Вам также может понравиться
- Practica 7 OEEДокумент6 страницPractica 7 OEEGALOXОценок пока нет
- Ejemplos de Calculo de Efectividad Global de EquiposДокумент5 страницEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Sem12 - Ejemplos A Desarrollar OEEДокумент7 страницSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- Ejercicio de OeeДокумент21 страницаEjercicio de OeeDexsy AndradeОценок пока нет
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasДокумент3 страницыCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelОценок пока нет
- Ejercicios Oee Gestion de La Produccion 1Документ13 страницEjercicios Oee Gestion de La Produccion 1Carlos RuizОценок пока нет
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoДокумент5 страницCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Ejercicios Oee Gestion de La Produccion 1Документ12 страницEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (2)
- Ejercicio 2 Calculo Del OEEДокумент2 страницыEjercicio 2 Calculo Del OEEPerla Cervantes25% (4)
- Ejercicio PDFДокумент1 страницаEjercicio PDFBereysi Cabrera100% (1)
- Ejercicio Oee Planta de Botellas Plasticas PDFДокумент3 страницыEjercicio Oee Planta de Botellas Plasticas PDFRaul Castro67% (3)
- OEEДокумент2 страницыOEERobles Mateus60% (5)
- Gestion de Mantenimiento - Guía de Problemas 2Документ6 страницGestion de Mantenimiento - Guía de Problemas 2fran vela0% (1)
- Gestión de MantenimientoДокумент3 страницыGestión de MantenimientoMeira Fontalvo50% (2)
- Fábrica de Baldosas Cerámicas PDFДокумент2 страницыFábrica de Baldosas Cerámicas PDFAle Correa86% (14)
- Examen Grupo 4Документ12 страницExamen Grupo 4GALOX100% (1)
- Ej Disponibilidad MTBFДокумент5 страницEj Disponibilidad MTBFRaúl Anel100% (1)
- Ejercicios MTBF MTTR 2020 2Документ5 страницEjercicios MTBF MTTR 2020 2ALexander Reyes100% (1)
- Ejercicios Ing Instrial 2Документ8 страницEjercicios Ing Instrial 2Facu DoriaОценок пока нет
- Resolución Ejercicio MTBF MTTF MTTR A PDFДокумент1 страницаResolución Ejercicio MTBF MTTF MTTR A PDFRodrigo Alfredo67% (3)
- Copia de Ejercicios Propuestos de OeeДокумент7 страницCopia de Ejercicios Propuestos de OeeBrayan RojasОценок пока нет
- Mantenimiento Ejercicios de DisponibilidadДокумент8 страницMantenimiento Ejercicios de Disponibilidadedwin antonio criollo limache86% (7)
- Guia de Ejercicios Oee - DosДокумент3 страницыGuia de Ejercicios Oee - DosJuan Pino0% (1)
- 11 Problema de Gestión Del MantenimientoДокумент48 страниц11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- Examen Mantenimiento HДокумент5 страницExamen Mantenimiento HReynaldo HuachacaОценок пока нет
- Ejemplos-Ejercicios OEEДокумент3 страницыEjemplos-Ejercicios OEEElmer VásquezОценок пока нет
- Oee Ejercicios de AplicaciónДокумент3 страницыOee Ejercicios de AplicaciónJorgeCannavaro100% (2)
- Ejercicios OEEДокумент4 страницыEjercicios OEEAzael Roldan100% (1)
- Urday AA1S7Документ6 страницUrday AA1S7BequerUrdayApazaОценок пока нет
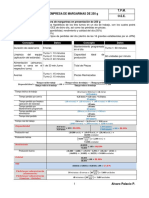
- Empresa de Margarinas de 250 G - Ejercicio OEEДокумент2 страницыEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Balotario ParcialДокумент6 страницBalotario Parcialsuizard50% (2)
- Gestion Takt TimeДокумент4 страницыGestion Takt TimeStefy VillarrealОценок пока нет
- Taller Indicadores MantenimientoДокумент1 страницаTaller Indicadores MantenimientodanielaarceОценок пока нет
- EcuacionesДокумент2 страницыEcuacionesAnonymous AEEX5jW4100% (1)
- 6.2 Ejercicios - OEE (TPM)Документ13 страниц6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- Indicadores Del Mantenimiento-HugoДокумент4 страницыIndicadores Del Mantenimiento-Hugomec_unt6183Оценок пока нет
- Guia Lab 1 Curva de Aprendizaje PDFДокумент12 страницGuia Lab 1 Curva de Aprendizaje PDFISRAEL M CONDORIОценок пока нет
- Ejercicios OEEДокумент6 страницEjercicios OEEDomenica Coral100% (2)
- Balance de LineaДокумент3 страницыBalance de LineaJeidy Calixto100% (2)
- Ejercicio OeeДокумент2 страницыEjercicio Oeecarolina sanchezОценок пока нет
- Indicadores MANTENIMIENTOДокумент6 страницIndicadores MANTENIMIENTOEstefania Salazar ArenasОценок пока нет
- Tabla de Modo y Efecto de Falla para Una FresadoraДокумент5 страницTabla de Modo y Efecto de Falla para Una FresadoraMario Aguillòn89% (9)
- Problema de Clase (Solución)Документ4 страницыProblema de Clase (Solución)JlAguirreОценок пока нет
- DERECHOadmi TR1Документ9 страницDERECHOadmi TR1Fabiana DazaОценок пока нет
- Funciones Básicas Del MantenimientoДокумент4 страницыFunciones Básicas Del MantenimientoMadianita Estrada33% (3)
- Solucion Parcial I6anДокумент2 страницыSolucion Parcial I6anRaul Castro67% (3)
- Problemas Estudio Del TiempoДокумент6 страницProblemas Estudio Del TiempoEDUIN JOSLI URBINA TAPIAОценок пока нет
- Fabrica de CalzadoДокумент2 страницыFabrica de CalzadoFelix Mendoza60% (5)
- Apuntes de Clase Efectividad de Planta OEEДокумент8 страницApuntes de Clase Efectividad de Planta OEEjorge cabreraОценок пока нет
- EvidenciasДокумент5 страницEvidenciasJoel CahuanaОценок пока нет
- Ejercicios Gestion de MantenimientoДокумент16 страницEjercicios Gestion de Mantenimientocesar nevarezОценок пока нет
- Ejercicios Fiabilidad 2022-Todos Los EjerciciosДокумент12 страницEjercicios Fiabilidad 2022-Todos Los EjerciciosAmalie Flores100% (1)
- Caso TOCДокумент1 страницаCaso TOCDavid Omar Torres Gutierrez100% (1)
- Ejercicios Resueltos Fiabilidad-Mantenibilidad y Disponibilidad-NuevoДокумент9 страницEjercicios Resueltos Fiabilidad-Mantenibilidad y Disponibilidad-Nuevoanabel100% (6)
- Cálculo de Indicadores.Документ6 страницCálculo de Indicadores.Karina Hernandez Luna0% (1)
- Trabajo de Gestion de Mtto IndДокумент4 страницыTrabajo de Gestion de Mtto IndPiero Alarcon CanovaОценок пока нет
- Trabajo de Gestion de Mtto IndДокумент4 страницыTrabajo de Gestion de Mtto IndJonathanRaulAlvarezLopezОценок пока нет
- Practica Calificada 02 - Rodas Vilela Jairo FabianДокумент10 страницPractica Calificada 02 - Rodas Vilela Jairo FabianJairo Fabian Rodas VilelaОценок пока нет
- Overall Equipment EfectivenessДокумент6 страницOverall Equipment EfectivenessYoshirita EsquivelОценок пока нет
- Ejercicios Supervisor Virtual PDFДокумент3 страницыEjercicios Supervisor Virtual PDFRodolfo Puma FloresОценок пока нет
- Uda Ejercicio Primera Clase PH1Документ4 страницыUda Ejercicio Primera Clase PH1Diego Leonardo González100% (1)
- Guia DEMO PROGAN Ver11Документ4 страницыGuia DEMO PROGAN Ver11Diego Leonardo GonzálezОценок пока нет
- Plan de Mantenimiento Preventivo Motor Cummins Ixs Trabajo EnviarДокумент34 страницыPlan de Mantenimiento Preventivo Motor Cummins Ixs Trabajo EnviarDiego Leonardo GonzálezОценок пока нет
- Normas Talleres Automotrices CuencaДокумент4 страницыNormas Talleres Automotrices CuencaDiego Leonardo GonzálezОценок пока нет
- CAT 420eДокумент32 страницыCAT 420eIngeniero Yehison RojasОценок пока нет
- Inyeccion Directa de GasolinaДокумент7 страницInyeccion Directa de GasolinaDiego Leonardo GonzálezОценок пока нет
- Informe Tren de Fuerza MotrizДокумент5 страницInforme Tren de Fuerza MotrizDiego Leonardo GonzálezОценок пока нет
- Calculo de Un DesarenadorДокумент10 страницCalculo de Un DesarenadorJenny RodriguezОценок пока нет
- Características de Los LáseresДокумент12 страницCaracterísticas de Los LáseresisaacОценок пока нет
- Problemas Unit1 Von Mises MohrДокумент2 страницыProblemas Unit1 Von Mises MohrDiegoОценок пока нет
- Domus DemainДокумент7 страницDomus DemainDario CalaОценок пока нет
- Sistema de Identificacion ISA 5.1Документ13 страницSistema de Identificacion ISA 5.1Pedro LabanaОценок пока нет
- Resumen, Intro, Historia, FundamentoДокумент14 страницResumen, Intro, Historia, FundamentoElizabeth EscalanteОценок пока нет
- MP Planta de EmergenciaДокумент3 страницыMP Planta de EmergenciaMissael Gallegos BaezОценок пока нет
- El Espacio Es Una Cuestión de TiempoДокумент7 страницEl Espacio Es Una Cuestión de TiempoRicardo Zaldívar100% (1)
- Farmacotecnia Capitulo 44Документ52 страницыFarmacotecnia Capitulo 44Paola Andrea OrtizОценок пока нет
- Análisis Acústico AVQIДокумент1 страницаAnálisis Acústico AVQIKaty AguayoОценок пока нет
- Ingeniería de DetalleДокумент2 страницыIngeniería de DetalleOmarMontañoAndradeОценок пока нет
- Impacto Ambiental YANACOCHAДокумент44 страницыImpacto Ambiental YANACOCHABryan Andre CotradoОценок пока нет
- Ley de Tránsito de La Republica ArgentinaДокумент49 страницLey de Tránsito de La Republica ArgentinaGaby100% (1)
- Cancha Basquetbol Carta GanttДокумент10 страницCancha Basquetbol Carta GanttCesarVidalОценок пока нет
- INFORME #2 de Topografia (Teodolito)Документ10 страницINFORME #2 de Topografia (Teodolito)Milagros Sanchez Canaza67% (3)
- Estructura EsbeltaДокумент10 страницEstructura EsbeltairvinlaynesОценок пока нет
- Novedades Awaduct AcustikДокумент13 страницNovedades Awaduct AcustikjuampicОценок пока нет
- Deshidratador Por Aire CalienteДокумент29 страницDeshidratador Por Aire CalienteFatima Lizbeth Segura IslaОценок пока нет
- Operación de Molinos SAG Controlando El Movimiento de La CargaДокумент5 страницOperación de Molinos SAG Controlando El Movimiento de La CargaMirley Mercedes Montes VillalbaОценок пока нет
- Trabajo 3 Instrumentaci NДокумент11 страницTrabajo 3 Instrumentaci Njejvargasro0% (1)
- 5458918A02Документ4 страницы5458918A02alejolibrookОценок пока нет
- DiotДокумент16 страницDiotLizet MaaОценок пока нет
- Corte Directo en Discontinuidad en Muestras de RocaДокумент19 страницCorte Directo en Discontinuidad en Muestras de RocaRey AngekОценок пока нет
- Control PD SiguelineasДокумент6 страницControl PD SiguelineasJose GayossoОценок пока нет
- Pep-In-08 Limpieza Mecanica y Aplicacion de PinturaДокумент17 страницPep-In-08 Limpieza Mecanica y Aplicacion de PinturaNatalie Pava ValeroОценок пока нет
- Securitas Manual Area Tecnicoprofesional Medios Tecnicos Central Alarmas 2 Tema 3Документ103 страницыSecuritas Manual Area Tecnicoprofesional Medios Tecnicos Central Alarmas 2 Tema 3Andres BaezaОценок пока нет
- Tierra FísicaДокумент148 страницTierra FísicawaltroxxxОценок пока нет
- Conexión de Capacitores en Serie y en ParaleloДокумент6 страницConexión de Capacitores en Serie y en ParaleloJc100% (1)
- Termodinamica Sustesc7Документ3 страницыTermodinamica Sustesc7leonardo morenoОценок пока нет
- Cuestionario Me Mantenimiento Automatriz Solo Oz 2Документ72 страницыCuestionario Me Mantenimiento Automatriz Solo Oz 2Alex CamachoОценок пока нет