Вам также может понравиться
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsОт EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsОценок пока нет
- Design of Machine Elements: Design Against Fluctuating LoadsДокумент50 страницDesign of Machine Elements: Design Against Fluctuating LoadsKristine JavierОценок пока нет
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Gimbals Election GuideДокумент14 страницGimbals Election GuideRina PngОценок пока нет
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorОт EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorОценок пока нет
- Baldor Dodge IP and ISN CatalogueДокумент79 страницBaldor Dodge IP and ISN CatalogueRestuОценок пока нет
- Surface Self-Compensated Hydrostatic Bearings PDFДокумент139 страницSurface Self-Compensated Hydrostatic Bearings PDFramaananОценок пока нет
- Geometry of Screw Compressor Rotors and Their ToolsДокумент17 страницGeometry of Screw Compressor Rotors and Their ToolsPhox IndiaОценок пока нет
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringОт EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringОценок пока нет
- Ansys Workbench Bearing LoadДокумент6 страницAnsys Workbench Bearing LoadYuryОценок пока нет
- 0218 Gearsolutions PDFДокумент60 страниц0218 Gearsolutions PDFdesetekОценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Iso 2954 2012 en PDFДокумент8 страницIso 2954 2012 en PDFJulio CastilloОценок пока нет
- ACP Tutorials PDFДокумент10 страницACP Tutorials PDFPratik JoshiОценок пока нет
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysОт EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysРейтинг: 1 из 5 звезд1/5 (1)
- Analysis of The Yokeless and Segmented Armature MachineДокумент7 страницAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewОценок пока нет
- Bearing For Industrial GearboxДокумент32 страницыBearing For Industrial Gearboxabhipraya01Оценок пока нет
- Elastohydrodynamic Lubrication FundamentalsДокумент40 страницElastohydrodynamic Lubrication FundamentalsGweParkОценок пока нет
- Foaming and Entrained Air Damage Machines and LubricantsДокумент5 страницFoaming and Entrained Air Damage Machines and LubricantsToppy ToppyОценок пока нет
- Profile Shift CoefficientДокумент6 страницProfile Shift CoefficientAjinkya KarandikarОценок пока нет
- A Hybrid Predictive Maintenance Approach For CNC Machine Tool Driven byДокумент16 страницA Hybrid Predictive Maintenance Approach For CNC Machine Tool Driven bySheron SisodiyaОценок пока нет
- ASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFДокумент6 страницASTM D 4170 Prevenção de Desgaste Por Atrito (FRETTING WEAR TEST) PDFIsaaq ManoelОценок пока нет
- M Rades Mechanical Vibrations 2Документ354 страницыM Rades Mechanical Vibrations 2Aryan KumarОценок пока нет
- International Standard: Rolling Bearings - Radial Bearings - TolerancesДокумент11 страницInternational Standard: Rolling Bearings - Radial Bearings - TolerancesCAT MINING SHOVELОценок пока нет
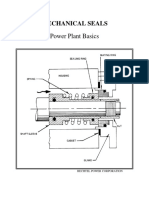
- Mechanical Seals: Power Plant BasicsДокумент26 страницMechanical Seals: Power Plant BasicsService Port100% (1)
- Brake SquealДокумент10 страницBrake Squealsharanmit2039Оценок пока нет
- As 2848.1-1998 Aluminium and Aluminium Alloys - Compositions and Designations Wrought ProductsДокумент6 страницAs 2848.1-1998 Aluminium and Aluminium Alloys - Compositions and Designations Wrought ProductsSAI Global - APACОценок пока нет
- Rotor DynamicsДокумент9 страницRotor DynamicsSagarKBLОценок пока нет
- Design Engineering of NitinolДокумент16 страницDesign Engineering of NitinolginejonathanОценок пока нет
- 0219 WindsystemsДокумент44 страницы0219 WindsystemsSuriya KJОценок пока нет
- ACUPRO Version 4: Measurement of Acoustical Properties of Materials and SystemsДокумент18 страницACUPRO Version 4: Measurement of Acoustical Properties of Materials and SystemsAnonymous 4Pq2vhjWLVОценок пока нет
- Plastic Gear Sizing and Selection GuideДокумент4 страницыPlastic Gear Sizing and Selection Guide28192175100% (1)
- SKF Filament Wound BushingsДокумент8 страницSKF Filament Wound BushingsWes VendrigОценок пока нет
- PHD Pajaczkowski Piotr PDFДокумент162 страницыPHD Pajaczkowski Piotr PDFChristopher GarciaОценок пока нет
- Hydrodynamic Journal BearingДокумент4 страницыHydrodynamic Journal BearingEbe Nezer GОценок пока нет
- Analyzing Fluid Film Bearings and Rotordynamics With ANSYS - PresentationДокумент34 страницыAnalyzing Fluid Film Bearings and Rotordynamics With ANSYS - PresentationARKA technocorpОценок пока нет
- Thermal and efficiency characterization of a low-backlash planetary gearboxДокумент10 страницThermal and efficiency characterization of a low-backlash planetary gearboxra maОценок пока нет
- Coherence in Impact TestingДокумент2 страницыCoherence in Impact Testingcelestinodl736Оценок пока нет
- Fasteners Vol1 TocДокумент3 страницыFasteners Vol1 TocLucas Willian100% (2)
- Powertrain Mounting Design Principles To Achieve Optimum Vibration Isolation With Demonstration ToolsДокумент8 страницPowertrain Mounting Design Principles To Achieve Optimum Vibration Isolation With Demonstration ToolsAnonymous b8hxRVx100% (1)
- Model Based Definition (MBD)Документ13 страницModel Based Definition (MBD)Sajjad HussainОценок пока нет
- Bearings With Solid Grease: NTN CorporationДокумент11 страницBearings With Solid Grease: NTN Corporationshan_1299Оценок пока нет
- Housing Influences On Churning Losses in Geared TransmissionsДокумент6 страницHousing Influences On Churning Losses in Geared TransmissionsSaipriya BalakumarОценок пока нет
- GS52Документ3 страницыGS52S.Hasan MirasadiОценок пока нет
- Tool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesДокумент12 страницTool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesMuhabi DwiОценок пока нет
- AGMA Gear Documents from 1988-1993Документ13 страницAGMA Gear Documents from 1988-1993Rizky MahendraОценок пока нет
- ACP - Intro - 14.5 - S01 - Composite - Introduction PDFДокумент98 страницACP - Intro - 14.5 - S01 - Composite - Introduction PDFlljjsakdjk100% (1)
- Technical Specification: Product Name: Epikure Curing Agent 866 / Bakelite EPH 866Документ1 страницаTechnical Specification: Product Name: Epikure Curing Agent 866 / Bakelite EPH 866Oliver Risteski100% (1)
- DFMДокумент4 страницыDFMMarko BrkicОценок пока нет
- ISO-4406-1987 Potencia HidrahulicaДокумент8 страницISO-4406-1987 Potencia HidrahulicahenriquezmaОценок пока нет
- SEW Eurodrive Industrial Gear UnitsДокумент15 страницSEW Eurodrive Industrial Gear UnitsSteve IpОценок пока нет
- Product Data: Hexply M21Документ8 страницProduct Data: Hexply M21Antonis AlexiadisОценок пока нет
- Overrunning ClutchДокумент6 страницOverrunning ClutchThang LeОценок пока нет
- Wensing - On The Dynamics of Ball BearingsДокумент183 страницыWensing - On The Dynamics of Ball Bearingssimone.castagnettiОценок пока нет
- Gere 306Документ1 страницаGere 306cavadavОценок пока нет
- Melcor - Thermoelectric HandbookДокумент16 страницMelcor - Thermoelectric Handbookmelfer60% (5)
- DS vX11 Series-P4Документ4 страницыDS vX11 Series-P4cavadavОценок пока нет
- Fundamental OpticsДокумент58 страницFundamental OpticsHector OliverОценок пока нет
- Engineering Graphics Skills and ConceptsДокумент1 страницаEngineering Graphics Skills and ConceptscavadavОценок пока нет
- Carr Lane Catalog USAДокумент710 страницCarr Lane Catalog USAcavadav100% (1)
- Compressive Strength of GlassДокумент7 страницCompressive Strength of GlasscavadavОценок пока нет
- TMA Operating InstructionsДокумент12 страницTMA Operating InstructionsSiti Nabihah Abdul RahmanОценок пока нет
- Penthouse Nov 2006 Fourth QuarterДокумент2 страницыPenthouse Nov 2006 Fourth QuarterJohn M. CavoteОценок пока нет
- An Overview of Basic Radiation Effects On PolymersДокумент35 страницAn Overview of Basic Radiation Effects On PolymersFrancesca TeocoliОценок пока нет
- Calibrating Pressure BalancesДокумент22 страницыCalibrating Pressure BalancesVikram BillalОценок пока нет
- Thermal Insulation Materials Made of Rigid Polyurethane FoamДокумент33 страницыThermal Insulation Materials Made of Rigid Polyurethane FoamAdrian MorarОценок пока нет
- Universal Vent SilencerДокумент4 страницыUniversal Vent Silencergooch1201Оценок пока нет
- 1 s2.0 S0966979520309365 MainДокумент11 страниц1 s2.0 S0966979520309365 MainLewis TendereОценок пока нет
- AP Physics Heat Transfer GuideДокумент5 страницAP Physics Heat Transfer GuideJhanice TargaОценок пока нет
- Tubing Length Change CalculationsДокумент33 страницыTubing Length Change CalculationsOmer Khalid100% (2)
- Determination of Coefficient of Linear Expansion of A Metal Rod by Using Pullinger's ApparatusДокумент3 страницыDetermination of Coefficient of Linear Expansion of A Metal Rod by Using Pullinger's ApparatustharujephroОценок пока нет
- Karakteristi Polyester Resin 2Документ10 страницKarakteristi Polyester Resin 2ardethaxxОценок пока нет
- Liquid Controls: Mechanical Temperature Volume CompensatorsДокумент8 страницLiquid Controls: Mechanical Temperature Volume CompensatorsSarge ChisangaОценок пока нет
- Astm F 14Документ4 страницыAstm F 14Maki Salim HussainОценок пока нет
- Process Engineering CДокумент202 страницыProcess Engineering Cleman quliyevaОценок пока нет
- Stress Analysis - Cryogenic Piping & Process DescriptionДокумент13 страницStress Analysis - Cryogenic Piping & Process Descriptionbhavesh shukla0% (1)
- CE6021 SCAD MSM by WWW - Learnengineering.inДокумент97 страницCE6021 SCAD MSM by WWW - Learnengineering.inVENKATANARAYANANОценок пока нет
- Physics-II Ch-19: Solution To Similar Problems Chapter 19: TEMPERATURE 1Документ5 страницPhysics-II Ch-19: Solution To Similar Problems Chapter 19: TEMPERATURE 1James MondeloОценок пока нет
- Heat & Thermodynamics (ADV)Документ99 страницHeat & Thermodynamics (ADV)xibojof446Оценок пока нет
- Which Fluid is Most Viscous: A Viscosity Comparison of Engine OilsДокумент20 страницWhich Fluid is Most Viscous: A Viscosity Comparison of Engine OilsYutisha ModiОценок пока нет
- The Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFДокумент9 страницThe Thermal Expansion Characteristic of Stainless Steel Weld Metal PDFAchmad Nur HusainiОценок пока нет
- RECLAMATION - Better Evaluate Thermal Effects of - ConcreteДокумент56 страницRECLAMATION - Better Evaluate Thermal Effects of - ConcreteTansel YılmazОценок пока нет
- Understanding Heat and ThermodynamicsДокумент29 страницUnderstanding Heat and ThermodynamicsPrasanna VijayakumarОценок пока нет
- University Physics Ii: Thermodynamics, Electricity, & MagnetismДокумент884 страницыUniversity Physics Ii: Thermodynamics, Electricity, & MagnetismAgostino PernaОценок пока нет
- Turbine Flow MetersДокумент31 страницаTurbine Flow Metersjammu_d_gr8Оценок пока нет
- Bellow Design GuideДокумент14 страницBellow Design Guidelokeshraja007100% (2)
- ASTM Plumbing Pipes & Fittings Manufacturers in India Finolex PipesДокумент14 страницASTM Plumbing Pipes & Fittings Manufacturers in India Finolex PipesSREENATH SREEDHARANОценок пока нет
- Factory Mutual LPDS 1-49Документ25 страницFactory Mutual LPDS 1-49scottmaloney100% (3)
- Buckling Analysis With Expansion JointsДокумент11 страницBuckling Analysis With Expansion JointsNgo Van HieuОценок пока нет
- Sumanta Chowdhury - CLS - Aipmt-15-16 - XIII - Phy - Study-Package-3 - Set-1 - Chapter-9 PDFДокумент46 страницSumanta Chowdhury - CLS - Aipmt-15-16 - XIII - Phy - Study-Package-3 - Set-1 - Chapter-9 PDFsamuel rajОценок пока нет
- The Gist of NCERT General Science PDFДокумент148 страницThe Gist of NCERT General Science PDFSatyajitSahooОценок пока нет
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОценок пока нет
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (137)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationОт EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationРейтинг: 4 из 5 звезд4/5 (18)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeОт EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeРейтинг: 4.5 из 5 звезд4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Shallow Foundations: Discussions and Problem SolvingОт EverandShallow Foundations: Discussions and Problem SolvingРейтинг: 5 из 5 звезд5/5 (1)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaОт EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaОценок пока нет
- Principles of Forensic Engineering Applied to Industrial AccidentsОт EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsОценок пока нет
- Introducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureОт EverandIntroducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaОт EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaОценок пока нет
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОт EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОценок пока нет
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookОт EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookОценок пока нет