Вам также может понравиться
- WWW - Referat.ro-Tehnologia Materialelor - Deformarea PlasticaДокумент6 страницWWW - Referat.ro-Tehnologia Materialelor - Deformarea PlasticaBurcica Alina MariaОценок пока нет
- Cursul 4 - Comportarea Elastica-PlasticaДокумент12 страницCursul 4 - Comportarea Elastica-PlasticaNastase EduardОценок пока нет
- Ruperile Materialelor MetaliceДокумент9 страницRuperile Materialelor MetaliceOana Si Cristi MocanuОценок пока нет
- Tehnologia Materialelor - Deformarea PlasticaДокумент5 страницTehnologia Materialelor - Deformarea PlasticabraileanuisabelaОценок пока нет
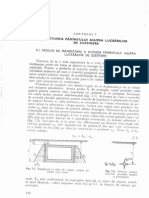
- Capitolul 7. Actiunea Pamantului Asupra Lucrarilor de SustinereДокумент15 страницCapitolul 7. Actiunea Pamantului Asupra Lucrarilor de SustinereAlexandru ConstantinescuОценок пока нет
- Deformări Elastice Şi Deformări PlasticeДокумент7 страницDeformări Elastice Şi Deformări PlasticeTeaca Razvan0% (1)
- Curs 4Документ17 страницCurs 4xTr - SilenTОценок пока нет
- Legile Deformarii PlasticeДокумент9 страницLegile Deformarii PlasticeModi Eszter100% (1)
- DocumentДокумент30 страницDocumentRasinar MariusОценок пока нет
- Formarea Retasurii in Piesele TurnateДокумент11 страницFormarea Retasurii in Piesele TurnateCarla ElenaОценок пока нет
- SIM Curs 5Документ55 страницSIM Curs 5Gabriel GuzuОценок пока нет
- Tehnologia Deformarii Metalelor Prin Deformare PlasticaДокумент0 страницTehnologia Deformarii Metalelor Prin Deformare PlasticaAndrei DraghiciОценок пока нет
- Tehnologii Si Utilaje de Defor curs-STEFAN IULIANДокумент58 страницTehnologii Si Utilaje de Defor curs-STEFAN IULIANCRISTINA-MĂDĂLINA UNTARUОценок пока нет
- Tema NR 2 - Proprietati MecaniceДокумент28 страницTema NR 2 - Proprietati Mecaniceandreinicusor1958-1Оценок пока нет
- Deformarea Si Ruperea Materialelor MetaliceДокумент12 страницDeformarea Si Ruperea Materialelor MetaliceVasile CurmeiОценок пока нет
- Elemente de Teoria PlasticitatiiДокумент10 страницElemente de Teoria PlasticitatiiFlavius WetterОценок пока нет
- Legile Principale Ale Deformatiilor PlasticeДокумент8 страницLegile Principale Ale Deformatiilor PlasticeAdrian LeopaОценок пока нет
- Noţiuni Privind Teoria Deformării Plastice A MetalelorДокумент29 страницNoţiuni Privind Teoria Deformării Plastice A MetalelorVitanIuliaОценок пока нет
- Добавить Основной ТекстДокумент3 страницыДобавить Основной ТекстMamula AnnaОценок пока нет
- Traductor Cu UltrasuneteДокумент11 страницTraductor Cu UltrasuneteSorinutza100% (2)
- CURS 1 Deformare PlasticaДокумент5 страницCURS 1 Deformare PlasticaAlexandru ZdbОценок пока нет
- Curs 5-6 BPDPДокумент12 страницCurs 5-6 BPDPToth LoriОценок пока нет
- 3.1. Deformatii Elastice. Deformatii Plastice.Документ4 страницы3.1. Deformatii Elastice. Deformatii Plastice.hopeОценок пока нет
- Suport de Curs - Deformarea PlasticaДокумент16 страницSuport de Curs - Deformarea PlasticaionОценок пока нет
- 3.tehnologii de Prelucrare A Metalelor Prin Deformare PlasticǎДокумент12 страниц3.tehnologii de Prelucrare A Metalelor Prin Deformare PlasticǎAlexandra EОценок пока нет
- Licenta Intrebari Raspunsuri UTCN, SIM.Документ10 страницLicenta Intrebari Raspunsuri UTCN, SIM.Calin Fodoca100% (2)
- Curba Lui HookeДокумент6 страницCurba Lui HookeAndrei DucaОценок пока нет
- Metalurgia Fizica A Deformarii Plastice-Cap.2Документ3 страницыMetalurgia Fizica A Deformarii Plastice-Cap.2Stefania BobleacaОценок пока нет
- Legile Deformarii PlasticeДокумент5 страницLegile Deformarii PlasticeNutzu WhiteponyОценок пока нет
- Studiul Materialelor-EcruisareaДокумент8 страницStudiul Materialelor-EcruisareaCristian BuneaОценок пока нет
- Jinescu V.v..Документ9 страницJinescu V.v..Michelle HarrisОценок пока нет
- Cuple de FrecareДокумент19 страницCuple de Frecareparaschiv_alexandruОценок пока нет
- L4 Proprietati Elastice Ale CorpurilorДокумент7 страницL4 Proprietati Elastice Ale CorpurilorEcaterina100% (1)
- Imprimarea La ReceДокумент21 страницаImprimarea La RecedoruoctaviandumitruОценок пока нет
- Elemente de Teoria Deformarii PlasticeДокумент17 страницElemente de Teoria Deformarii PlasticeRamuliu SelcuОценок пока нет
- Suport de Curs - Deformarea PlasticaДокумент16 страницSuport de Curs - Deformarea PlasticaserbanОценок пока нет
- Incercari MecaniceДокумент6 страницIncercari Mecanicemulic100% (1)
- Criterii de Cedare - CorectatДокумент15 страницCriterii de Cedare - CorectatAdrian MateiОценок пока нет
- RM RaspunsuriДокумент13 страницRM RaspunsuriBbc TrandafinОценок пока нет
- Deformarea Plastica A Materialelor MetaliceДокумент7 страницDeformarea Plastica A Materialelor MetaliceAlexandra RoxanaОценок пока нет
- Intrebari de Teorie RMДокумент4 страницыIntrebari de Teorie RMAlexssyОценок пока нет
- ForjareaДокумент54 страницыForjareaAdrian VintilaОценок пока нет
- Legile Deformarii Plastice ProiectДокумент12 страницLegile Deformarii Plastice Proiectcarmenroxana1988Оценок пока нет
- Aliaje DentareДокумент45 страницAliaje Dentaremustafa82Оценок пока нет
- Prelucrarea Metalelor Prin Deformare PlasticaДокумент9 страницPrelucrarea Metalelor Prin Deformare PlasticaCalin Creciun100% (1)
- Legi ConstitutiveДокумент108 страницLegi Constitutivemarin_sОценок пока нет
- Curs RM 1+2 PDFДокумент360 страницCurs RM 1+2 PDFPetrică NeculaОценок пока нет
- Papadatu Curs 1 PLASTICITATEДокумент20 страницPapadatu Curs 1 PLASTICITATEdragos_obrejaОценок пока нет
- Curs Metal 12Документ15 страницCurs Metal 12Andrei AndreïОценок пока нет
- Curgerea Fluidelor Nenewtoniene Între Două Plăci Plan ParaleleДокумент5 страницCurgerea Fluidelor Nenewtoniene Între Două Plăci Plan ParaleleMihaela Popescu-NeagoeОценок пока нет
- SM 4Документ19 страницSM 4Ionut AndreiОценок пока нет