Вам также может понравиться
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- BIW Welding Fixture ProcessДокумент31 страницаBIW Welding Fixture ProcessAnonymous 9q5GEfm8I50% (4)
- AES BIW Fixture SimulationДокумент28 страницAES BIW Fixture SimulationbenkyouОценок пока нет
- BIW Design ProcessДокумент9 страницBIW Design Processprasungovindan100% (1)
- BIW Welding Fixture Design Domain TrainingДокумент21 страницаBIW Welding Fixture Design Domain Trainingmohammad touffique100% (1)
- GD and T For BIWДокумент7 страницGD and T For BIWgauravkumar bhandariОценок пока нет
- Manjunath Kandan ResumeДокумент6 страницManjunath Kandan ResumeYashwanth NarayananОценок пока нет
- " Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040Документ11 страниц" Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040ksiojiohyui100% (2)
- Basic Fixture Design ConceptsДокумент14 страницBasic Fixture Design ConceptsML Deshmukh100% (2)
- Hem Electromagnetic Forming Technology Ming of BIW Panels Using TheДокумент9 страницHem Electromagnetic Forming Technology Ming of BIW Panels Using ThesopanОценок пока нет
- Biw Welding Fixture DesignДокумент5 страницBiw Welding Fixture DesignDeshraj SindhuОценок пока нет
- BIW - Points Discussed With The CustomerДокумент9 страницBIW - Points Discussed With The CustomerJyoti Kale100% (1)
- Biw Basic Document - Iit ProjectДокумент6 страницBiw Basic Document - Iit ProjectArshadОценок пока нет
- DFMA II Design GuidelinesДокумент26 страницDFMA II Design Guidelinesshriom2Оценок пока нет
- Biw Interview QusДокумент3 страницыBiw Interview QusSujay AvatiОценок пока нет
- Automotive Exterior DesignДокумент29 страницAutomotive Exterior DesignAbhishek ShettyОценок пока нет
- Biw Structural DesignДокумент10 страницBiw Structural Designdhareesh100% (3)
- BIW Unit 1 NotesДокумент50 страницBIW Unit 1 NotesJhon bendОценок пока нет
- A Class Surface Q&AДокумент24 страницыA Class Surface Q&AYashwanth NarayananОценок пока нет
- Design and Analysis of Side Door Intrusion Beam For Automotive SafetyДокумент10 страницDesign and Analysis of Side Door Intrusion Beam For Automotive SafetyDavids Marin0% (1)
- G D & T PresenationДокумент22 страницыG D & T Presenation김병곤Оценок пока нет
- BIWДокумент12 страницBIWSatyawan KaleОценок пока нет
- BIW PartsДокумент17 страницBIW Partsbprabagaran100% (2)
- Class A' Surface of VehicelДокумент8 страницClass A' Surface of VehicelCharlie TejОценок пока нет
- AES BIW Fixture SimulationДокумент28 страницAES BIW Fixture Simulationbinhlee0% (1)
- 01 Ih - Stamping FundamentalsДокумент24 страницы01 Ih - Stamping FundamentalsDiego AcostaОценок пока нет
- BIW-Body in WhiteДокумент2 страницыBIW-Body in WhiteGokul PrabuОценок пока нет
- Body in WhiteДокумент39 страницBody in WhiteShashank GoudОценок пока нет
- Plastics Snapfit Design Guide 5771Документ24 страницыPlastics Snapfit Design Guide 5771gr8swap100% (1)
- Unigraphics NX Interview Questions and AnswersДокумент5 страницUnigraphics NX Interview Questions and AnswersVivekPJОценок пока нет
- BIW Design PDFДокумент17 страницBIW Design PDFAmolPagdalОценок пока нет
- Modular Fixture Design For BIW Lines Using Process Simulate: ArticleДокумент57 страницModular Fixture Design For BIW Lines Using Process Simulate: ArticleprashasscribdОценок пока нет
- Sheet Metal Design GuidelinesДокумент31 страницаSheet Metal Design Guidelinessatisharigela_asrОценок пока нет
- Biw Welding Fixture Unit: Locating PinДокумент3 страницыBiw Welding Fixture Unit: Locating Pinphani301Оценок пока нет
- BIW DesignДокумент17 страницBIW Designraghunath67074395% (19)
- Fundamentals of Vehicle Design & PackagingДокумент83 страницыFundamentals of Vehicle Design & PackagingCharlie TejОценок пока нет
- Plastic Product Development: Interior & ExteriorДокумент21 страницаPlastic Product Development: Interior & ExteriormechsrinuОценок пока нет
- Al BiwДокумент3 страницыAl BiwmmanharОценок пока нет
- Interview Typical 100 Questions For BIW Fixture Design Engineer Position PDFДокумент5 страницInterview Typical 100 Questions For BIW Fixture Design Engineer Position PDFsagar0% (1)
- Car Body-In-White: N.A.Z. Abdullah, M.S. Mohd SaniДокумент3 страницыCar Body-In-White: N.A.Z. Abdullah, M.S. Mohd SaniIamzura Abdullah100% (1)
- Biw TrainingДокумент7 страницBiw Trainingdhareesh92% (12)
- BIW Parts AnatomyДокумент3 страницыBIW Parts AnatomyArthi EswaranОценок пока нет
- BIW Design EngineerДокумент1 страницаBIW Design EngineerKiran DamaОценок пока нет
- BIWДокумент18 страницBIWKarthik Babu0% (1)
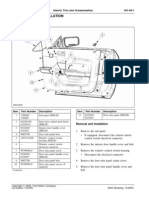
- Door TrimДокумент2 страницыDoor Trimapi-37105140% (1)
- Biw PDFДокумент8 страницBiw PDFRavi TarunОценок пока нет
- Guide to Load Analysis for Durability in Vehicle EngineeringОт EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonРейтинг: 4 из 5 звезд4/5 (1)
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionОт EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionОценок пока нет
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainОт EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainОценок пока нет
- Design For Manufacturability A Complete Guide - 2021 EditionОт EverandDesign For Manufacturability A Complete Guide - 2021 EditionОценок пока нет
- Production Engineering - Jig And Tool DesignОт EverandProduction Engineering - Jig And Tool DesignРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Section D GC - Word Version - 3Документ36 страницSection D GC - Word Version - 3Mohammed KhatibОценок пока нет
- Fall Prevention PlanДокумент6 страницFall Prevention PlanMohammed KhatibОценок пока нет
- Leh Final Tender 19-4-2012Документ304 страницыLeh Final Tender 19-4-2012Mohammed KhatibОценок пока нет
- 12 Chapter 4Документ36 страниц12 Chapter 4Mohammed KhatibОценок пока нет
- Te 1477 WebДокумент81 страницаTe 1477 WebMohammed KhatibОценок пока нет
- Construction Contract Clause DigestДокумент81 страницаConstruction Contract Clause Digestchira100% (3)
- Contractor Monthly Safety Report: Incidents This Month Total Cause of Injuries This MonthДокумент2 страницыContractor Monthly Safety Report: Incidents This Month Total Cause of Injuries This MonthMohammed Khatib100% (4)
- Iso 10015 134Документ16 страницIso 10015 134Mohammed KhatibОценок пока нет
- 07 Dumbrava Iacob-USING PROBABILITY IMPACT MATRIX IN ANALYSIS AND RISK ASSESSMENT PROJECTS PDFДокумент21 страница07 Dumbrava Iacob-USING PROBABILITY IMPACT MATRIX IN ANALYSIS AND RISK ASSESSMENT PROJECTS PDFMohammed KhatibОценок пока нет
- Company Profile - IissДокумент16 страницCompany Profile - IissMohammed KhatibОценок пока нет
- 6 May 09 G00007aДокумент1 страница6 May 09 G00007aMohammed KhatibОценок пока нет
- First Aid Proposal DetailsДокумент2 страницыFirst Aid Proposal DetailsMohammed KhatibОценок пока нет
- NEBOSH International DiplomaДокумент2 страницыNEBOSH International DiplomaMohammed Khatib70% (10)
- NEBOSH International DiplomaДокумент2 страницыNEBOSH International DiplomaMohammed Khatib70% (10)
- ABJ PresentationДокумент51 страницаABJ PresentationMarvin CastelinoОценок пока нет
- LIST of SET-UP FabricatorsДокумент8 страницLIST of SET-UP FabricatorsJojit EspirituОценок пока нет
- SolidCAM 2019 Whats NewДокумент70 страницSolidCAM 2019 Whats NewpumpisrbОценок пока нет
- Wirtgen Planeur W100 W100i USДокумент8 страницWirtgen Planeur W100 W100i USJavier Bermudez100% (1)
- TEДокумент9 страницTEkeshavuvceОценок пока нет
- Report Metrology and Workshop: Nur Nabilah Syazwani Binti Rahmad Iskandar 58215119044Документ6 страницReport Metrology and Workshop: Nur Nabilah Syazwani Binti Rahmad Iskandar 58215119044WanieRahmadОценок пока нет
- EUSKRON High Performance Featured ToolsДокумент2 страницыEUSKRON High Performance Featured ToolsEuskron Cutting ToolsОценок пока нет
- CNC TutorДокумент38 страницCNC TutorPeter McNeilОценок пока нет
- BobCAD V24 TutorialДокумент67 страницBobCAD V24 TutorialgiantepepinОценок пока нет
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarДокумент17 страницNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanОценок пока нет
- 2018 - DVM 2017 - 5 AxesДокумент16 страниц2018 - DVM 2017 - 5 AxesAbhishek VelagaОценок пока нет
- Mazak Mazatech v-515 en v1Документ8 страницMazak Mazatech v-515 en v1Mauricio A. Tamayo RamirezОценок пока нет
- CNC Lab ReportДокумент3 страницыCNC Lab ReportPei Shan ChoongОценок пока нет
- Sandvik Coromant2011Документ64 страницыSandvik Coromant2011Trần Huỳnh Hoàng KhangОценок пока нет
- EdgeCAM Advanced MillingДокумент111 страницEdgeCAM Advanced MillingRodrigo Luiz100% (1)
- Takamaz XC XLseriesДокумент24 страницыTakamaz XC XLseriesPham LongОценок пока нет
- SANDVIK FRP TOOL SUMMARY c-2920-30Документ63 страницыSANDVIK FRP TOOL SUMMARY c-2920-30yanuar_adhiОценок пока нет
- EML Rev. B Status AДокумент205 страницEML Rev. B Status AsswahyudiОценок пока нет
- Manufacturing Engineering IДокумент4 страницыManufacturing Engineering Iahmish kabbaxe100% (1)
- Comil Tooling Selection PDFДокумент4 страницыComil Tooling Selection PDFmailtorubal2573Оценок пока нет
- CNCДокумент31 страницаCNCPravin DeshmaneОценок пока нет
- Machining Parameters in Turning ProcessДокумент78 страницMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Standards ListДокумент14 страницStandards Listsunnyjack100% (1)
- Contour Milling Programming On A CNC MachineДокумент3 страницыContour Milling Programming On A CNC Machinebhaskarjalan0% (1)
- 2.9 High Speed Settings - CYCLE832: ApplicationДокумент10 страниц2.9 High Speed Settings - CYCLE832: Application张文Оценок пока нет
- Onshape College Lesson 10Документ43 страницыOnshape College Lesson 10tottoОценок пока нет
- Multi Spindel HeadsДокумент72 страницыMulti Spindel HeadsDaniel Garcia PeraltaОценок пока нет
- Vertical and Horizontal Turning/Grinding CentersДокумент18 страницVertical and Horizontal Turning/Grinding CentersArchi DamosОценок пока нет
- Bwin Precision Tools Co., LTD: CuttingДокумент10 страницBwin Precision Tools Co., LTD: Cuttingsayed alugaimyОценок пока нет
- Mastercam2020 MultiaxisAdvanced TrainingTutorial SAMPLEДокумент43 страницыMastercam2020 MultiaxisAdvanced TrainingTutorial SAMPLENguyen Van LyОценок пока нет