Tearing Susceptibility of High-Strength SN 490C Steel PlatesRendra Maha Putra JfОценок пока нет
- KKT Chillers Catalog US Version 072922Документ17 страницKKT Chillers Catalog US Version 072922maicen sipayungОценок пока нет
- Cyclones For Fluidized Bed ProcessesДокумент4 страницыCyclones For Fluidized Bed ProcessesswatkoolОценок пока нет
- Curiticulum "Welder & & Fitter": Application ElectrcДокумент2 страницыCuriticulum "Welder & & Fitter": Application ElectrcanandabelosheОценок пока нет
- Manual Power Wave 350Документ62 страницыManual Power Wave 350oswaldo lopezОценок пока нет
- Gg-12aws-72-Gg-12aws FTДокумент4 страницыGg-12aws-72-Gg-12aws FTLUIS ALFREDO SOLANO NIZAMAОценок пока нет
- Pipe Standash Byp PomДокумент96 страницPipe Standash Byp Pomallouche_abdОценок пока нет
- Mohammad Arif-Updated CV2Документ11 страницMohammad Arif-Updated CV2Instech Premier Sdn BhdОценок пока нет