Вам также может понравиться
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsОт EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsРейтинг: 3 из 5 звезд3/5 (2)
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10От EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10Оценок пока нет
- Audio IC Projects: A Collection of Useful Circuits Based on Readily Available ChipsОт EverandAudio IC Projects: A Collection of Useful Circuits Based on Readily Available ChipsОценок пока нет
- Piping FabricationДокумент36 страницPiping Fabricationbvenky991100% (5)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОт EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Major Difference Between The API 5LДокумент1 страницаMajor Difference Between The API 5LvijayachiduОценок пока нет
- Difference Between PSL1 and PSL2Документ1 страницаDifference Between PSL1 and PSL2samkarthik47100% (1)
- Api 5LДокумент22 страницыApi 5Lmullanji50% (2)
- Mock Up, WPS & PQRДокумент12 страницMock Up, WPS & PQRVaibhav100% (1)
- Seamless Pipes - API 5L Grade X65 PSL 2Документ2 страницыSeamless Pipes - API 5L Grade X65 PSL 2shiv kr dubeyОценок пока нет
- API 5L Pipe SpecificationДокумент23 страницыAPI 5L Pipe SpecificationGalo AyalaОценок пока нет
- Comparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Документ17 страницComparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Anonymous gr5Pr9AVОценок пока нет
- Summary of Differences PSL 1 & PSL 2: Era EnergyДокумент1 страницаSummary of Differences PSL 1 & PSL 2: Era EnergyTracy EvansОценок пока нет
- Summary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Документ1 страницаSummary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Chegg ChemОценок пока нет
- Differences Between PSL 1 and PSL 2 ParameterPSL1PSL2 GradeДокумент2 страницыDifferences Between PSL 1 and PSL 2 ParameterPSL1PSL2 GradeaqhammamОценок пока нет
- Pipe Specification A135Документ1 страницаPipe Specification A135Waseem Abbas AttariОценок пока нет
- Pipe Specification A135Документ1 страницаPipe Specification A135Rakesh PrabuОценок пока нет
- Electronic Constructions: Luis Centeno II Term 2015 - 2016Документ17 страницElectronic Constructions: Luis Centeno II Term 2015 - 2016Christian Parra PachecoОценок пока нет
- Pipe Specification A135 PDFДокумент1 страницаPipe Specification A135 PDFjosebaldesОценок пока нет
- What Is The Difference Between Psi1 and Psi2Документ1 страницаWhat Is The Difference Between Psi1 and Psi2clyde shugartОценок пока нет
- CEPL Product CatalogueДокумент51 страницаCEPL Product CataloguevijayОценок пока нет
- Weldable Fine Grain Structural Steels For Pressure Vessels P355NH PDFДокумент2 страницыWeldable Fine Grain Structural Steels For Pressure Vessels P355NH PDFRABEEA ALFLAHIОценок пока нет
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingДокумент7 страницA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingОценок пока нет
- Mobrey 9000 Series Pressure TransmittersДокумент6 страницMobrey 9000 Series Pressure TransmittersCardoso MalacaoОценок пока нет
- OerlikonДокумент131 страницаOerlikonrvsreddy1972Оценок пока нет
- Duplex - PQR Test RequirementsДокумент2 страницыDuplex - PQR Test RequirementsANIL PLAMOOTTILОценок пока нет
- PX309 100MVДокумент5 страницPX309 100MVAnonymous sZSqlCILsОценок пока нет
- Hot Rolled Coils For Large Diameter Pipes L360NBДокумент2 страницыHot Rolled Coils For Large Diameter Pipes L360NBvayo99Оценок пока нет
- Data Sheet E308L-17Документ2 страницыData Sheet E308L-17Shaik Nizam UddinОценок пока нет
- Metal Film Resistors MRS16S/25: Philips Components Product SpecificationДокумент12 страницMetal Film Resistors MRS16S/25: Philips Components Product SpecificationnrsaranОценок пока нет
- HIC Caused by The Inclusion Is The First Determined in Its FormДокумент3 страницыHIC Caused by The Inclusion Is The First Determined in Its FormDen MartinОценок пока нет
- Matrl CS P355NL1 PDFДокумент2 страницыMatrl CS P355NL1 PDFbramantiya100% (1)
- En 758 PDFДокумент2 страницыEn 758 PDFdanghpОценок пока нет
- OxyTrans DatasheetДокумент2 страницыOxyTrans DatasheetZaki nouiОценок пока нет
- Giới thiệu dây SAWДокумент4 страницыGiới thiệu dây SAWNguyen Thanh TrungОценок пока нет
- Differential Pressuer SensorДокумент6 страницDifferential Pressuer SensorAhmed MoharramОценок пока нет
- APC 625 Specs Rev 4 LT Annealed 9-03Документ2 страницыAPC 625 Specs Rev 4 LT Annealed 9-03Jay SadОценок пока нет
- Axiom For Incredible CircumstancesДокумент2 страницыAxiom For Incredible CircumstancesJessica JimenezОценок пока нет
- LPR (Linear Polarisation Resistance) : General Guide and AC Series Probe InformationДокумент4 страницыLPR (Linear Polarisation Resistance) : General Guide and AC Series Probe InformationSimon AuОценок пока нет
- P460ML1Документ2 страницыP460ML1Christiam Bernal MurilloОценок пока нет
- Ceramic Case Resisters - Wirewound / Metal Oxide: Electrical DataДокумент2 страницыCeramic Case Resisters - Wirewound / Metal Oxide: Electrical DataAndradaОценок пока нет
- SUPRATHERME NiSPLH4RДокумент1 страницаSUPRATHERME NiSPLH4RJagan TnОценок пока нет
- S-23804-Eng - 22 12 HTДокумент2 страницыS-23804-Eng - 22 12 HTbiliboi5Оценок пока нет
- Welded Pipes - API 5L Grade X65 PSL 2Документ2 страницыWelded Pipes - API 5L Grade X65 PSL 2Minh TrungОценок пока нет
- Druck PANDA DatasheetДокумент3 страницыDruck PANDA DatasheetmoreauОценок пока нет
- Alia APT3000 Pressure TransmitterДокумент2 страницыAlia APT3000 Pressure TransmitterRexCrazyMindОценок пока нет
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Документ32 страницыT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiОценок пока нет
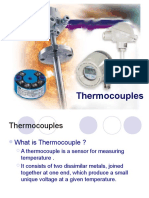
- ThermocoupleДокумент57 страницThermocouplemkpqОценок пока нет
- Metrode E2209 (B-60) ElectrodeДокумент6 страницMetrode E2209 (B-60) ElectrodeClaudia MmsОценок пока нет
- X52Документ16 страницX52cj_kamОценок пока нет
- SR3020PT - SR30150PT: FeaturesДокумент2 страницыSR3020PT - SR30150PT: FeaturesGiovanni SanchezОценок пока нет
- Hot-Rolled Coils For The Manufacture of Large-Diameter PipesДокумент2 страницыHot-Rolled Coils For The Manufacture of Large-Diameter PipesismailinesОценок пока нет
- P91 MaterialДокумент15 страницP91 MaterialelrajilОценок пока нет
- Böhler 7018 h4r enДокумент1 страницаBöhler 7018 h4r enValentin Hernández TrianoОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Physical Electronics: Handbook of Vacuum PhysicsОт EverandPhysical Electronics: Handbook of Vacuum PhysicsA. H. BeckОценок пока нет
- NavДокумент1 страницаNavBaskaranAyyapparajОценок пока нет
- Sat N24Документ18 страницSat N24BaskaranAyyapparajОценок пока нет
- Pipe Schedule and Thickness PDFДокумент2 страницыPipe Schedule and Thickness PDFskychurch100% (1)
- IMIR StatusДокумент129 страницIMIR StatusBaskaranAyyapparajОценок пока нет