Вам также может понравиться
- Guide To Powder CoatingДокумент45 страницGuide To Powder CoatingSreedhar Patnaik.M100% (3)
- 4.section 3 - Routine MaintenanceДокумент96 страниц4.section 3 - Routine MaintenanceMyo minОценок пока нет
- Respiratory Examination - Protected 1Документ4 страницыRespiratory Examination - Protected 1anirudh811100% (1)
- Conduit BookletДокумент52 страницыConduit BookletboltgingerkoppyОценок пока нет
- Paint Industry AnalysisДокумент25 страницPaint Industry AnalysisRAJASHEKAR REDDY SОценок пока нет
- Molarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFДокумент3 страницыMolarity, Molality, Normality, and Mass Percent Worksheet II Answer Key 11-12 PDFGerald KamulanjeОценок пока нет
- Tinh Toan Tang AP Cau Thang - CT Qui LongДокумент20 страницTinh Toan Tang AP Cau Thang - CT Qui Longntt_121987Оценок пока нет
- Ems 01 Iso 14001 ManualДокумент26 страницEms 01 Iso 14001 ManualG BelcherОценок пока нет
- Kernberg, O. (1991) - A Contemporary Reading of On Narcissism in Freud's On Narcissism An IntroductionДокумент10 страницKernberg, O. (1991) - A Contemporary Reading of On Narcissism in Freud's On Narcissism An IntroductionAngelina Anastasova100% (2)
- Toyota Success RecipeДокумент7 страницToyota Success Recipeapi-3740973Оценок пока нет
- 100 TPD Cement Plnat Brief PDFДокумент3 страницы100 TPD Cement Plnat Brief PDFdev8893Оценок пока нет
- My Dawlance Report PDFДокумент18 страницMy Dawlance Report PDFShahzainAkramОценок пока нет
- PoabsДокумент11 страницPoabsSino Joseph100% (1)
- Demand Forecasting of Plastic Product by Ranjan Jharkhand 8195990639Документ48 страницDemand Forecasting of Plastic Product by Ranjan Jharkhand 8195990639rupesh singhОценок пока нет
- Synopsis Topic: Industry Analysis of Tyre Industry Case Studies of MRF Tyres andДокумент9 страницSynopsis Topic: Industry Analysis of Tyre Industry Case Studies of MRF Tyres andDamanpreet singhОценок пока нет
- Report On Dawlance PDFДокумент17 страницReport On Dawlance PDFAhmad UsmanОценок пока нет
- Case Study - International Cosmetics LimitedДокумент3 страницыCase Study - International Cosmetics Limitedyamininayak0% (1)
- Operations Final ReportДокумент12 страницOperations Final ReportMustafa SethiОценок пока нет
- Pricol PVT LTDДокумент6 страницPricol PVT LTDPriyanka GuruswamyОценок пока нет
- Final Slides Supply ChainДокумент33 страницыFinal Slides Supply ChainghaziaОценок пока нет
- Orient CompanyДокумент8 страницOrient CompanyAasma NazОценок пока нет
- Larsen & Toubro-WPS OfficeДокумент5 страницLarsen & Toubro-WPS OfficeNihal SonkusareОценок пока нет
- Competitive Analysis of Godrej With SamsungДокумент49 страницCompetitive Analysis of Godrej With SamsungPrem NautiyalОценок пока нет
- Standard Fireworks - A Pioneer in Firework IndustryДокумент7 страницStandard Fireworks - A Pioneer in Firework IndustryRamBharoseОценок пока нет
- Haier PresentationДокумент19 страницHaier PresentationalishayanОценок пока нет
- Ashok LeylandДокумент13 страницAshok LeylandDiptiОценок пока нет
- Brighto Paints Final ReportДокумент13 страницBrighto Paints Final ReportMuhsin Rajpoot100% (1)
- Electrical Equipment Industry 2020Документ2 страницыElectrical Equipment Industry 2020Ipsita Bhattacharjee100% (1)
- Turbo Bearing ProjectДокумент55 страницTurbo Bearing ProjectDesai KrutikОценок пока нет
- An Organization Study On Rydon Industries at CBEДокумент40 страницAn Organization Study On Rydon Industries at CBElavanya mohanОценок пока нет
- An Assignment On Organizational Structure of VOLTASДокумент7 страницAn Assignment On Organizational Structure of VOLTASRaushan Kumar Naik100% (2)
- APA GuidelinesДокумент16 страницAPA Guidelinesowais2015Оценок пока нет
- Formulation of Marketing Strategies To Improve Market Share of LGДокумент10 страницFormulation of Marketing Strategies To Improve Market Share of LGRiddhi Shah0% (1)
- PKДокумент42 страницыPKSafeer Shibi100% (1)
- Tata SteelДокумент8 страницTata SteelKamlesh TripathiОценок пока нет
- SWOT HindalcoДокумент1 страницаSWOT HindalcoAbhishek Mishra100% (1)
- A Report On Intel Corporation: ENGN3221 Individual Assignment 2Документ9 страницA Report On Intel Corporation: ENGN3221 Individual Assignment 2Tahsinur Alam ChowdhuryОценок пока нет
- Term Paper of Reliance Weaving LTDДокумент12 страницTerm Paper of Reliance Weaving LTDadeelasghar091Оценок пока нет
- Unilever Platinum Stores - Building A Brand For The Community (Part1)Документ6 страницUnilever Platinum Stores - Building A Brand For The Community (Part1)jayОценок пока нет
- P&G - Colgate Final 1Документ21 страницаP&G - Colgate Final 1Payal PatelОценок пока нет
- Introduction To AudiДокумент5 страницIntroduction To AudiRajesh Shah100% (1)
- Research Methodology Hypothesis On Kia SeltosДокумент2 страницыResearch Methodology Hypothesis On Kia SeltosAjitha P.NОценок пока нет
- Organisational Change &developmentДокумент29 страницOrganisational Change &developmentRamesh HiragappanavarОценок пока нет
- Gul AhmedДокумент5 страницGul AhmedTalha HussainОценок пока нет
- Electric Item-BBA-MBA Project ReportДокумент79 страницElectric Item-BBA-MBA Project ReportpRiNcE DuDhAtRaОценок пока нет
- USHA INTERNATIONAL LTD Study and Evaluate The Sales Strategies Adopted by Sales Management Thesis 117pДокумент136 страницUSHA INTERNATIONAL LTD Study and Evaluate The Sales Strategies Adopted by Sales Management Thesis 117pajitinghajimal100% (3)
- Ilm LG SCMДокумент4 страницыIlm LG SCMUtsav SoniОценок пока нет
- MArketing Report UnitedДокумент14 страницMArketing Report UnitedSaifullahMakenОценок пока нет
- A Term Paper On Itc LTDДокумент32 страницыA Term Paper On Itc LTDDeepak KumarОценок пока нет
- BCG MatrixДокумент7 страницBCG MatrixmahaktripuriОценок пока нет
- Case Study of Ford Co. PomДокумент3 страницыCase Study of Ford Co. PomZahid HassanОценок пока нет
- Searle Company Ratio Analysis 2010 2011 2012Документ63 страницыSearle Company Ratio Analysis 2010 2011 2012Kaleb VargasОценок пока нет
- Oen India LTDДокумент77 страницOen India LTDSandeep Nair100% (1)
- RSB FinalДокумент103 страницыRSB FinalKomal KorishettiОценок пока нет
- Paint Industry Analysis: Presented By, Rarichan MathewДокумент21 страницаPaint Industry Analysis: Presented By, Rarichan MathewAlexОценок пока нет
- Dawlance Private LimitedДокумент10 страницDawlance Private Limitedalhumdulilah100% (2)
- ITCДокумент13 страницITCgurmeen100% (1)
- B2B Case Study Star Engineering Company LTDДокумент26 страницB2B Case Study Star Engineering Company LTDSiddhartha Deshmukh0% (1)
- Case IДокумент4 страницыCase IVivek Patil0% (1)
- Initiating Coverage - Indian Hume Pipe Co.Документ38 страницInitiating Coverage - Indian Hume Pipe Co.rroshhОценок пока нет
- Project For Mba Deepak Desai PDFДокумент48 страницProject For Mba Deepak Desai PDFdeepakdesaia23Оценок пока нет
- A Study of Firozabad Bangle IndustryДокумент5 страницA Study of Firozabad Bangle IndustrySmriti TripathiОценок пока нет
- Intern PresentationДокумент33 страницыIntern PresentationFirzan0% (1)
- Cold Forging Process For The Manufacturing of Nuts&boltДокумент35 страницCold Forging Process For The Manufacturing of Nuts&boltaseemk1Оценок пока нет
- Chapter 1: Introduction: Introduction To The Training ReportДокумент33 страницыChapter 1: Introduction: Introduction To The Training ReportKuwer ThakurОценок пока нет
- Quality Control ShopДокумент20 страницQuality Control ShopAshu ThakurОценок пока нет
- Pricol Industries Coimbatore No AnimationДокумент37 страницPricol Industries Coimbatore No AnimationNishad NoorudeenОценок пока нет
- Reduce Bending To Materials: Construction Occupational Health Case Study COH01Документ1 страницаReduce Bending To Materials: Construction Occupational Health Case Study COH01engr_dkОценок пока нет
- FS PAN701 FillingStationsDesignConstruct 2Документ3 страницыFS PAN701 FillingStationsDesignConstruct 2engr_dkОценок пока нет
- Starting Your Business Checklist PDFДокумент86 страницStarting Your Business Checklist PDFengr_dkОценок пока нет
- Education and Employment Legislation Committee: The SenateДокумент64 страницыEducation and Employment Legislation Committee: The Senateengr_dkОценок пока нет
- USA Court Case On Taxi DriverДокумент15 страницUSA Court Case On Taxi Driverengr_dkОценок пока нет
- Hotel ClassificationДокумент10 страницHotel ClassificationRonelyn Boholst100% (1)
- Tropical Fruit CHAPTER-3Документ32 страницыTropical Fruit CHAPTER-3Jeylan FekiОценок пока нет
- 2013 Casel GuideДокумент80 страниц2013 Casel GuideBobe MarinelaОценок пока нет
- Microporous WikiДокумент2 страницыMicroporous WikiIris BalcarceОценок пока нет
- 120-202 Lab Manual Spring 2012Документ107 страниц120-202 Lab Manual Spring 2012evacelon100% (1)
- Here's HowДокумент2 страницыHere's HowEden Dela CruzОценок пока нет
- Summative Test SolutionsДокумент1 страницаSummative Test SolutionsMarian Anion-GauranoОценок пока нет
- Building Technology (CE1303) : Window: Lecturer: Madam FatinДокумент19 страницBuilding Technology (CE1303) : Window: Lecturer: Madam FatinRazif AjibОценок пока нет
- Chemsheets AS 006 (Electron Arrangement)Документ27 страницChemsheets AS 006 (Electron Arrangement)moiz427Оценок пока нет
- "Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsДокумент1 страница"Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDahl xxОценок пока нет
- Sore Throat, Hoarseness and Otitis MediaДокумент19 страницSore Throat, Hoarseness and Otitis MediaainaОценок пока нет
- MLT IMLT Content Guideline 6-14Документ4 страницыMLT IMLT Content Guideline 6-14Arif ShaikhОценок пока нет
- Chapter 3.2 Futures HedgingДокумент19 страницChapter 3.2 Futures HedginglelouchОценок пока нет
- UNIT 3 Polymer and Fuel ChemistryДокумент10 страницUNIT 3 Polymer and Fuel Chemistryld6225166Оценок пока нет
- Death Obituary Cause of Death Ookht PDFДокумент4 страницыDeath Obituary Cause of Death Ookht PDFMayerRhodes8Оценок пока нет
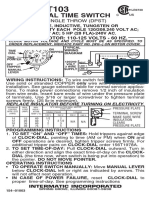
- T103 InstructionsДокумент1 страницаT103 Instructionsjtcool74Оценок пока нет
- Infographic Humanistic PsychologyДокумент2 страницыInfographic Humanistic Psychologyvivain.honnalli.officialОценок пока нет
- Thesis Report KapilДокумент66 страницThesis Report Kapilkapilsharma2686100% (1)
- Period of Intuitive NursingДокумент4 страницыPeriod of Intuitive NursingJhey-ar Toledo100% (1)
- App Guide EntelliGuard - G 09 - 2020 AplicacionДокумент100 страницApp Guide EntelliGuard - G 09 - 2020 AplicacionjeorginagОценок пока нет
- Unsaturated HydrocarbonsДокумент84 страницыUnsaturated HydrocarbonsHey itsJamОценок пока нет
- Unit 5.4 - Incapacity As A Ground For DismissalДокумент15 страницUnit 5.4 - Incapacity As A Ground For DismissalDylan BanksОценок пока нет
- Leon County Sheriff'S Office Daily Booking Report 4-Jan-2022 Page 1 of 3Документ3 страницыLeon County Sheriff'S Office Daily Booking Report 4-Jan-2022 Page 1 of 3WCTV Digital TeamОценок пока нет
- 20 Best Cognac CocktailsДокумент1 страница20 Best Cognac CocktailsHL XanticОценок пока нет