Вам также может понравиться
- Plan de Validación de Método de Ensayo QELAB S.a.C FinalДокумент24 страницыPlan de Validación de Método de Ensayo QELAB S.a.C FinalBiSOPОценок пока нет
- ILAC Guia de Intervalos de Calibración PDFДокумент3 страницыILAC Guia de Intervalos de Calibración PDFJuan Camilo PachiОценок пока нет
- NTC4055Документ15 страницNTC4055Charles GuzmanОценок пока нет
- Redacción de Ítems PDFДокумент35 страницRedacción de Ítems PDFAlejandro GonzzaliОценок пока нет
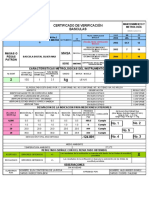
- Verificacion Basculas v3 QuimboДокумент11 страницVerificacion Basculas v3 QuimboKATHERINEОценок пока нет
- 03-Estadistica Aplicada A Laboratorios de Ensayo 17025-Parte 3Документ10 страниц03-Estadistica Aplicada A Laboratorios de Ensayo 17025-Parte 3yohanОценок пока нет
- Validacionde Metodosde MedicionДокумент45 страницValidacionde Metodosde MedicionmagicianchemistОценок пока нет
- Calibración de comparadores con bloques patronesДокумент8 страницCalibración de comparadores con bloques patronesCésar Soto SoriaОценок пока нет
- NT 04Документ7 страницNT 04Edu_HОценок пока нет
- FRT 22Документ5 страницFRT 22robertocajasОценок пока нет
- 8.9 Revision Por La DirecciónДокумент2 страницы8.9 Revision Por La Direcciónkarla aguilarОценок пока нет
- Aseguramiento de la calidad en laboratorios de ensayoДокумент18 страницAseguramiento de la calidad en laboratorios de ensayoBiSOPОценок пока нет
- ASTM-E 77-07 Verificación de TermómetrosДокумент14 страницASTM-E 77-07 Verificación de TermómetrosAsistente Coordinación generalОценок пока нет
- Cálculo de Incertidumbre para Curvas de Calibración Celia Puglisi DPNMДокумент1 страницаCálculo de Incertidumbre para Curvas de Calibración Celia Puglisi DPNMMely GarcíaОценок пока нет
- Intervalos de Calibración PDFДокумент2 страницыIntervalos de Calibración PDFjennijohanaОценок пока нет
- Calibracion Volumen Metodo Gravimetrico Cenam PDFДокумент33 страницыCalibracion Volumen Metodo Gravimetrico Cenam PDFJuan Carlos MejiaОценок пока нет
- Informe de ValidaciónДокумент2 страницыInforme de ValidaciónMoisésI.ApunteAricoОценок пока нет
- Norma 15189Документ15 страницNorma 15189jorge gОценок пока нет
- FRT 22Документ6 страницFRT 22Yury Topalaya JimenezОценок пока нет
- Ensayos Aptitud MAACДокумент8 страницEnsayos Aptitud MAACoswaldo morales resendizОценок пока нет
- Comparación de métodos para estimar la precisión en microbiologíaДокумент6 страницComparación de métodos para estimar la precisión en microbiologíajuan pabloОценок пока нет
- NTC4057 Intervalos de Calibracion Laboratorio de EnsayosДокумент9 страницNTC4057 Intervalos de Calibracion Laboratorio de EnsayoslomelindanielОценок пока нет
- Presentación Linealidad PDFДокумент53 страницыPresentación Linealidad PDFDianita CortesОценок пока нет
- Métodos Ensayos Físico-Químicos y Microbiologicos (Parte II)Документ96 страницMétodos Ensayos Físico-Químicos y Microbiologicos (Parte II)Yis MendozaОценок пока нет
- Concordancia de AtributosДокумент6 страницConcordancia de AtributosSil OsesОценок пока нет
- Validación analítica de métodos en laboratorioДокумент11 страницValidación analítica de métodos en laboratorioHugo Huaman MuñozОценок пока нет
- PRO - 13 Evaluación de La Calidad de Los Ensayos v4Документ10 страницPRO - 13 Evaluación de La Calidad de Los Ensayos v4resp 4922Оценок пока нет
- Ins-Lyj-003 Verificacion de MetodosДокумент17 страницIns-Lyj-003 Verificacion de MetodosSandra FernandezОценок пока нет
- 3 Características de Desempeño de Los Métodos - Intervalo de Trabajo, Sensibilidad y VeracidadДокумент8 страниц3 Características de Desempeño de Los Métodos - Intervalo de Trabajo, Sensibilidad y Veracidadnoe tellezОценок пока нет
- Detección de resultados anómalos mediante la mediana en ensayos de aptitudДокумент6 страницDetección de resultados anómalos mediante la mediana en ensayos de aptitudPaula Andrea Restrepo OchoaОценок пока нет
- PDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMДокумент14 страницPDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMAndré Luiz Lopes da SilvaОценок пока нет
- Copia de Validación e IncertidumbreДокумент74 страницыCopia de Validación e IncertidumbreJosé CastrillónОценок пока нет
- CalibracionДокумент48 страницCalibracionorozco_guerrero_fcoОценок пока нет
- Ensayos InterlaboratorioДокумент36 страницEnsayos InterlaboratorioDiego PuentesОценок пока нет
- Incertidumbre de Tipo A y Tipo BДокумент32 страницыIncertidumbre de Tipo A y Tipo BAndres CifuentesОценок пока нет
- Curso Volumen 2014-05Документ74 страницыCurso Volumen 2014-05Joseph TrianaОценок пока нет
- Procedimiento para La Gestión de Los Riesgos y OportunidadesДокумент4 страницыProcedimiento para La Gestión de Los Riesgos y OportunidadesluisОценок пока нет
- VP06 Recurso08 Reloj ComparadorДокумент6 страницVP06 Recurso08 Reloj ComparadorEmilio MezaОценок пока нет
- MODULO 3. Validacion de Metodos AnaliticosДокумент91 страницаMODULO 3. Validacion de Metodos AnaliticosCARDENAS GONZALES LUIS ALBERTOОценок пока нет
- La Guia MetAs 12 03 Estadisticas - de - Desempeno PDFДокумент13 страницLa Guia MetAs 12 03 Estadisticas - de - Desempeno PDFSandro ChiliquingaОценок пока нет
- ASEGURAMIENTOMETROLOGICOДокумент38 страницASEGURAMIENTOMETROLOGICOramakarunaОценок пока нет
- Verificación de Balanza. Cuestionario.Документ4 страницыVerificación de Balanza. Cuestionario.Kiiaf100% (1)
- Comparación de Procedimientos para La Calibración - Caracterización de Baños Termostáticos. Andy Barrientos A. MetrólogoДокумент29 страницComparación de Procedimientos para La Calibración - Caracterización de Baños Termostáticos. Andy Barrientos A. MetrólogoJhonny BarberoОценок пока нет
- TF CIE 01 Cronometros y TemporizadoresДокумент15 страницTF CIE 01 Cronometros y TemporizadoresAKCHОценок пока нет
- Validacion y Verificacion de Metodos de PDFДокумент8 страницValidacion y Verificacion de Metodos de PDFAnonymous qKeDFDОценок пока нет
- Control Estadistico de La Calidad MSA.Документ44 страницыControl Estadistico de La Calidad MSA.Juan manuel Vera HernandezОценок пока нет
- Introduccin A Los Ensayos de Aptitud 1Документ18 страницIntroduccin A Los Ensayos de Aptitud 1dannny_mejiaaОценок пока нет
- VALIDACIONДокумент29 страницVALIDACIONERICK ERNESTO CARDENAS CONEOОценок пока нет
- Anexo 20 PO06 SS 403 P001 Aseguramiento de La Calidad de Los Resultados de EnsayoДокумент14 страницAnexo 20 PO06 SS 403 P001 Aseguramiento de La Calidad de Los Resultados de EnsayofjdllsdfОценок пока нет
- ESTADÍSTICAДокумент7 страницESTADÍSTICAMaria SelaОценок пока нет
- Manejo de Datos Experimentales Doc UmannaДокумент4 страницыManejo de Datos Experimentales Doc Umannaher_na_nОценок пока нет
- Informe de Laboratorio 01Документ13 страницInforme de Laboratorio 01Miguel AriasОценок пока нет
- Evaluacion de Datos AnaliticosДокумент27 страницEvaluacion de Datos AnaliticosCondorAliagaHenryОценок пока нет
- Info de Quimica 5Документ17 страницInfo de Quimica 5Gabriel Rengifo100% (2)
- 1.5 Propagacion de ErrorДокумент4 страницы1.5 Propagacion de ErrorRodrigo Pineda100% (2)
- 2-Funciones BooleanasДокумент16 страниц2-Funciones BooleanasMaylizitaОценок пока нет
- 5 Aplicacion ValidacionДокумент31 страница5 Aplicacion ValidacionIrenise AguilaОценок пока нет
- Laboratorio 1 Hsap+Документ5 страницLaboratorio 1 Hsap+Camila Martínez OsmaОценок пока нет
- Errores y PropagacionДокумент6 страницErrores y PropagacionLuis Armando Hernandez MolinaОценок пока нет
- Metodos de Prueba EpaДокумент194 страницыMetodos de Prueba EpabyenarОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Metodos de Prueba EpaДокумент194 страницыMetodos de Prueba EpabyenarОценок пока нет
- Julio Verne - Veinte Mil Leguas de Viaje SubmarinoДокумент180 страницJulio Verne - Veinte Mil Leguas de Viaje SubmarinocarenguenavОценок пока нет
- Agentes QuimicosДокумент59 страницAgentes QuimicosManuel Pimentel Del CampoОценок пока нет
- La Guia MetAs 23 02 Calibracion y Verificacion de TCДокумент22 страницыLa Guia MetAs 23 02 Calibracion y Verificacion de TCbyenarОценок пока нет
- El Hijo Del VampiroДокумент3 страницыEl Hijo Del VampiroKalab HernándezОценок пока нет
- Anguera Cap 5Документ2 страницыAnguera Cap 5GeryОценок пока нет
- PumaДокумент2 страницыPumaAngélica MoralesОценок пока нет
- Cartas de LiberaciónДокумент3 страницыCartas de LiberaciónGrace Razo100% (2)
- Evaluacion Critica 1Документ9 страницEvaluacion Critica 1soledadОценок пока нет
- Cuadro Comparativo de Los Enfoques Cualitativo y CuantitativoДокумент2 страницыCuadro Comparativo de Los Enfoques Cualitativo y Cuantitativomrjona8693% (72)
- El Amor IntangibleДокумент3 страницыEl Amor IntangibleletraliaОценок пока нет
- Terapia familiar. Modelos estructural y Escuela de MilánДокумент5 страницTerapia familiar. Modelos estructural y Escuela de Milánantonia hernandez50% (2)
- La Ventana de JohariДокумент7 страницLa Ventana de JohariBárbara GonzálezОценок пока нет
- Educación para la Salud: Conceptos y Principales DeficienciasДокумент15 страницEducación para la Salud: Conceptos y Principales DeficienciasMaria MarcanoОценок пока нет
- Fase 1 Construir y Percibir Lo Social Una Tarea ComplejaДокумент6 страницFase 1 Construir y Percibir Lo Social Una Tarea Complejajohann roldan100% (1)
- LIDERAZGOДокумент7 страницLIDERAZGOJosué PérezОценок пока нет
- La Hoz Luis - Vendra La Muerte Y Tendra Tus Ojos - 33 Poetas SuicidasДокумент202 страницыLa Hoz Luis - Vendra La Muerte Y Tendra Tus Ojos - 33 Poetas SuicidasCaesar CytheraОценок пока нет
- Juegos de Cálculo Con La MultiplicaciónДокумент5 страницJuegos de Cálculo Con La MultiplicaciónConsuelo Rios FloresОценок пока нет
- Oración y La Frase NominalДокумент2 страницыOración y La Frase NominalEfrainОценок пока нет
- Actividad Grupal - Fase 2 - Desarrollo de Habilidades de NegociacionДокумент7 страницActividad Grupal - Fase 2 - Desarrollo de Habilidades de NegociacionPablo Antonio Barrera Carrillo100% (1)
- Carlos SabinoДокумент5 страницCarlos SabinoAndreina Palma de Cartaya60% (5)
- Generalidades de Un Proyecto de InvestigaciónДокумент2 страницыGeneralidades de Un Proyecto de InvestigaciónJavier MolinaОценок пока нет
- Las Fuerzas Del Cambio. Michael FullamДокумент180 страницLas Fuerzas Del Cambio. Michael FullamNicolás Maturana100% (8)
- Preguntas RespondidasДокумент26 страницPreguntas RespondidasValentina Tamara BooОценок пока нет
- Test de Wonderlic (A) Preguntas y ResouestasДокумент11 страницTest de Wonderlic (A) Preguntas y ResouestasChristian Josue Herrera Cordoba100% (8)
- Estrategias Pedagógicas Innovadoras en El AulaДокумент17 страницEstrategias Pedagógicas Innovadoras en El AulaKarla Poblete MesserОценок пока нет
- Sesión #8 Planificación Del ManifiestoДокумент6 страницSesión #8 Planificación Del ManifiestoJulia Noemi Argomedo CornelioОценок пока нет
- Fase 1. Opción de GradoДокумент14 страницFase 1. Opción de GradoSurley Eliana Paez Garzon100% (1)
- Cuadro Comparativo de Politicas de Talento HumanoДокумент3 страницыCuadro Comparativo de Politicas de Talento HumanouisbarbosaОценок пока нет
- Factores Condicionantes Del Parto Domiciliario en BogotáДокумент17 страницFactores Condicionantes Del Parto Domiciliario en BogotáAi LaZzОценок пока нет
- Gestión de DesempeñoДокумент78 страницGestión de DesempeñoJosue Hämell100% (4)
- SINCRONICIDADДокумент3 страницыSINCRONICIDADMiguelG100% (1)
- Informe Del Video Sobre MozartДокумент2 страницыInforme Del Video Sobre MozartAidilAbi0% (1)
- Plan de Mejoramiento Tercer Periodo Etica y Actividad Adicional 703-901-902-903Документ2 страницыPlan de Mejoramiento Tercer Periodo Etica y Actividad Adicional 703-901-902-903Esteban RodriguezОценок пока нет